Навигация
Розрахунок розмірних ланцюгів
23303
знака
3
таблицы
1
изображение
2.5 Розрахунок розмірних ланцюгів
Умова:
Дано розмірний ланцюг: А1 = 240 мм; А2 = 2 мм; А3 = 3 мм; А4 = 18 мм; А5 = 108,5 мм;
А6 = 63 мм; А7 = 2,5 мм; А8 = 38 мм; А9 = 16 мм.
Розв’язок:
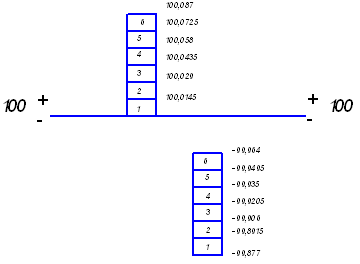
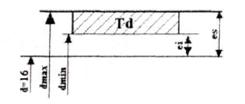
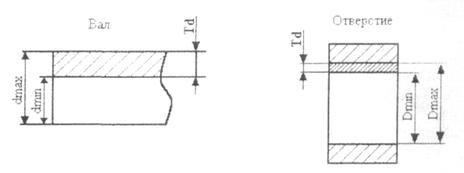
1. За таблицями довідників знаходимо основні і розраховуємо граничні відхилення які проставляємо на схемі.
А1 = 240 h12 ( ![]() ); А2 = 2 h12 (
); А2 = 2 h12 ( ![]() ); А3 = 3 Н12 (
); А3 = 3 Н12 ( ![]() ); А4 = 18 h12 (
); А4 = 18 h12 ( ![]() );
);
А5 = 108,5 Н12 ( ![]() ); А6 = 63 h12 (
); А6 = 63 h12 ( ![]() ); А7 = 2,5 Н12 (
); А7 = 2,5 Н12 ( ![]() ); А8 = 38 h12 (
); А8 = 38 h12 ( ![]() );
);
А9 = 16 h12( ![]() ).
).
2. Визначаємо номінальний розмір замикальної ланки:
А0 = ![]() ( А4 + А5 + А6 + А7 + А8 + А9 ) - ( А1 + А2 + А3 ) =
( А4 + А5 + А6 + А7 + А8 + А9 ) - ( А1 + А2 + А3 ) =
= ( 18 + 108,5 + 63 + 2,5 + 38 + 16 ) - ( 240 + 2 + 3 ) = 1 мм.
3. Розраховуємо розмірний ланцюг на повну взаємозамінність “максимум - мінімум ”
Верхнє відхилення замикальної ланки:
ES( A0 ) = ![]() ( ESA4 + ESA5 + ESA6 + ESA7 + ESA8 + ESA9 ) - ( EIA1 + EIA2 + EIA3 ) = ( 0 + 0,35 + 0 + 0,1 + 0 + 0 ) - ( - 0,46 + ( - 0,1 ) + 0 ) = 1,01 мм.
( ESA4 + ESA5 + ESA6 + ESA7 + ESA8 + ESA9 ) - ( EIA1 + EIA2 + EIA3 ) = ( 0 + 0,35 + 0 + 0,1 + 0 + 0 ) - ( - 0,46 + ( - 0,1 ) + 0 ) = 1,01 мм.
Нижнє відхилення замикальної ланки:
EI( A0 ) = ![]() ( EIA4 + EIA5 + EIA6 + EIA7 + EIA8 + EIA9 ) - - ( ESA1 + ESA2 + ESA3 ) = ( -0,18 + 0 + ( - 0,3 ) + 0 + ( - 0,25 ) + ( - 0,18 ) ) - ( 0 + 0 + 0,1 ) = - 1,01 мм.
( EIA4 + EIA5 + EIA6 + EIA7 + EIA8 + EIA9 ) - - ( ESA1 + ESA2 + ESA3 ) = ( -0,18 + 0 + ( - 0,3 ) + 0 + ( - 0,25 ) + ( - 0,18 ) ) - ( 0 + 0 + 0,1 ) = - 1,01 мм.
Допуск замикальної ланки:
ITA0 = ESA0 - EIA0 = 1,01 - ( - 1,01 ) = 2,02 мм.
Перевіряємо:
ITA0 = ![]() = ITA1 + ITA2 + ITA3 + ITA4 + ITA5 + ITA6 + ITA6 + ITA7 + ITA8 + ITA9 = 0,1 +0,1 + 0,46 + 0,1 + 0,18 + 0,35 + 0,3 + 0,25 + 0,18 = 2,02 мм.
= ITA1 + ITA2 + ITA3 + ITA4 + ITA5 + ITA6 + ITA6 + ITA7 + ITA8 + ITA9 = 0,1 +0,1 + 0,46 + 0,1 + 0,18 + 0,35 + 0,3 + 0,25 + 0,18 = 2,02 мм.
Висновок: допуск замикальної ланки дуже великий, тому доцільно його розрахувати, виходячи з функціональних вимог працездатності. Визначаємо допуски і граничні відхилення виходячи з необхідності забезпечити
А0 = 1 ( ![]() )
)
Допуски визначаємо методом одного квалітету.
4. Підраховуємо кількість одиниць допуску а:
а =  ,
,
де, ![]() ;
; ![]() ;…;
;…;![]() - одиниці допусків розмірів ланок А1 ,А2 ,… ,А9 .
- одиниці допусків розмірів ланок А1 ,А2 ,… ,А9 .
а = ![]() = 8,3 мкм.
= 8,3 мкм.
5. За таблицями довідника найближче число одиниць допуска 7, а наступне 10 які відповідають IT56 і IT6. Вибираємо допуск IT5.
Згідно таблиць довідника по IT5 маємо:
А1 = 219 e5 ( ![]() );А6 = 56 e5 (
);А6 = 56 e5 ( ![]() );
);
А2 = 2 e5 ( ![]() );А7 = 2,5 E5 (
);А7 = 2,5 E5 ( ![]() );
);
А3 = 5 E5 ( ![]() );А8 = 32 e5 (
);А8 = 32 e5 ( ![]() );
);
А4 = 18 e5 ( ![]() ); А9 = 17 e5 (
); А9 = 17 e5 ( ![]() ).
).
A5 = 101,5 E5 ( ![]() );
);
ITA1 = 0,02мм;ITA6 = 0,013 мм;
ITA2 = 0,004мм;ITA7 = 0,004 мм;
ITA3 = 0,05мм;ITA8 = 0,011 мм;
ITA4 = 0,008мм;ITA9 = 0,008 мм;
ITA5 = 0,015 мм;
6. Перевіряємо:
ITA0 = ITA1 + ITA2 + ITA3 + ITA4 + ITA5 + ITA6 + ITA7 + ITA8 + ITA9 =
= 20 + 4 + 5 + 8 + 15 + 13 + 4 + 11 + 8 = 88 мкм.
ITA0 = 100 < 88
Похожие работы
... і вал, надлишкова теплота буде видалятись примусовою прокачкою масла. 13. Визначаємо об’єм масла, що прокачується через підшипник: = 0,2 л/хв 2.2 Розрахунок допусків, посадок та параметрів посадок гладких циліндричних з’єднань Умова: Для трьох циліндричних з’єднань ( D1, D4, D5 ) підрахувати граничні розміри, допуски, величини найбільших, найменших і середніх зазорів (натягів), допуск ...
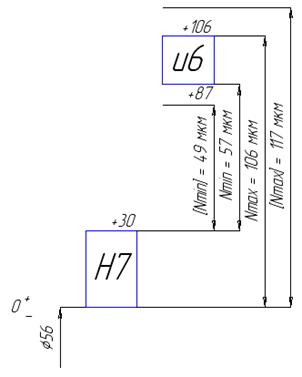
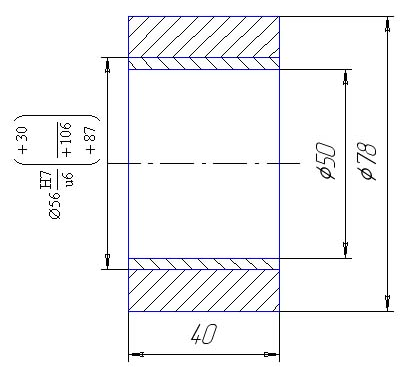
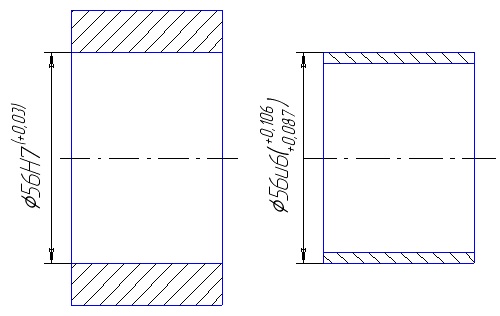
... коефіцієнт питомого тиску в торців деталі, що охоплює. Приймається значення γуд = 0,93 (за графіком мал. 1.68, стор. 336, Мягков тім 1). Вибирається посадка з таблиць системи допусків і посадок (табл.1.49, стор. 156, Мягков тім 1) , для якого Nmax = 106 мкм < [Nmax], Nmin = 57 мкм > [Nmin]. мал.1.1 мал.1.2 мал.1.3 2. Для з'єднання 16-17 визначити імовірнісні ...
... +0,021 0 -0,036 -0,018 -0,036 0 -0,110 0 0 0,008 -0,210 8,00 8,018 8 8,3 11 3,5 30,013 30,013 28,210 7,964 7,988 7,964 8 10,890 3,3 30 29,992 21,790 5. Допуски й посадки шліцевих з'єднань Вихідні дані 1. Умовна позначка прямоточного шліцевого з'єднання – . Виконання роботи 1. Установити спосіб центрування заданого шліцевого з'єднання. ...
... (кульками, роликами) і кільцями. Внаслідок малих допусків зазорів і малої допустимої різнорозмірності комплекту тіл кочення кільця підшипників і тіла кочення підбирають селективним методом. Повна взаємозамінність по приєднувальних поверхнях дозволяє організувати їх малосерійний випуск на спеціалізованих заводах, а отже, зробити більш дешевим їхнє виробництво, а також швидко монтувати і заміняти ...
0 комментариев