Технический процесс и техническая система. Закономерности
Сырье и материалы
ОПРЕДЕЛЕНИЕ ВЫХОДА, ВОЗМОЖНОГО
Примеры выполнения заданий
Физические высокотемпературные процессы, например, разделение сырой нефти по фракциям по температуре кипения
Примеры выполнения заданий
Примеры выполнения заданий
МЕТАЛЛЫ, СПЛАВЫ
Примеры выполнения заданий
ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ
Значение, структура и порядок составления технологической
Консультации и контроль выполнения технологической части
Технологические мероприятия, направленные на рациональное
Рекомендации к технологической части дипломных проектов и
Выбор и обоснование технологического процесса механической
Обоснование заготовок для получения деталей
Выбор и характеристика оборудования, станочного
Уточнение потребности количества единиц оборудования
Краткая характеристика технологических мероприятий
Навигация
Рекомендации к технологической части дипломных проектов и
Системы технологий
259162
знака
24
таблицы
61
изображение
5. Рекомендации к технологической части дипломных проектов и
работ, выполняемых по данным машиностроительных
предприятий
5.1 Структура технологической части дипломных проектов и работ
Пояснительная записка по технологической части должна включать следующие параграфы:
а)общую характеристику производственного процесса цеха,
завода;
б)выбор и обоснование технологического процесса механической обработки деталей;
в)обоснование заготовок для получения деталей;
г)определение припусков на механическую обработку;
д)выбор и характеристику оборудования, станочного приспособления;
е)обоснование применения режущего инструмента, измерительного инструмента, контрольно-измерительных приспособлений;
ж)выбор режимов резания;
з)определение штучного, штучно-калькуляционного времени обработки деталей;
и) определение необходимого (потребного) количества оборудования;
к) оценку эффективности технологических мероприятий;
л) выводы и предложения.
5.2 Общая характеристика производственного процесса
предприятия
В общей характеристике производственного процесса указывают: существующую организацию производства в цехе, на заводе; годовую программу, нормы времени и годовую трудоемкость; характеристику деталей; определение или характеристику типа производства, величины партии деталей для серийного производства, такта выпуска для массового производства, маршрутную карту обработки деталей.
Описание существующей организации производственного процесса включает: режим работы предприятия (число смен, продолжительность смен, количество рабочих дней в неделю и др.); метод организации производственного процесса (позаказный, партионный, поточный); вид движения детали в производственном процессе, (последовательный, параллельный, последовательно-параллельный); длительность технологического цикла; многостаночное обслуживание и совмещение профессий (на каких станках, операциях); снабжение рабочих мест заготовками; способы перемещения заготовок, деталей от станка к станку (транспортные, грузоподъемные средства); обеспечение рабочих мест режущим, измерительным инструментом, приспособлениями; порядок выдачи задания и приема его выполнения; технический контроль; требования охраны труда и техники безопасности.
Годовая программа и нормы времени на обработку могут быть представлены в виде табл. 11 - 13.
Таблица 11
Годовая программа цеха, завода
| № п/п | Наименование изготавливаемых деталей | Номер чертежа | Годовая программа, шт. | Примечание |
| 1 | Вал ведущий | |||
| 2 | Вал ведомый |
Таблица 12 Нормы времени на обработку
| № п/п | Наименование изготавливаемых деталей | Нормы времени в минутах по видам обработки | Всего, мин. | |||
| токарная | фрезерная | шлифовальная | и т. д. | |||
| 1 | Вал ведущий | 10 | 7 | 15 | 32 | |
Таблица 13 Годовая трудоемкость
| № п/п | Наименование изготавливаемых деталей | Годовая программа, шт. | Трудозатраты по видам обработки | Всего годовой объем работ, ч | ||
| токарная | фрезерная | |||||
| норма времени на 1 шт./мин | годовой объем работ, ч | |||||
| 1 | Вал ведомый | 2000 | 13 | 300 | ||
Определение или характеристика типа производства приводятся потому, что разработка технологического процесса механической обработки, выбор оборудования, приспособления зависят от типа производства.
Для ориентировочного определения типа производства нужно исходить из годовой программы выпуска деталей, их номенклатуры, массы, времени обработки на основных операциях.
Следует отметить, что при массовом производстве на одном станке обрабатывается одна деталь, при серийном - несколько деталей,
В механическом цехе могут быть станки с различным количеством прикрепленных деталей. Тип производства определяется, исходя из того, какой характер загрузки преобладает. Если большая часть станков имеет массовую загрузку, то и цех относится к массовому производству. Если большая часть станков имеет крупносерийный характер загрузки, то и цех относится к крупносерийному производству.
Характер загрузки станков определяется по операциям технологического процесса. Например, штучная норма времени одной детали на данной операции равна 0,1 ч, годовая программа 38 000 деталей, тогда станок на выполнение данной операции будет загружен 3800 ч. При двухсменной и 41-часовой рабочей неделе станок будет работать 4015 ч. Значит, работа станка при достаточно высоком коэффициенте загрузки будет относиться к массовому производству.
Если же прикрепление одной детали к станку не обеспечивает достаточной его загрузки, то к нему прикрепляется еще несколько деталей, чтобы добиться более полного его использования.
Принято, что работа станков считается крупносерийной при закреплении за ними до 10 деталей, серийной - от 10 до 20 деталей, мелкосерийной - более 25 деталей. Основным показателем, характеризующим тип производства, является его специализация, определяемая по коэффициенту серийности (К):
Количество рабочих мест или станков на поточной линии составляет:
![]()
где тшт - штучное время обработки, мин.
Эта величина определяется по каждой операции в отдельности.
Величину партии деталей для серийного производства определяют по выражению:
![]()
где N - годовая программа выпуска деталей с учетом запасных частей, шт.,-
h - необходимый запас деталей на складах, в дн.;
Ф - число рабочих дней в году.
Для выбора числа дней запаса деталей нужно руководствоваться данными табл. 14.
Таблица 14
| Размер деталей | Единица измерения | Число дней запаса деталей на складе (Ь) |
| Крупные детали | дни | 2-3 |
| Мелкие детали | ДНИ | 5-10 |
При выборе числа дней запаса деталей на складах нужно учитывать коэффициент (степень) серийности выпуска.
Определенный размер партии h нужно откорректировать так, чтобы он был кратен полунедельной, недельной потребности (р). Суточную, полунедельную, недельную, месячную потребность определяют по выражению:
N Р=—, т
где N- годовая программа выпуска деталей, шт.;
т - число рабочих дней (305), полунедель (104), недель (52), месяцев (12).
При определении длительности производственного цикла партии деталей и характера вида движения заготовки учитывают, что в единичном и мелкосерийном производствах применяется последовательный вид движения заготовок. В серийном и крупносерийном производствах применяется последовательно-параллельный вид движения деталей. На поточных линиях применяется параллельный вид движения заготовок, деталей.
В случае последовательного вида движения деталей длительность технологического цикла (Тпосл) обработки партии деталей находят по выражению:
Похожие работы
... дня 2-5 5. Расчет временных складов Площадь складов , где К1, К2 – коэффициенты, учитывающие неравномерность поступления и потребления материалов (к1 = 1,1, к2=1,3) Т – продолжительность расчетного периода ремонтно-строительных работ, дн n - норма хранения на складе (принимается 12-20 дней) Р – масса материалов, хранящихся на складе, т q – удельная нагрузка на 1 ...
... - окремі (види енергії та палива), зведені (сума всіх видів енергії в однорідних одиницях); • за електричними процесами - силові, температурні, освітлювальні; • за цільовим призначенням - технологічні, господарчо-побутові; • за об'єктами споживання - енергетичні баланси підприємств, цехів, видів технологічного обладнання. Витрати всіх видів енергії враховуються при складанні калькуляції собі ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
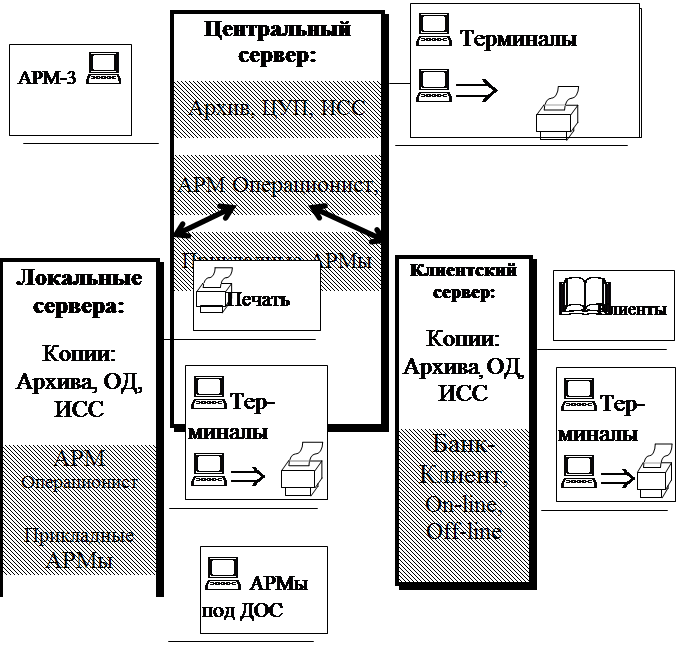
... ії. При цьому дії і доступ строго регламентовані і протоколюються. Кожен користувач одержує підказку про правильні дії, прапори наявності/відсутності необхідної інформації. Система відкрита для зв'язку з іншими Арм-ми і системами як під UNIX, так і під ДОС, WIND0WS, OS/2 і т.д. Допускається робота UniCorn на тім же сервері, де встановлене програмне забезпечення S.W.I.F.T. В даний момент ...
0 комментариев