Технический процесс и техническая система. Закономерности
Сырье и материалы
ОПРЕДЕЛЕНИЕ ВЫХОДА, ВОЗМОЖНОГО
Примеры выполнения заданий
Физические высокотемпературные процессы, например, разделение сырой нефти по фракциям по температуре кипения
Примеры выполнения заданий
Примеры выполнения заданий
МЕТАЛЛЫ, СПЛАВЫ
Примеры выполнения заданий
ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ
Значение, структура и порядок составления технологической
Консультации и контроль выполнения технологической части
Технологические мероприятия, направленные на рациональное
Рекомендации к технологической части дипломных проектов и
Выбор и обоснование технологического процесса механической
Обоснование заготовок для получения деталей
Выбор и характеристика оборудования, станочного
Уточнение потребности количества единиц оборудования
Краткая характеристика технологических мероприятий
Навигация
Уточнение потребности количества единиц оборудования
Системы технологий
259162
знака
24
таблицы
61
изображение
5.8 Уточнение потребности количества единиц оборудования
Для расчета количества оборудования необходим фонд времени работы оборудования.
Фонд времени работы оборудования может быть номинальный и действительный.
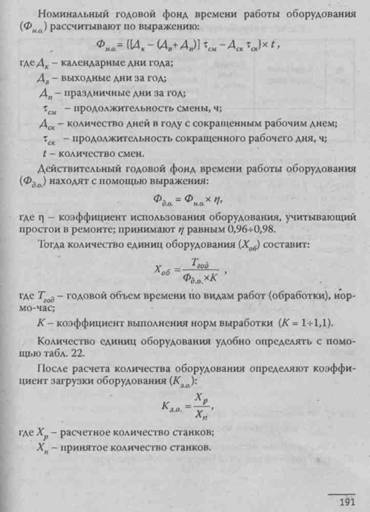
Таблица 22 Расчет потребного количества оборудования
| № п/п | Виды работ (обработки) | Годовой объем работ, ч | Действительный фонд времени оборудования, ч | Количество оборудования | Примечание | |
| расчет | принято | |||||
| 1. | Токарные | 2000 | 200 | 10 | 10 | |
| 2. | Фрезерные | 500 | 250 | 2 | 2 | |
На поточных линиях операции по времени не синхронизированы, что ведет к неполной загрузке оборудования. В этих условиях загрузка рабочих мест достигается многостаночным обслуживанием и совмещением профессий.
Многостаночное обслуживание предусматривает работу на нескольких станках. При выполнении одноименных операций количество станков, обслуживаемых i рабочим, определяют по выражению:
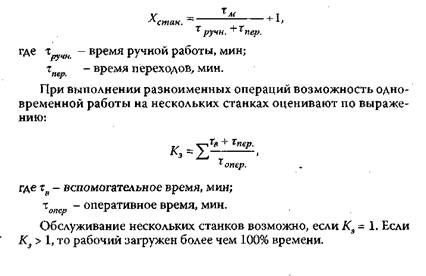
Совмещение профессии предусматривает работу рабочего на втором станке после выполнения работы на первом.
Эффективность многостаночного обслуживания и совмещения профессий характеризуют величиной процента загрузки рабочих при соответствующей загрузке оборудования.
5.9 Оценка эффективности технологических мероприятий
Если технологическое мероприятие связано с разработкой всего технологического процесса или его отдельных операций, то проводят оценку внедряемого процесса.
Показателем, определяющим эффективность технологического процесса, является производительность труда. Рост производительности труда достигается за счет снижения трудоемкости работ по механической обработке деталей. Процент роста производительности труда (А) определяют по выражению:
![]()
где Б - процент снижения трудоемкости работ.
Тогда срок окупаемости дополнительных капитальных вложений определяют путем сравнения нового технологического процесса с прежним процессом:
![]()
где Г - число лет, в течение которых окупится стоимость наиболее дорогого оборудования;
К2 - стоимость оборудования по прежнему процессу;
К2 - стоимость оборудования по новому процессу;
С1 - технологическая себестоимость по прежнему процессу;
С2 - технологическая себестоимость по новому процессу;
N - годовая программа выпуска деталей.
В качестве технологического мероприятия может быть новое или усовершенствованное приспособление. Экономическую эффективность приспособления определяют путем сравнения технологической себестоимости выполнения данной операции до усовершенствования и после усовершенствования приспособлений.
Себестоимость выполнения операций с применением одного из вариантов приспособлений находят по выражению:
Ц - цеховые накладные расходы (берут по данным предприятия);
U - ориентировочная стоимость приспособления, по данным предприятия, коп.;
N - годовая программа выпуска деталей, шт.;
А - срок амортизации приспособлений в годах (для простых приспособлений А = 1 год, средней сложности А = 2 - 3 года, сложных А = 4 - 5 лет);
Р - процент расходов, связанных с приспособлением.
6. Рекомендации к технологической части дипломных проектов,
посвященной обработке деталей на автоматических линиях
Сначала в технологической части дается обоснование необходимости применения автоматической линии для механической обработки данных деталей.
Далее приводят сравнительную характеристику масштабов выпуска деталей разными предприятиями и характеристику технологии механической обработки деталей. Указывают состав применяемого оборудования (универсальные, специализированные, автоматические линии).
Исходя из технологичности конструкции деталей, устанавливают сложность обработки деталей, через сколько лет детали будут сняты с производства, а также длительность эксплуатации автоматической линии. Данные о поверхностях для базирования, о взаимном расположении обрабатываемых поверхностей, классах точности позволяют вносить предложения об изменении конструкции деталей, повышении их технологичности.
При разработке нового или характеристике действующего технологического процесса обработки деталей необходимо раскрыть следующие вопросы:
а) указывают вид и характер заготовок, технические условия на изготовление заготовок, технологичность, экономичность заготовок;
б) выбирают или рассчитывают припуски на механическую обработку деталей;
в) выбирают технологические базы деталей, составляют план механической обработки деталей;
г) приводят характеристику выбранной или применяемой технологической оснастки (приспособлений, режущих, измерительных инструментов), указывают степень автоматизации крепления деталей, порядок смены режущих инструментов;
д) дают характеристику принятых методов технического контроля обрабатываемых деталей, измерительного инструмента, контрольных приборов специального назначения;
е)заполняют операционные карты технологического процесса, составляют циклограммы работы автоматической линии.
Автоматические линии могут быть на базе универсальных, серийных, агрегатных, специальных станков, линии также бывают переналаживаемые и непереналаживаемые.
При характеристике типа автоматической линии необходимо:
а) указать производительность и ритм обработки деталей на линии;
б) указать или определить межоперационные заделы на линии на основе длительности циклов обработки на каждой операции;
в) выбрать или указать агрегаты для приема, хранения и выдачи деталей на линию;
г) указать возможность переналадки линии на обработку дру гих деталей;
д) привести требования охраны труда и техники безопасности;
е) дать характеристику габаритов автоматической линии
станков.
Далее приводится обоснование системы управления автоматической линии. Описывают работу такой системы при автоматическом и наладочном режимах. Характеризуют привод рабочих органов автоматической линии.
Необходимо также указать организацию ремонта автоматической линии; дать характеристику межремонтного цикла, его длительности, указать категорию сложности ремонтов автоматической линии.
Похожие работы
... дня 2-5 5. Расчет временных складов Площадь складов , где К1, К2 – коэффициенты, учитывающие неравномерность поступления и потребления материалов (к1 = 1,1, к2=1,3) Т – продолжительность расчетного периода ремонтно-строительных работ, дн n - норма хранения на складе (принимается 12-20 дней) Р – масса материалов, хранящихся на складе, т q – удельная нагрузка на 1 ...
... - окремі (види енергії та палива), зведені (сума всіх видів енергії в однорідних одиницях); • за електричними процесами - силові, температурні, освітлювальні; • за цільовим призначенням - технологічні, господарчо-побутові; • за об'єктами споживання - енергетичні баланси підприємств, цехів, видів технологічного обладнання. Витрати всіх видів енергії враховуються при складанні калькуляції собі ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
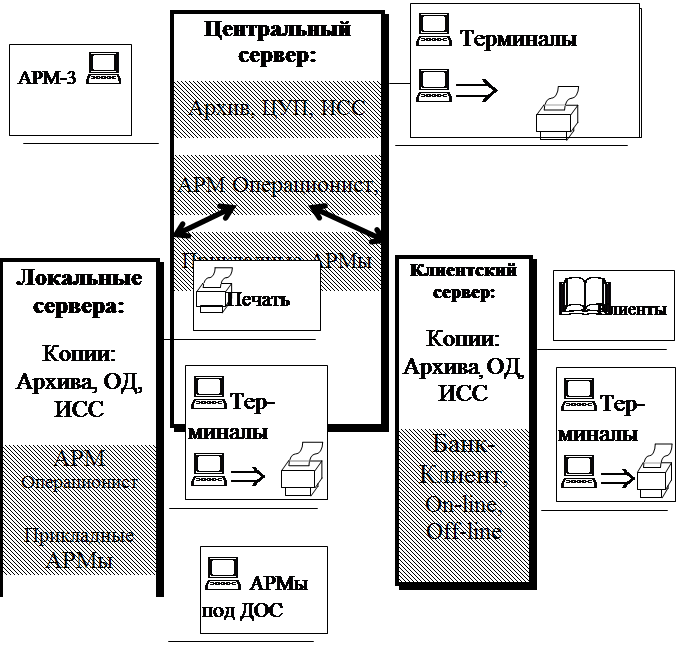
... ії. При цьому дії і доступ строго регламентовані і протоколюються. Кожен користувач одержує підказку про правильні дії, прапори наявності/відсутності необхідної інформації. Система відкрита для зв'язку з іншими Арм-ми і системами як під UNIX, так і під ДОС, WIND0WS, OS/2 і т.д. Допускається робота UniCorn на тім же сервері, де встановлене програмне забезпечення S.W.I.F.T. В даний момент ...
0 комментариев