Технический процесс и техническая система. Закономерности
Сырье и материалы
ОПРЕДЕЛЕНИЕ ВЫХОДА, ВОЗМОЖНОГО
Примеры выполнения заданий
Физические высокотемпературные процессы, например, разделение сырой нефти по фракциям по температуре кипения
Примеры выполнения заданий
Примеры выполнения заданий
МЕТАЛЛЫ, СПЛАВЫ
Примеры выполнения заданий
ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ
Значение, структура и порядок составления технологической
Консультации и контроль выполнения технологической части
Технологические мероприятия, направленные на рациональное
Рекомендации к технологической части дипломных проектов и
Выбор и обоснование технологического процесса механической
Обоснование заготовок для получения деталей
Выбор и характеристика оборудования, станочного
Уточнение потребности количества единиц оборудования
Краткая характеристика технологических мероприятий
Навигация
Краткая характеристика технологических мероприятий
Системы технологий
259162
знака
24
таблицы
61
изображение
7. Краткая характеристика технологических мероприятий,
направленных на совершенствование процесса производства
изделия
Наиболее распространенными технологическими мероприятиями дипломных проектов, выполняемых по данным машиностроительных предприятий, являются мероприятия, которые направлены:
а) на совершенствование технологии изготовления изделий, отдельных операций механической обработки заготовок, деталей;
б) на модернизацию, усовершенствование конструкции технологической оснастки (приспособлений, режущих инструментов, контрольно-измерительных приспособлений);
в) на улучшение организации производственного процесса;
г) на разработку, обоснование загрузочных, разгрузочных и транспортирующих механизмов автоматической линии станков.
Совершенствование технологии изготовления изделий, механической обработки деталей включает применение производительных методов обработки, например, введение многорезцовой обработки, перевод на автоматические, полуавтоматические станки, использование многошпинлелевого сверления, применение специальных станков взамен универсальных, более производительных приспособлений, выбор выгодных режимов резания.
Если технологические мероприятия связаны с разработкой или усовершенствованием станочного приспособления, контрольно-измерительного приспособления, режущего инструмента, то обязательно приводят характеристику конструкций указанных приспособлений, инструмента.
При разработке нового или усовершенствовании действующего станочного приспособления нужно уяснить содержание операции, для которой предназначено приспособление. Указывают цель операции, порядок установления базы изделия, положение деталей при обработке, тип станка, применяемый инструмент. Изучаются литературные источники, в которых разобраны подобные приспособления, далее создают эскиз, а затем выполняют общий вид приспособления.
В описании приспособления также должны быть указаны назначение, принцип работы приспособления, сущность проведенного усовершенствования, материал основных деталей приспособления. При необходимости могут быть даны расчеты точности базирования, усилий зажима деталей.
Описание технологического мероприятия, посвященного разработке режущего инструмента, должно содержать цель применения инструмента, устройство и режим работы инструмента. Обосновывают выбор материала для режущей и других частей инструмента. В расчетной части описания мероприятия приводят расчет инструмента с указанием геометрических и конструктивных параметров инструмента.
При изготовлении режущего инструмента, деталей технологические мероприятия могут быть связаны с термической обработкой и другими видами немеханической обработки поверхностей этих изделий. Термическая обработка, термохимическая обработка, электролитическое хромирование, оксидирование используются для улучшения поверхностного слоя изделий. Из других видов немеханической обработки могут быть использованы сварка, пайка, наплавка.
В описании таких мероприятий указывают назначение, сущность метода, технологию проведения обработки изделий. Составляют карту обработки и дают расчет эффективности технологического мероприятия.
В процессе разработки, выбора контрольно-измерительного приспособления, инструмента необходимо описать устройство, принцип его работы, порядок регулирования, настройки, проверки точности, а также правила пользования им. Обосновывают выбор материала для основных деталей контрольно-измерительных устройств. Приводят расчет исполнительных размеров и допусков на эти размеры. Схематически показывают взаимное расположение полей допусков измеряемого размера детали и контрольно-измерительного приспособления, инструмента. Приводят чертеж общего вида таких устройств.
Технологические мероприятия могут быть направлены на разработку, обоснование загрузочных, разгрузочных, транспортирующих, ориентирующих механизмов автоматической линии. Тогда описывают конструкцию этих механизмов, указывают схему и привод для осуществления движения (электрический, механический, гидравлический). Обосновывают мероприятия, благодаря которым повышается надежность, долговечность механизмов.
Технологические мероприятия, направленные на улучшение организации производственного процесса, могут затрагивать:
а) снабжение рабочих мест заготовками;
б) снабжение рабочих мест инструментами, приспособлениями;
в) использование подъемно-транспортных средств.
Правильная организация производственного процесса способствует максимальному сокращению непроизводственных движений работников, созданию удобств для выполнения работ, экономии производственных площадок, удобству обслуживания рабочих мест.
8. Рекомендации по составлению графической части дипломных
проектов и работ
Графическая часть является обязательной частью дипломных проектов и работ. Ее материалы должны быть непосредственно связаны с технологической частью проектов и наглядно характеризовать сущность технологических процессов и разрабатываемых студентами-дипломниками технологических мероприятий.
Графическую часть выполняют на листах плотной бумаги формата А1. Объем графической части зависит от характера производства, по которому осуществляются технологические мероприятия, целей дипломных проектов и работ и составляет 2-4 листа формата Л1.
Подготовку графической части начинают во время преддипломной практики. Изучая производственный и технологический процессы, студенты-дипломники должны взять на предприятии копии технологических схем, планировок цехов, заводов, чертежей аппаратов, реакторов, станков, приспособлений, инструментов, заготовок, то есть необходимые графические материалы для разработки технологической части проектов.
В процессе проектирования материалы графической части корректируются, перерабатываются, либо составляются новые схемы, чертежи с учетом предлагаемых технологических мероприятий.
Сначала все материалы графической части выполняются карандашом в тонких линиях. После просмотра консультантом по технологии схем, планировок цехов, заводов, чертежей оборудования, выполненных на листах формата А1, студенты-дипломники получают разрешение на обводку графических материалов.
Графическая часть дипломных проектов (работ) выполняемых по данным металлургических, угле- и нефтеперерабатывающих, деревообрабатывающих, химических производств, производств строительных материалов может включать:
а) планировки цехов, заводов;
б) технологические схемы производства продукции;
в) чертежи основного оборудования;
г) чертежи аппаратов, узлов, механизмов, машин согласно технологическим мероприятиям.
В планировках цехов, заводов и технологических схемах принятыми условными обозначениями указывают машины, аппараты, механизмы, подъемно-транспортные средства, реакторы, участвующие в технологических процессах. Нумерация оборудования осуществляется слева направо по часовой стрелке. Оборудование одной модели обозначают одноименными буквами, цифрами. На планировках указывают габаритные размеры производственных помещений, размеры ширины проездов, проходов, расстояние между колоннами, размеры, связанные с привязкой оборудования. На технологических схемах условными обозначениями показывают подвод электроэнергии, воды, сжатого воздуха, других энергоносителей и веществ.
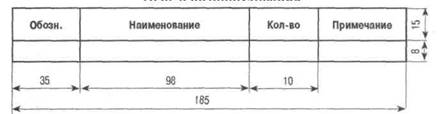
Перечень оборудования в технологических схемах указывают по форме согласно табл. 23, которую располагают на формате А1 в правом углу над штампом.
Таблица 23 Перечень оборудования
В состав основного оборудования входят реакторы, промышленные печи, аппараты, действующие в основном производстве.
Разрезы на чертежах оборудования даются в таком количестве, чтобы получить полное представление о машине, аппарате, узле, механизме. Для обозначения материалов в местах разрезов применяется штриховка тонкими линиями в соответствии с ГОСТами обозначения материалов. Чертежи должны быть снабжены таблицами штуцеров, спецификацией оборудования (табл. 24, 25).
Таблица 24
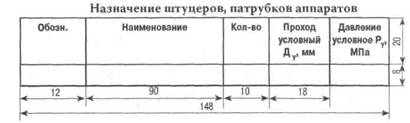
Таблица 25 Спецификация оборудования
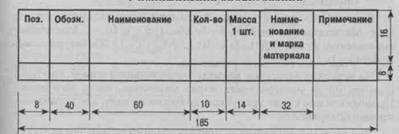
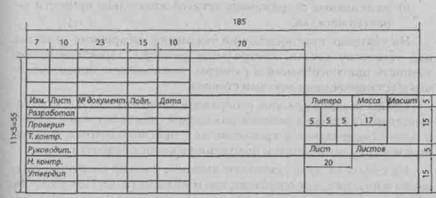
Таблицу штуцеров указывают на чертежах в правом верхнем углу, а спецификацию приводят над штампом в правом нижнем углу. Штамп чертят по следующей форме:
Графическая часть дипломных проектов, выполняемых по данным машиностроительных предприятий, может содержать:
а) чертежи заготовок;
б) чертежи деталей;
в) чертежи обрабатывающих инструментов;
г) чертежи приспособлений;
д)схемы наладок;
е) чертежи узлов, механизмов и чертежи общего вида станков, прессов, другого оборудования.
Все графические материалы выполняют в определенном масштабе. Масштабы увеличения: 2 : 1; 2,5 : 1; 5 : 1; 10 : 1. Масштабы уменьшения: 1: 2; 1: 2,5; 1: 5; 1:10; 1: 20; 1 : 25; 1 : 50. Натуральная величина: 1:1.
На чертежах заготовок должны быть указаны технические требования по их изготовлению, марка материала, масса заготовок. Приводят также схему припусков, допусков на одну, две обрабатываемые поверхности.
При выполнении чертежей приспособлений соблюдают следующие требования:
а) количество проекций, сечений, разрезов должно быть таким, чтобы они давали полное представление об устройстве, работе приспособлений;
б) на основных сопряжениях деталей желательно привести характер посадки.
На чертежах приспособлений указывают габаритные размеры, под установку детали, контрольные размеры, характеризующие точность приспособлений и размеры, увязывающие приспособления с установочными местами станков.
Схемы наладок должны изображать заготовку, деталь, обрабатываемые на станке в рабочем положении (вид сбоку или в плане), а также базирование и крепление их в приспособлениях, и режущий инструмент в рабочем положении в конце обработки.
На схемах наладок указывают название и номер операции, установки и позиции, наименование, тип и модель станка. Поверхности, обрабатываемые в данной операции, обводят красным карандашом с указанием требуемой чистоты и размеров. Направление подачи указывают стрелкой. Режимы работы станка и инструментов сводят в табл. 26.
Таблица 26 Режимы работы станка и инструмента
| № инструмента | Наименование инструмента | Материал режущей части инструмента | Режим обработки | 1 КВТ | ||||
| мм | мм/об | м/мин | об/мин | мин | ||||
Чертежи общего вида станков, машин, прессов выполняются со всеми необходимыми разрезами, дающими представление об их устройстве.
Все графические материалы в правом нижнем углу должны иметь штамп ранее указанного образца.
ЛИТЕРАТУРА
1. Аршинов В.А. Резание металлов и режущий инструмент.- М.: Машиностроение, 1975.- 440 с.
2. Бесков С.Д. Технологические расчеты.- М.: Высшая шк., 1986.-520 с.
3. Васильев Ю.А. Теплотехнические расчеты промышленных печей.- Саратов: Сарат. политехн, ун-т, 1984.- 76 с.
4. Вирозуб И.В., Аейбович Р.Е. Расчеты коксовых печей и процессов коксования.- К.: Вища шк., 1970.- 248 с.
5. Гальнбек А.П. Расчеты пирометаллургических процессов и аппаратуры цветной металлургии.- Челябинск: Металлургия, 1990.-448 с.
6. Гарф Е.В., Пакшвер А.Б. Технические расчеты в производстве химических волокон.- М.: Химия, 1988.- 256 с.
7. Геллер Ю.А., Рахиштадт А.Г. Материаловедение.- Г.: Металлургия, 1989.- 456 с.
8. Гороновский И.Г., Назаренко Ю.II., Некряч Е.Ф. Краткий справочник химика.- К.: Наукова думка, 1987.- 830 с.
9. Гусейнов Д.А., Спектор Ш.III., Вайнер Л.3. Технологические расчеты процессов нефтепереработки.- М.-Л.: Химия, 1984.- 308 с.
10. Долматовский Г.А. Справочник технолога по обработке металлов резанием.- М.: Машгиз, 1962.- 320 с.
11. Дудко П.Д., Крюк А.Г., Савченко Н.Ф., Чистяк В.Г., Шкурупий В.Г. Основы технологических систем: Учеб. пособие.- X.: ХГЭУ, 2002.- 248 с.
12. Івашура А.А., Орехов В.М. Екологія: теорія та практикум.- X.: ВД «1НЖЕК», 2004.- 256 с.
13. Кошелев Ф.Ф., Корнев А.Э., Климов Н.С. Общая технология резин.- М.: Химия, 1978.- 374 с.
14. Лахтин Ю М., Леонтьева В.П. Материаловедение.- Г.: Машиностроение, 1990.- 628 с.
15. Лутошкин Г.С, Дунюшкин И.И. Сборник задач по сбору и подготовке нефти, газа, воды на промыслах.- М.: Недра, 1985.- 136 с.
16. Майський М.Т., Майський Б.М. Лабораторно-практична робота з технології металів и конструкцційних матеріалів.- К.: Вища шк., 1972.- 152 с.
17. Методика определения выхода вторичных энергетических ресурсов и экономии топлива за счет их использования на предприятиях синтетического каучука.- К., 1973.- 88 с.
18. Методика определения выхода и экономической эффективности использования побочных (вторичных) энергетических ресурсов.- М., 1972.- 40 с.
19. Методика определения выхода вторичных энергетических ресурсов и экономии топлива за счет их использования на предприятиях синтетического спирта.- К., 1973.- 56 с.
20. Миллер Э.Э. Техническое нормирование труда в машиностроении.- М.: Машиностроение, 1972,- 62 с.
21. Митрофанов С.П. Научная организация машиностроительного производства.- Л.: Машиностроение, 1976.- 712 с.
22. Мозберг Р.К. Материаловедение.- М.: Высшая шк., 1991.- 448 с.
23. Общая химическая технология. Ч. 2.1 Под ред. И.П. Мухленова.- М.-.Высшая шк., 1983.- 264 с.
24. Основы технологии важнейших отраслей промышленности: В 2-х ч. Учебн. пособие для вузов. /Под ред. И.В. Ченцова.-2-е изд., перераб. и доп.- Мн.: Вышейша шк., 1989. - Ч. 1.- 324 с; Ч 2.- 200 с.
25. Пономаренко В.С, Сироштан Н.А., Белявцев Н.И., Дудко П.Д., Гимонин А. М. Системы технологий: Учеб. пособие.- X.: Ока, 2000.-376 с.
26. Прейс Г.А., Сологуб Н.А., Рожнецкий О.И. Технология конструкционных материалов.- К.: Высшая шк., 1990.- 390 с.
27. Приступлюк Н.И. Сборник упражнений по технологии литейного производства.- М.: Машиностроение, 1980.- 60 с.
28. Нефедов Н.А. Практическое обучение в машиностроительных техникумах.- М.: Высшая шк., 1990.- 310 с.
29. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту- М.: Машиностроение, 1990.- 444. с.
30. Никонов А.Р., Ползик П.В. Расчет экономии электроэнергии.-Мн.: Госиздат БССР, 1963.- 124 с.
31. Расчеты химико-технологических процессов / Под ред. И.П. Мухленова.- Л.: Химия, 1976.- 304 с.
32. Сахал Д. Технический прогресс: концепции, модели, оценки: Пер. с англ.- М.: Финансы и статистика, 1985.- 366 с.
33. Сорданашвили Л.Г., Львова А.И. Примеры и задачи по технологии переработки нефти и газа.- М.: Химия, 1980.- 256 с.
34. Сборник задач по технологическим основам литейного производства.- Горький, 1981.- 194 с.
35. Сборник производственных задач по технологии обработки металлов.- Рига, 1974.- 66 с.
36. Справочник технолога-машиностроителя: В 2 т. / Под ред. А.Г. Косиловой, Р.К. Мещерякова.- 4-е изд.- М.: Машиностроение, 1985.- Т. 1.- 496 с.
37. Справочник нормировщика / Под ред. А.В. Ахумова.- Л.: Машиностроение, 1986. - 458 с.
38. Справочник по обработке металлов / Под ред. В.Т. Мамотова.-К.: Радянська шк., 1986.- 160 с.
39. Справочник по обработке металлов резанием./ Под ред. Ф.Н. Абрамова, В.В. Коваленко, В.Е. Любимова.- К.: Технка, 1983.- 240 с.
40. Технология важнейших отраслей промышленности / Под ред. А.М. Гинберга, Б.А. Хохлова. - М.: Высшая шк., 1985. - 496 с.
41. Тютюнников Ю.Б., Орехов В.Н. Системы технологий.- X.: ИД «ИНЖЭК», 2004.- 368 с.
42. Хубка В. Теория технических систем: Пер. с нем.- Л.: Мир, 1987.-208 с
Похожие работы
... дня 2-5 5. Расчет временных складов Площадь складов , где К1, К2 – коэффициенты, учитывающие неравномерность поступления и потребления материалов (к1 = 1,1, к2=1,3) Т – продолжительность расчетного периода ремонтно-строительных работ, дн n - норма хранения на складе (принимается 12-20 дней) Р – масса материалов, хранящихся на складе, т q – удельная нагрузка на 1 ...
... - окремі (види енергії та палива), зведені (сума всіх видів енергії в однорідних одиницях); • за електричними процесами - силові, температурні, освітлювальні; • за цільовим призначенням - технологічні, господарчо-побутові; • за об'єктами споживання - енергетичні баланси підприємств, цехів, видів технологічного обладнання. Витрати всіх видів енергії враховуються при складанні калькуляції собі ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
... ії. При цьому дії і доступ строго регламентовані і протоколюються. Кожен користувач одержує підказку про правильні дії, прапори наявності/відсутності необхідної інформації. Система відкрита для зв'язку з іншими Арм-ми і системами як під UNIX, так і під ДОС, WIND0WS, OS/2 і т.д. Допускається робота UniCorn на тім же сервері, де встановлене програмне забезпечення S.W.I.F.T. В даний момент ...
0 комментариев