Технический процесс и техническая система. Закономерности
Сырье и материалы
ОПРЕДЕЛЕНИЕ ВЫХОДА, ВОЗМОЖНОГО
Примеры выполнения заданий
Физические высокотемпературные процессы, например, разделение сырой нефти по фракциям по температуре кипения
Примеры выполнения заданий
Примеры выполнения заданий
МЕТАЛЛЫ, СПЛАВЫ
Примеры выполнения заданий
ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ
Значение, структура и порядок составления технологической
Консультации и контроль выполнения технологической части
Технологические мероприятия, направленные на рациональное
Рекомендации к технологической части дипломных проектов и
Выбор и обоснование технологического процесса механической
Обоснование заготовок для получения деталей
Выбор и характеристика оборудования, станочного
Уточнение потребности количества единиц оборудования
Краткая характеристика технологических мероприятий
Навигация
Выбор и обоснование технологического процесса механической
Системы технологий
259162
знака
24
таблицы
61
изображение
5.3 Выбор и обоснование технологического процесса механической
обработки деталей
Изученный во время преддипломной практики действующий технологический процесс механической обработки заготовок и деталей представляют в виде маршругной карты обработки. В маршрутной карте указывают краткое содержание и основные данные всех операций обработки заготовок деталей в порядке их последовательности. Приводятся также наименования обрабатываемых поверхностей деталей, метод обработки, применяемые приспособления, режущие инструменты, нормы времени, контрольно-измерительные средства.
В общем, технологический процесс механической обработки может быть представлен в виде табл. 15, которая по структуре подобна маршрутной карте.
Таблица 15
Технологический процесс изготовления деталей
| № п/п | Наименование и краткое содержание операций | Тип и модель станка и основные размеры станка | Применяемые приспособления, режущий инструмент, контрольно-измерительные средства | Норма времени на 1 деталь, мин | Примечание |
Основываясь на маршрутной карте, дается оценка совершенства технологического процесса, соответствие его современному уровню обработки деталей, проводится выбор баз, выявляются узкие места, где возможно провести технологические мероприятия.
Если технологическая часть дипломного проекта предусматривает разработку технологического процесса обработки деталей или некоторое совершенствование отдельных его операций, то, прежде всего, исходят из рабочих чертежей деталей.
Проектирование технологического процесса обработки деталей идет в следующей последовательности:
а) анализируют технологичность деталей для механической обработки с учетом масштаба производства и типа производства;
б) разрабатывают технологический маршрут механической обработки деталей, то есть последовательность операций с предварительным подбором оборудования;
в) обосновывают возможность применения существующего способа получения заготовок или выбирают новые способы;
г) определяют припуски на обработку для 1-3 поверхностей деталей;
д) устанавливают содержание каждой операции при расчленении ее на установки, переходы;
е) для каждой операции выбирают оборудование по каталогу;
ж) для каждого перехода операции выбирают режущий, измерительный и вспомогательный инструмент;
з) по нормативам выбирают режимы резания;
и) определяют расчетно-технические нормы времени на каждую операцию, а также нормы выработки.
В случае введения в действующий технологический процесс новых операций или существенного изменения уже имеющихся операций в технологической части проекта раскрываются следующие вопросы:
а) указывают порядковый номер операции, ее цель, назначение;
б) наименование операции и краткое ее содержание;
в) указывают поверхности детали, являющиеся в данной операции установочными базами, их характеристику в соответствии с принятой классификацией этих баз;
г) структуру операции, то есть количество установок, позиций, переходов, их содержание;
д) обосновывают требуемые станки для данной операции;
е) выбирают и обосновывают станочное приспособление для
данной операции;
ж) выбирают режущие инструменты для данной операции;
з) выбирают средства операционного контроля;
и) определяют режимы резания;
к) устанавливают нормы времени на данной операции;
л) определяют разряд работы, что может быть использовано для установления расценок.
Следует отметить, что наименование операции определяется по справочникам технолога. От правильного выбора технологической базы зависит качество обработки деталей. При выборе стремятся к совмещению баз, их постоянству.
Структура операции зависит от типа производства, точности и чистоты резания, числа обрабатываемой поверхности, режимов резания, числа обрабатываемых поверхностей, принятого оборудования, приспособлений, режущего инструмента.
На каждую разрабатываемую операцию составляют операционную карту механической обработки и термообработки. Такие карты имеются и но другим операциям.
Операционные карты механической обработки и термовбработ-ки являются основным технологическим документом (табл. 16). На карте изображают операционный эскиз с указанием обрабатываемых поверхностей. Положение заготовки на эскизе должно соответствовать положению заготовки на станке со стороны рабочего места. На эскизе отмечают установочные базы и места прижимов.
Каждая операция записывается в графах подробно по установкам, позициям, переходам. Содержание перехода включает указание метода обработки, наименование и условный номер обрабатываемой поверхности. Указывается количество одновременно обрабатываемых деталей и одновременность выполнения переходов (при совмещении переходов во времени). В соответствующих графах приводятся также данные о размерах обрабатываемых поверхностей, о расчетной длине обработки, сведения о станке, технологической оснастке, режимах резания, нормах времени, которые обосновываются далее в соответствующих подразделах.
Таблица
Операционная карта
| 1 | |||||||||||||||
| Операционная карта | Колесо зубчатое | ||||||||||||||
| 4 см Наименование операции опер | |||||||||||||||
| 010 Токарно-револьверная | |||||||||||||||
| Оборудование Приспособление | Токарный | ||||||||||||||
| Токарно-револьверный 1Г340П | Планшайба 393 2602 | СОЖ-2 | |||||||||||||
| №№ опер, п/п | Содержание перехода | Инструмент | Расч. размер | t | i | Режимы обработки | |||||||||
| всомогательныи | режущий | измерительный | Высота, ширина | Длина | S | h | V | Тс | Тп | ||||||
| 1 | Вставить, закрепить и снять деталь | Схема наладки 200-465Г | 0,791 | ||||||||||||
| Револьверная | |||||||||||||||
| 2 | Подрезать торец мато-чины, выдерживая размеры 1 | Обламывание 210-2742 | Резец 21001-0058 ГОСТ 18819-13 (Т5К10) | Скоба 325В15 119-13248 | 34 | 14 | 1 | 1 | 0 3 5 | 1 8 8 | 2 0 2 | 03 13 0 2 | |||
| 3 | Точить поверхности, выдерживая размеры 2,4,5 | Облямывание 210-2743 | Резец про- ход.2100- 0051-03 ГОСТ 1ЙЯ7Я-73 | ||||||||||||
Таблица 17
| Маршрутная карта | Втулка | |||||||||
| Материал | Масса детали | заготовка | ||||||||
| код и вид | размеры | масса | ||||||||
| Сталь ШХ15 ГОСТ 801-78 | 0,66 | поковка | 088> | 49 | 1,7 | |||||
| Номер | Наименование операции | Оборудование (код, наименование) | Разряд рабочих | Кол-во рабочих | Кол-во обраб. детал | Тпз | ||||
| цеха | участка | операции | Тшт. | |||||||
| 01 | 000 | Заготовительная | ||||||||
| 01 | 001 | Перемещение | ||||||||
| 01 | 005 | Токарно-револьверная | Ток.-револ. 1425 | 3 | 3,131 | |||||
| 01 | 010 | Токарная | Ток.-м.-резц. 1Н713 | 3 | 2,034 | |||||
| 01 | 015 | Вертикально-протяжная | В-прот. 7В66Н054 | 4 | 0,544 | |||||
| 01 | 020 | Токарная | Ток.-м.-резц. 1Н713 | 3 | 3,81 | |||||
| 01 | 025 | Зачистка. | Верстак | 2 | ||||||
| 01 | 030 | Технический контроль | Стол, контр. | |||||||
| Т2 | 035 | Термообработка | ||||||||
| 01 | 040 | Хонинговальная | Хонинт.ЗМ82С153 | 4 | 1 | 1 | 1,119 | |||
| Разработал | Иванова | 24.05.05 | Листов | |||||||
| Проверил | 2 | |||||||||
| Лист | ||||||||||
| 1 | ||||||||||
Операционные карты подписываются дипломником. На основе данных операционных карт составляются маршрутные карты обработки деталей (табл. 17).
Похожие работы
... дня 2-5 5. Расчет временных складов Площадь складов , где К1, К2 – коэффициенты, учитывающие неравномерность поступления и потребления материалов (к1 = 1,1, к2=1,3) Т – продолжительность расчетного периода ремонтно-строительных работ, дн n - норма хранения на складе (принимается 12-20 дней) Р – масса материалов, хранящихся на складе, т q – удельная нагрузка на 1 ...
... - окремі (види енергії та палива), зведені (сума всіх видів енергії в однорідних одиницях); • за електричними процесами - силові, температурні, освітлювальні; • за цільовим призначенням - технологічні, господарчо-побутові; • за об'єктами споживання - енергетичні баланси підприємств, цехів, видів технологічного обладнання. Витрати всіх видів енергії враховуються при складанні калькуляції собі ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
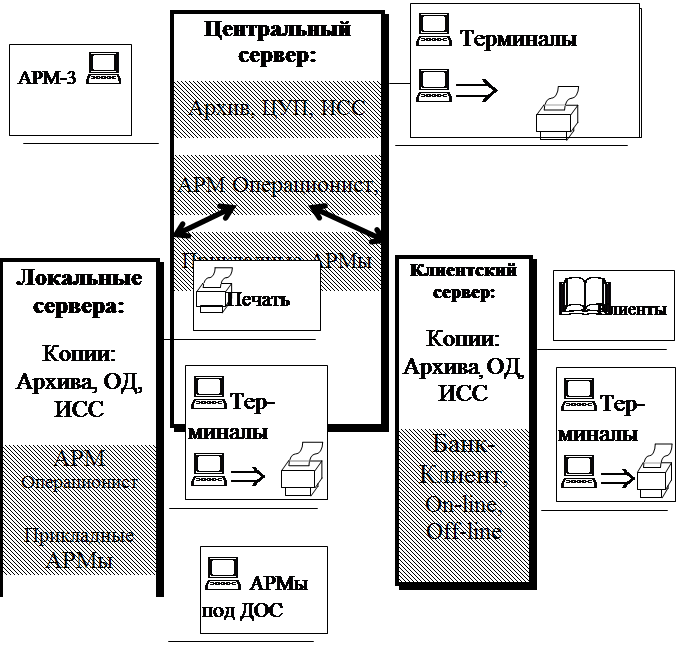
... ії. При цьому дії і доступ строго регламентовані і протоколюються. Кожен користувач одержує підказку про правильні дії, прапори наявності/відсутності необхідної інформації. Система відкрита для зв'язку з іншими Арм-ми і системами як під UNIX, так і під ДОС, WIND0WS, OS/2 і т.д. Допускається робота UniCorn на тім же сервері, де встановлене програмне забезпечення S.W.I.F.T. В даний момент ...
0 комментариев