Навигация
Составление схем расположения полей допусков стандартных сопряжений. Расчёт соединения подшипника качения с валом и корпусом. Расчет размерных цепей
11609
знаков
13
таблиц
9
изображений
Расчётно-графическая работа
«Составление схем расположения полей допусков стандартных сопряжений. Расчёт соединения подшипника качения с валом и корпусом. Расчет размерных цепей»
Содержание
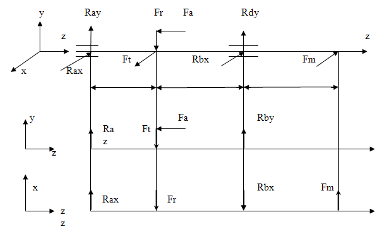
1. Схемы расположения полей допусков стандартных сопряжений.2. Соединение подшипника качения с валом и корпусом.
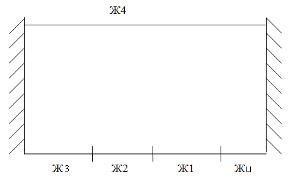
3. Расчет размерных цепей:
а) Решение задачи методом максимума – минимума (способ равных квалитетов);
б) Решение задачи теоретико-вероятностным методом (способ равных квалитетов).
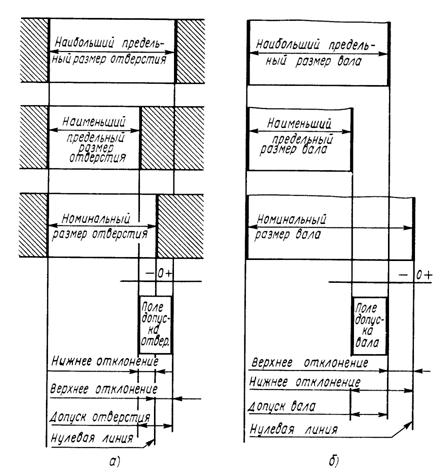
Схемы расположения полей допусков стандартных сопряжений
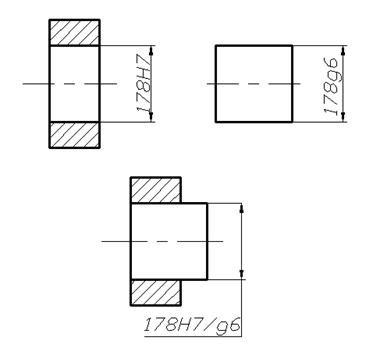
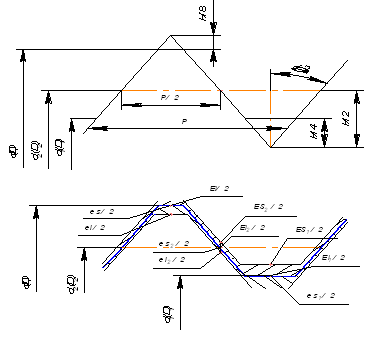
1 Гладкое цилиндрическое соединение
а) Ø178 H7/g6
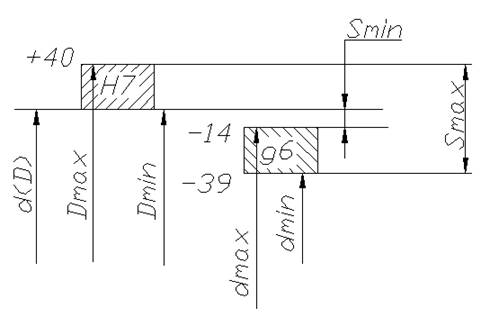
| Параметр | Значение |
| d(D) = | 178 мм |
| es = | -14 мкм |
| ei = | -39 мкм |
| ES = | 40 мкм |
| EI = | 0 мкм |
| dmax = d + es= | 177,986 мм |
| dmin = d + ei = | 177,961 мм |
| Dmax = D + ES = | 178,04 мм |
| Dmin = D + EI = | 178 мм |
| Td = dmax - dmin = es – ei = | 25 мкм |
| TD = Dmax – Dmin = ES - EI = | 40 мкм |
| Smax = Dmax - dmin = | 79 мкм |
| Smin= Dmin – d max = | 14 мкм |
| Scp = (Smax + Smin) / 2 = | 46,5 мкм |
| TS= Smax – Smin = | 65 мкм |
| Характер сопряжения | Зазор |
| Система задания посадки | Основное отверстие |
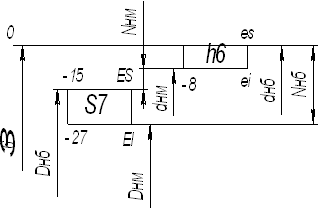
б) Ø70 S7/h7
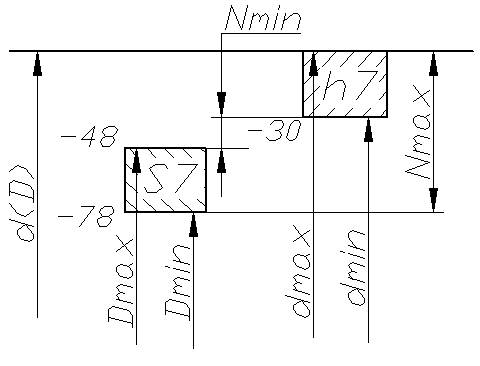
| Параметр | Значение |
| d(D) = | 70 мм |
| es = | 0 |
| ei = | -30 мкм |
| ES = | -48 мкм |
| EI = | -78 мкм |
| dmax = d + es= | 70 мм |
| dmin = d + ei = | 69,97 мм |
| Dmax = D + ES = | 69,952 мм |
| Dmin = D + EI = | 69,922 мм |
| Td = dmax - dmin = es – ei = | 30 мкм |
| TD = Dmax – Dmin = ES - EI = | 30 мкм |
| Nmin = dmin - Dmax | 18 мкм |
| Nmax = dmax - Dmin | 78 мкм |
| Ncp = (Nmax + Nmin) / 2 = | 48 мкм |
| TN = Nmax – Nmin = | 60 мкм |
| Характер сопряжения | Натяг |
| Система задания посадки | Основной вал |
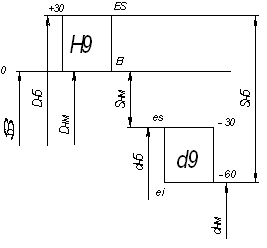
в) Ø 178H7/m6
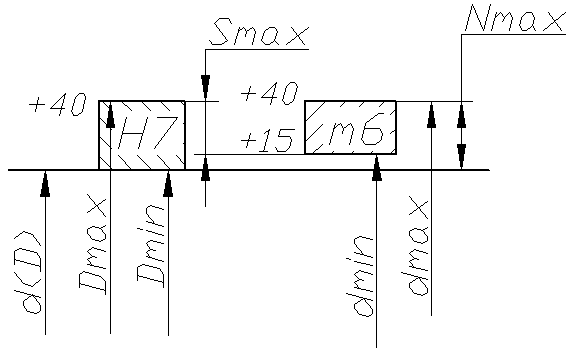
| Параметр | Значение |
| d(D) = | 178 мм |
| es = | 40 мкм |
| ei = | 15 мкм |
| ES = | 40 мкм |
| EI = | 0 |
| dmax = d + es= | 178,04 мм |
| dmin = d + ei = | 178,015 мм |
| Dmax = D + ES = | 178,04 мм |
| Dmin = D + EI = | 178 мм |
| Td = dmax - dmin = es – ei = | 25 мкм |
| TD = Dmax – Dmin = ES - EI = | 40 мкм |
| Smax = Dmax - dmin = | 25 мкм |
| Nmax = dmax - Dmin = | 40 мкм |
| Scp = (Smax + Smin) / 2 = | -7,5 мкм |
| TS = Smax – Smin = | 65 мкм |
| Характер сопряжения | Переходная |
| Система задания посадки | Основное отверстие |
Для комбинированной посадки определим вероятность образования посадок с натягом и посадок с зазором. Расчет выполним в следующей последовательности.
- рассчитаем среднее квадратическое отклонение зазора (натяга), мкм
![]()
-
определим предел интегрирования
![]()
![]()
-
табличное значение функции Ф(z)= 0,32894
- вероятность натяга в относительных единицах
PN' = 0,5 + Ф(z) = 0,5 + 0,32894 = 0,82894
- вероятность натяга в процентах
PN = PN' x 100% = 0,82894*100%= 82,894%
- вероятность зазора в относительных единицах
PЗ' = 1 – PN = 1 - 0,82894 = 0,17106
- вероятность зазора в процентах
PЗ = PЗ' x 100% = 0,17103*100% = 17,103%
Похожие работы
... : TN=TD+Td TN=54+20=74мкм KT=(TN+Nз.с.)/TN KT=(65,2+0,85)/40=1,6>1 Следовательно, посадка выбрана точно. Вычерчиваем схему расположения полей допусков и эскизы соединения и его деталей с нанесением соответствующих размеров и обозначений. 3. Расчет и выбор посадок подшипников качения 1. Для подшипникового узла (тихоходный вал) выбрать и обосновать класс точности подшипника ...
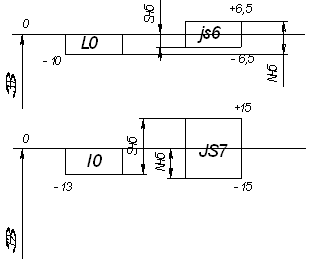
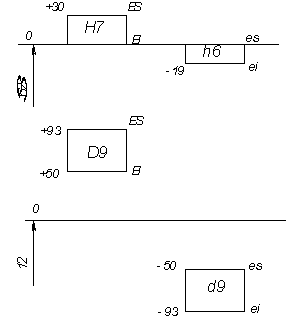
... размерную характеристику элементов шлицевого профиля [4] (табл. 4). Таблица 4. Размерная характеристика элементов деталей шлицевого профиля, мкм Параметры элементов шлицевого соединения Втулка Вал D d b D d b Номинальный размер, мм 68 62 12 68 62 12 Поле допуска - H7 D9 - h6 d9 Условное обозначение Æ68 Æ ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
0 комментариев