Навигация
СОСТАВЛЕНИЕ БАЛАНСА МЕТАЛЛА ПО ЦЕХУ
45586
знаков
18
таблиц
7
изображений
3. СОСТАВЛЕНИЕ БАЛАНСА МЕТАЛЛА ПО ЦЕХУ
После выбора прокатного стана определяют его производительность. Для расчёта режима обжатий необходимо определить массу и размеры исходного материала – слитка.
3.1 Определение массы исходной заготовки
Масса и форма заготовок, предназначенных к прокатке, зависят от марки выплавляемой стали, характеристики прокатного стана и вида получаемого полупродукта. Масса заготовок зависит главным образом от диаметра валков и мощности двигателя стана. Масса заготовки должна быть такой, чтобы обеспечить максимальную производительность, надлежащее качество полупродукта и максимальный выход годного. Длину заготовки определяют расстоянием между последней клетью первой группы и первой клетью второй группы. Определим массу и размеров исходной заготовки [3, c. 126]:
![]() (3.1)
(3.1)
где lзаг – номинальная длина заготовки, lзаг = 10 м,
ρст – плотность стали, ρст = 7,8 т/м3,
hзаг – исходная толщина слитка, hзаг = 0,37 м,
bзаг - исходная ширина слитка, bзаг = 0,37 м.
Отсюда из формулы (3.1):
![]()
3.2 Определение массы заготовки с учётом выхода годного
Масса заготовки с учётом выхода годного рассчитывается по массе готового проката, получающегося из одной заготовки, с учётом так называемого коэффициента выхода годного [4, с. 24]:
 (3.2)
(3.2)
где mзаг – масса исходной заготовки, mзаг = 10,68 т,
Кг – коэффициент выхода годного, Кг = 0,97.
Отсюда из формулы (3.2.1):
4. ВЫБОР ТИПА АГРЕГАТОВ И ИХ ПРОИЗВОДИТЕЛЬНОСТИ С УЧЁТОМ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Производительность прокатного стана определяется количеством металла, прокатанного на стане в единицу времени (час, смену, сутки, месяц, год). Обычно производительность исчисляют по массе годного металла, полученного после отделки. Основным показателем использования прокатного стана является производительность его в фактический час работы. Вычислим часовую производительность стана [3, с. 130]:
 (4.1)
(4.1)
где Пг – годовая производительность стана Пг = 2 млн. т,
Тр – число рабочих часов в году, Тр = 6000 часов,
Кг – коэффициент выхода годного, Кг = 0,97.
Откуда из формулы (4.1):
4.1 Определение времени цикла, пауз и машинного времени прокатки заготовки
Темп прокатки – это время между одинаковыми моментами обработки предыдущей и последующей заготовки.
Все станы можно подразделить на две группы:
1. Станы, прокатывающие последовательно одну полосу за другой;
2. Станы, на которых прокатывается одновременно несколько полос.
К первой группе станов относятся одноклетьевые реверсивные и нереверсивные, листовые с трёхвалковыми рабочими клетями «трио» Лаута, листовые с рабочей клетью «кварто».
Во втором случаи прокатку полос ведут с перекрытием по времени, т.е. прокатка последующей полосы начинается до окончания прокатки предыдущей. Ко второй группе относятся линейные станы с рабочими клетями «трио», станы с последовательным расположением клетей, полунепрерывные и непрерывные [4, с. 23].
Определим время цикла прокатки заготовки [3, с. 131]:
 (4.2)
(4.2)
где 3600 – количество секунд в одном часе,
![]() - масса заготовки с учётом годного
- масса заготовки с учётом годного ![]() = 11 т,
= 11 т,
Пч – часовая производительность стана Пч = 323 т/ч.
Отсюда из формулы (4.2):
![]()
Определим машинное время прокатки [3, с. 25]:
 (4.3)
(4.3)
где ![]() – вес заготовки с учётом годного,
– вес заготовки с учётом годного,
![]() , (4.4)
, (4.4)
где ![]() - масса заготовки с учётом годного
- масса заготовки с учётом годного ![]() = 11 т,
= 11 т,
g – ускорение свободного падения, g = 9,81 м/с2,
Исходя из формулы (4.4):
![]()
hзаг – исходная толщина слитка, hзаг = 0,37 м,
bзаг - исходная ширина слитка, bзаг = 0,37 м,
vбл – скорость прокатки в последней клети, vбл = 7 м/с [1, c. 25],
ρст – плотность стали, ρст = 7,8 т/м3.
Значит из формулы (4.3):
Определим время пауз [3, с. 131]
![]() (4.5)
(4.5)
где tц – время цикла прокатки заготовки, tц = 123 с,
tм – машинное время прокатки, tм = 14,45 с.
Из формулы (4.5) получим:
![]()
В нашем случае одновременно производят прокатку нескольких заготовок, т.е. прокатку ведут с перекрытием.
5. ВЫБОР ОСНОВНОГО И ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ С УЧЁТОМ ИХ ПРОПУСКНОЙ СПОСОБНОСТИ
Прокатный стан в узком смысле – это совокупность машин и механизмов, обеспечивающих пластическую деформацию в валках (собственно прокатка). Весь комплекс этого оборудования во взаимосвязи образует рабочую линию прокатного стана, и его относят к группе основного оборудования прокатных цехов.
Рассматривая прокатный стан в широком смысле, в него включают основное оборудование (оборудование рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов.
Похожие работы
... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
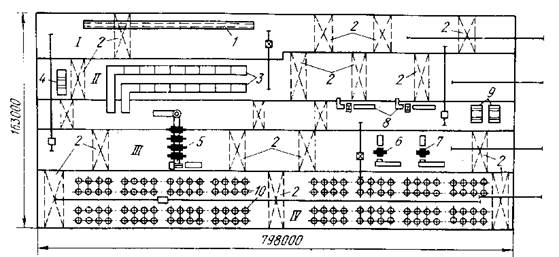
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
... предназначена для: · оформления товаросопроводительной документации на отгружаемую металлопродукцию; · своевременного обеспечения оперативной информацией технологического и управленческого персонала прокатного производства, сотрудников УППП, УВЭС, представителей фирм-потребителей металлопроката; · повышения оперативности и достоверности формирования документов на ...
0 комментариев