Навигация
Таблица 5.9 Режимы обжатия заготовки 250![]() 250 мм
250 мм
| № клети | Δhгор | Δhвер. | hгор | hвер |
| 0 | 0,37 | 0,37 | ||
| 1 | 0,037 | 0,333 | ||
| 2 | 0,037 | 0,333 | ||
| 3 | 0,027 | 0,306 | ||
| 4 | 0,027 | 0,306 | ||
| 5 | 0,027 | 0,279 | ||
| 6 | 0,027 | 0,279 | ||
| 7 | 0,027 | 0,250 | ||
| 8 | 0,027 | 0,250 |
Определим Ki – константу уравнения пластичности металла, испльзуя формулу (5.4), [1, с. 31]:
![]() .
.
Остальные значения для 14 клетей сведём таблицу 5.10
Таблица 5.10 Значения Ki и σi для заготовки 250![]() 250 мм.
250 мм.
| № клети | Ki | σтi, МПа |
| 1 | 92 | 80 |
| 2 | 95 | 83 |
| 3 | 99 | 86 |
| 4 | 102 | 89 |
| 5 | 106 | 92 |
| 6 | 109 | 95 |
| 7 | 113 | 98 |
| 8 | 116 | 101 |
По формуле (5.6) определим hсрi – ширину заготовки после деформации [1, с. 31]:
![]()
Таблица 5.11 Значения обжатий hпред, hпос, hср для заготовки 250![]() 250 мм
250 мм
| № клети | hпред, м | hпос, м. | hср, м |
| 1 | 0,370 | 0,333 | 0,352 |
| 2 | 0,370 | 0,333 | 0,352 |
| 3 | 0,333 | 0,306 | 0,320 |
| 4 | 0,333 | 0,306 | 0,320 |
| 5 | 0,306 | 0,279 | 0,293 |
| 6 | 0,306 | 0,279 | 0,293 |
| 7 | 0,279 | 0,25 | 0,265 |
| 8 | 0,279 | 0,25 | 0,265 |
Определим длину очага деформации металла при прокатке по формуле (5.7), [1, с. 27]:
![]()
Определим коэффициент, который характеризует поведение металла при прокатке (учитывает тип профиля) из формулы (5.5):
![]()
Таблица 5.12 Значения Δhрасч., li, nki для заготовки 250![]() 250 мм
250 мм
| № клети | Ri, м | Δhрасч.. | li, м | nki |
| 1 | 0,350 | 0,0370 | 0,114 | 1,7 |
| 2 | 0,350 | 0,0370 | 0,114 | 1,7 |
| 3 | 0,250 | 0,0270 | 0,082 | 2,1 |
| 4 | 0,250 | 0,0270 | 0,082 | 2,1 |
| 5 | 0,250 | 0,0270 | 0,082 | 1,9 |
| 6 | 0,250 | 0,0270 | 0,082 | 1,9 |
| 7 | 0,250 | 0,0270 | 0,082 | 1,8 |
| 8 | 0,250 | 0,0270 | 0,082 | 1,8 |
Составив пропорцию, по формуле (5.2) рассчитаем среднее давление металла на валках (5.3):
![]()
Определим силу прокатки на валках по формуле (5.8), [2, с. 26]:
![]()
Таблица 5.13 Значения Pср, P для заготовки 250![]() 250 мм
250 мм
| № клети | Pср, МПа | P, МН. |
| 1 | 157 | 6,3 |
| 1 | 2 | 3 |
| 2 | 163 | 6,5 |
| 3 | 205 | 5,4 |
| 4 | 212 | 5,6 |
| 5 | 203 | 4,9 |
| 6 | 210 | 5,0 |
| 7 | 199 | 4,3 |
| 8 | 205 | 4,5 |
Определим момент прокатки и плечо приложения силы P аналогично формулам (5.9) и (5.10), [1, с. 63]:
![]()
![]()
Таблица 5.14 Значения ai, Mпрi для заготовки 250![]() 250 мм
250 мм
| № клети | ai, м | Mпрi, МНм. |
| 1 | 0,0569 | 0,71 |
| 2 | 0,0569 | 0,74 |
| 3 | 0,0411 | 0,44 |
| 4 | 0,0411 | 0,46 |
| 5 | 0,0411 | 0,40 |
| 6 | 0,0411 | 0,41 |
| 7 | 0,0411 | 0,36 |
| 8 | 0,0411 | 0,37 |
Определим момент трения в подшипниковых узлах по формуле (5.11) [1, с. 231]:
![]()
Определим момент холостого хода клети по формуле (5.12) [1, с. 64]:
![]()
Определим номинальный момент по формуле (5.13) [1, с. 64]:
![]()
Таблица 5.15 Значения dшi, Mтрi, Мх.хi, Мномi для заготовки 250![]() 250 мм
250 мм
| № клети | dшi, м | Mтрi, МНм | Мх.хi, МНм | Мномi, МНм |
| 1 | 0,3 | 0,228 | 0,011 | 0,95 |
| 2 | 0,3 | 0,237 | 0,012 | 0,99 |
| 3 | 0,2 | 0,130 | 0,007 | 0,58 |
| 4 | 0,2 | 0,135 | 0,007 | 0,60 |
| 5 | 0,2 | 0,118 | 0,006 | 0,53 |
| 6 | 0,2 | 0,122 | 0,006 | 0,54 |
| 7 | 0,2 | 0,105 | 0,005 | 0,47 |
| 8 | 0,2 | 0,108 | 0,005 | 0,48 |
Определим угловую скорость вращения валка и мощность двигателя по формулам (5.15) и (5.14), [1, с. 63]:
![]()
![]()
Таблица 5.16 Значения ![]() ,
, ![]() , Nдвi для заготовки 250
, Nдвi для заготовки 250![]() 250 мм
250 мм
| № клети |
|
| Nдвi, МВт |
| 1 | 2 | 3 | 4 |
| 1 | 0,2 | 0,57 | 0,55 |
| 2 | 1 | 2,86 | 2,83 |
| 3 | 1,5 | 6,00 | 3,47 |
| 4 | 2 | 8,00 | 4,79 |
| 1 | 2 | 3 | 4 |
| 5 | 2,5 | 10,00 | 5,25 |
| 6 | 3 | 12,00 | 6,51 |
| 7 | 3,5 | 14,00 | 6,51 |
| 8 | 4 | 16,00 | 7,67 |
Похожие работы
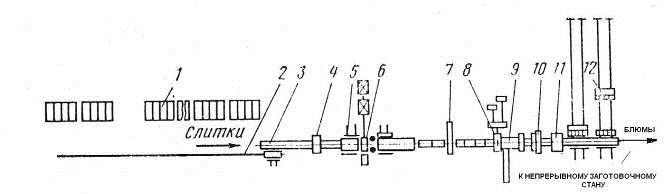
... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
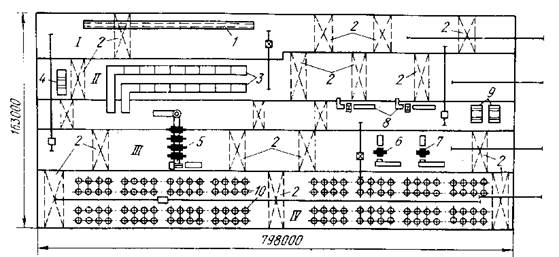
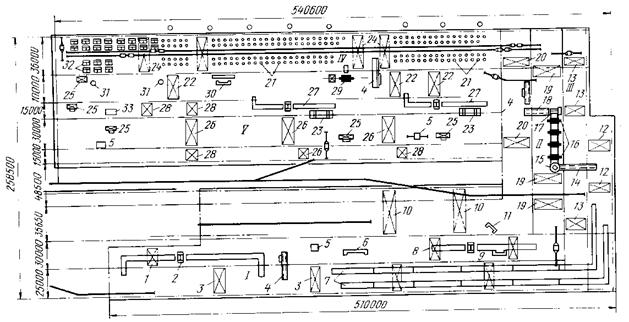
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
... предназначена для: · оформления товаросопроводительной документации на отгружаемую металлопродукцию; · своевременного обеспечения оперативной информацией технологического и управленческого персонала прокатного производства, сотрудников УППП, УВЭС, представителей фирм-потребителей металлопроката; · повышения оперативности и достоверности формирования документов на ...
0 комментариев