Навигация
2.2 Сушка древесины
Сушкой называется процесс удаления из древесины влаги испарением. Сушим, чтобы легче обрабатывалась.
Виды сушки:
1. Атмосферная (естественная) сушка - заключается в выдерживании древесины на открытом воздухе с защитой от непосредственного воздействия осадков и солнечных лучей или в специальных помещениях, иногда с искусственным продуванием, но без подогрева. Такая сушка не может производиться зимой и ограничивается низким пределом влажности древесины 18 ... 22 % (воздушно-сухим состоянием). Регулировать скорость атмосферной сушки можно лишь в изначальной степени, путем изменения плотности укладки материала в штабель. Сроки атмосферной сушки в зависимости от месяца укладки древесины и толщины пиломатериалов колеблются от 8 до 70 суток.
2.Камерная (искусственная) сушка - основной способ сушки в деревообрабатывающих производствах и проводится В специальных помещениях -камерах. Камерная сушка протекает значительно быстрее атмосферной, и скорость ее поддается регулированию. При камерной сушке можно получить материалы с заданной влажностью. Сушить древесину до определенной влажности 12 % - стандартная влажность. При этой влажности все государства измеряют физико-механические свойства. Влажность-отношение количества влаги, находящейся в древесине к сухой древесине, в процентах.
Абсолютную влажность исчисляют по формуле:
![]()
где тz - масса древесины до сушки;
mc - масса абсолютно сухой древесины.
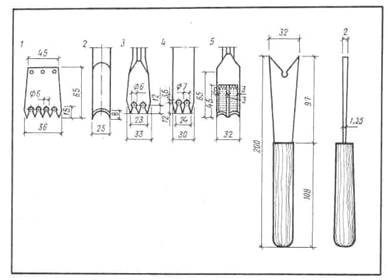
Образцы взвешивают до постоянной массы, то есть до тех пор, пока последующее взвешивание не даст тот же результат, что и предыдущее. Метод измерения влажности с помощью электровлагомера основан на зависимости сопротивления древесины от ее влажности; чем больше влажность, тем меньше ее электрическое сопротивление. Рабочей частью наиболее распространенного электровлагомера является датчик, представляющий собой ручку с тремя металлическими иглами и с подведенными к ним электроподводами, которые соединены с прибором. Иглы датчика вдавливают на глубину 8 мм, и включают прибор, который на шкале показывает влажность древесины в процентах.
Достоинства электровлагомера: быстрота измерения, возможность проверки у древесины любого размера.
2.3 Обработка черновых заготовок
Применяемые при раскрое станки и инструменты не обеспечивают качества обработки, предъявляемого к готовым заготовкам и деталям. Поэтому полученные заготовки поступают на дальнейшую обработку, где им придают правильную форму и нужные размеры. Существует несколько видов обработки черновых заготовок.
Строгание - это операция резания древесины резцом (ножом), при которой прямая является траекторией резания.
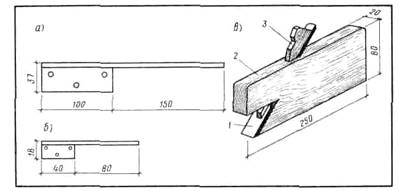
Для строгания применяют ручной строгальный инструмент, к которому относятся рубанки, фуганки и цикли. Ручным инструментом обрабатывают прямолинейные, криволинейные, плоские и фигурные поверхности.
Электрофугование. для создания у заготовок базовых поверхностей пользуются фуговальными станками. Базовыми поверхностями по толщине служат пласть или кромка заготовки. Для обработки заготовки в заданный размер по толщине и ширине необходимы две базовые поверхности (пласть и кромка заготовки). Толщина снимаемого слоя древесины должна быть не менее 2 - 3 мм. При фуговании заготовку укладывают на передний стол вогнутой стороной. Если за один проход заготовка не выравнивается, фугование продолжается. Сильно покоробленные заготовки фугуют за три и более прохода. После фугования пласти, у заготовки фугуют смежную кромку. При обработке кромки заготовку прижимают отфугованyой пластью к направляющей линейке станка. При фуговании кромки, обработанная пласть заготовки служит базовой поверхностью.
Для обработки заготовок по толщине и ширине применяют одно- и четырехсторонние продольно-фрезерные станки. Односторонние рейсмусовые станки с ручной подачей предназначены для строгания из древесины на заданный размер по толщине. Станки предназначены для плоскостного строгания в заданный размер по толщине.
Обработка заготовок производится ножевыми валом цилиндрической формы. Ножевой вал приводится во вращение электродвигателем через клиноременную передачу. Стол, по которому подаются заготовки, литой жесткой конструкции, встроен в станину, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
При обработке на одностороннем рейсмусовом станке заготовку базируют на поверхность стола. Заготовка подается рифленым и гладким роликами навстречу направлению вращения ножевого вала.
Толщина или ширина обрабатываемой заготовки определяется расстоянием от стола до касательной окружности вращения лезвия ножа. Рейсмусовые станки имеют механическую подачу, поэтому при хорошо выверенной базовой поверхности после обработки получаются прямолинейные заготовки с параллельными поверхностями.
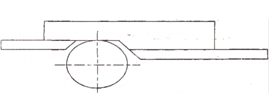
Фуговальный станок с ручной подачей
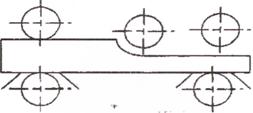
Рейсмусовый односторонний станок
После обработки заготовки по толщине нужно окромить на круглопильном станке.
Похожие работы
... 18 Реечные щиты щитовых дверей, филенки дощатые......................................................................... 9 Шканты и нагели ....................................................................................................................................... 7 Оконные створки, фрамуги, форточки, коробки и рамки каркаса дверей из лиственных пород изготовляют из брусков одной ...
... мясоперерабатывающем комбинате оборудованы платформы. Вместимость отдельных загонов для предварительного ветеринарного осмотра и термометрии животных соответствует вместимости одной автомашины. Убойные животные на Таганский мясоперерабатывающий завод поступают только автомобильным транспортом. На данном предприятии убой поступающего скота проводят «с колес» без предубойной выдержки. В здании ...
... стенки предмета самонесущие (сами себя несут). Но часто стенки только закрывают внутреннее содержание это должно быть ощутимо извне, так как влияет на трактовку поверхности предмета. индивидуальное оригинальное художественное изделие Внешний вид изделия может говорить о его тонкости или жесткости, о том, что это не монолитный предмет, а оболочка, в которую заключено что-либо, или просто полезное ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
0 комментариев