Навигация
Склеивание и облицовывание заготовок
25564
знака
5
таблиц
2
изображения
2.4 Склеивание и облицовывание заготовок
Соединение заготовок и деталей посредство клея - основной вид соединений в производстве столярно-мебельных изделий. Технологический процесс склеивания состоит из следующих операций: подготовки склеиваемых материалов, нанесения клея, прессования и выдержки под давлением, выдержки после склеивания.
Адгезия - это процесс полного отвердевания (высыхания) клеев или красок.
Клей - это вещество, которое при нанесении на поверхность образует прочное неразъемное соединение.
Клей, как правило, наносят на одну из склеиваемых поверхностей. Только при склеивании поверхностей, сильно впитывающих клей после нанесения (торцы, полуторцы) его наносят на обе поверхности. При склеивании заготовок по ширине применяют винтовые и клиновые цвинги. При склеивании в клиновых цвингах склеиваемые заготовки укладывают на две или три цвинги и поколачиванием клиньев производят прессование. Продолжительность склеивания зависит главным образом от температурных условий и вида клея. При склеивании клеев ПВА не менее 2 часов. После выдержки склеенные заготовки поступают на механическую обработку.
2.5 Повторная обработка черновых склеенных и облицованных заготовок
После склеивания заготовки подвергаются повторной механической обработке. При раскрое заготовки распиливают до нормальных размеров Торцевание производится на раскроечном станке (Ц - 6) с кареткой (подвижным столом).
Перед началом раскроя материалов необходимо установить расстояние между основной пилой и направляющей линейкой в соответствии с размером заготовки, получаемой после раскроя. Затем на станок кладется раскраиваемый материал и вручную подается на диск пилы.
Для придания обработанной поверхности деталей и изделий высокого класса обработки, снятия провесов, калибрования плитных материалов применят шлифовальные станки. В зависимости от конструкций шлифовальные станки подразделяются на плиточные, дисковые и цилиндровые. Для шлифования пластей у заготовок наиболее применяемыми станками являются станки с подвижным столом ШпПС - 7.
Заготовка укладывается на подвижный стол и с помощью специального ручного прижима ленту придавливают к обрабатываемой поверхности.
После этого поверхность можно доработать с помощью ручной шлифовальной машинки.
Для шлифования торцов применяют дисковые шлифовальные станки. С помощью таких станков, также можно придавать углам заоваленную форму.
2.6 Обработка чистовых заготовок
Обработка чистовых заготовок состоит из операций формирования элементов шиповых соединений и профилей, шлифования поверхностей в результате обработки чистовых заготовок получают неотделанные детали, форма и размеры которых заданы чертежом.
Элементы шиповых соединений (шипы, проушины, пазы) формируют методом плоского и цилиндрического фрезерования, выполняемых с помощью различных фрез на шипорезных и фрезерных станках. Формирование шипов и проушин на фрезерном станке с нижним расположением шпинделя, обрабатываемые заготовки принимают струбуцинной к упору каретки, перемещаемой в пазах стола фрезер ног станка. При подаче заготовок на фрезы, нарезаются шипы или проушин. После формирования шипов и проушин на одном конце заготовки поворачивают на 180۫ и, повторяя приемы прижима и подачи заготовок, формируют шипы и проушины на втором конце. При формировании шипов проушин заготовки базируют: торцами к бруску или направляющей линейке пластями к упору, кромками к основанию каретки.
Для выработки продолговатых гнезд на сверлильно-пазовальном станке с ручной подачей вращающееся сверло или концевая фреза имеет осевую подачу, ограничиваемую переставным упором, который устанавливают на требуемую величину гнезда. При формировании гнезда концевой фрезой сначала сверлят отверстие на одном конце гнезда, затем - на другом.
2.7 Отделка поверхности столярно-мебельного изделия
Под отделкой древесины понимают ее обработку, улучшающую внешний вид изделий и защищающую их от воздействия окружающей среды. При отделке поверхности покрываю; жидкими отделочными материалами и облицовывают пленками.
В зависимости от применения отделочных материалов техники их нанесения и обработки, отделка бывает:
- непрозрачная, закрывающая текстуру и цвет древесины;
- прозрачная, сохраняющая текстуру древесины;
- имитационная, которая воспроизводит на отделываемой поверхности текстуру и цвет древесины.
Подготовка поверхности к отделке жидкими лакокрасочными материалами делится на столярную и отделочную. И в той и в другой различают подготовку под прозрачные и непрозрачные покрытия.
Отделываемую поверхность зачищают механической обработкой:
строгают шлихтиком, циклей, шлифуют шкурками. Подготовка под прозрачную отделку поверхность должна быть гладкой и ровной. При подготовке под непрозрачную отделку высверливают и заделывают пробками сучки, подвергают поверхности механической обработке строганием, фрезерованием и шлифованием. Шероховатость поверхности под отделочную подготовку при непрозрачном покрытии должна быть в пределах 200 - 60 мкм.
При подготовке под прозрачную отделку выполняют следующие операции: удаление ворса, обессмоливание, отбеливание, окрашивание, грунтование, порозаполнение. В промежутках между операциями поверхности сушат и удаляют с них пыль. Шероховатость поверхности после отделочной подготовки должна быть не ниже 16 мкм. Для удаления ворса поверхность увлажняют, просушивают и шлифуют вручную или на станках шкуркой №б-8. Для обессмоливания применяют 25%-ый водный раствор ацетона, 5 - 6%-ый водный раствор кальцинированной соды или смесь этих : растворов в отношении 1 :4.
Обессмоливающие составы в подогретом виде наносят щеткой на поверхность, и после растворения с юлы смывают теплой водой или слабым раствором кальцинированной соды. Необходимость обессмоливания может возникнуть при отделке древесины хвойных пород.
При крашении пневматическим распылением раствор красителя наносят краскораспылителем на поверхность вдоль и поперек волокон древесины. При малых объемах отделочных работ отделочные материалы наносят ручными инструментами: кистью или тампоном для нанесения отделочных материалов на плоские поверхности применяют щетинные и волосяные кисти-ручники круглой формы для разравнивания слоев жидкого лака на отделываемой поверхности применяют плоские кисти-флейцы. Специальные круглые кисти применяют для нанесения лаков на фигурные поверхности отделки резьбы и т.п. После нанесения отделочного материала деталь подвергается сушке.
Различают сушку без принудительного воздействия сушильного агента при температуре воздуха 18 - 23۫ С и с принудительным воздействием сушильного аппарата. Существует три основных вида сушки с принудительным воздействием сушильного агента: конвективная- нагретым воздухом, терморадиационная - инфракрасными и ультрафиолетовыми лучами, и аккумулированным - теплом. После нанесения отделочных материалов и их сушки поверхности покрытия могут иметь неровности - волнистости и шероховатости.
Похожие работы
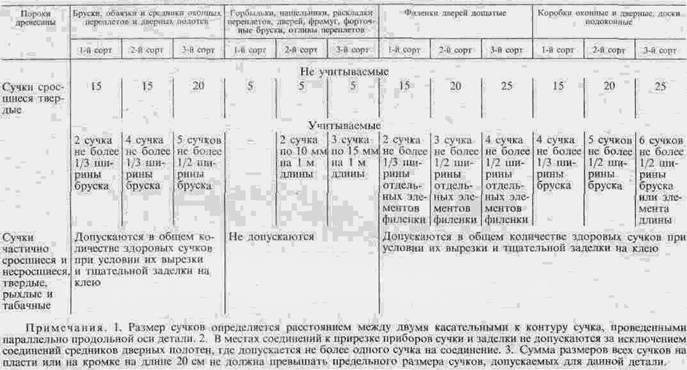
... 18 Реечные щиты щитовых дверей, филенки дощатые......................................................................... 9 Шканты и нагели ....................................................................................................................................... 7 Оконные створки, фрамуги, форточки, коробки и рамки каркаса дверей из лиственных пород изготовляют из брусков одной ...
... мясоперерабатывающем комбинате оборудованы платформы. Вместимость отдельных загонов для предварительного ветеринарного осмотра и термометрии животных соответствует вместимости одной автомашины. Убойные животные на Таганский мясоперерабатывающий завод поступают только автомобильным транспортом. На данном предприятии убой поступающего скота проводят «с колес» без предубойной выдержки. В здании ...
... стенки предмета самонесущие (сами себя несут). Но часто стенки только закрывают внутреннее содержание это должно быть ощутимо извне, так как влияет на трактовку поверхности предмета. индивидуальное оригинальное художественное изделие Внешний вид изделия может говорить о его тонкости или жесткости, о том, что это не монолитный предмет, а оболочка, в которую заключено что-либо, или просто полезное ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
0 комментариев