Навигация
Технология обработки вала
19877
знаков
4
таблицы
0
изображений
Технічна кафедра





Курсова робота
З дисципліни:
“Технологічні основи машинобудування”
Виконав: студент групи АГ - 04
Перевірив: викладач, доцент
2005 р.
ВВЕДЕНИЕ
Совокупность методов и приемов изготовления машин, выработанных в течении длительного времени и используемых в определенной области. Поэтому возникают такие понятия: технология обработки давлением, литья, сварки, сборки машин. Все эти области производства относятся к технологии машиностроения охватывающей все этапы процесса изготовления машинной продукции.
Однако под “технологией машиностроения” принято понимать научную дисциплину, изучающую процессы металлической обработки деталей и сборки машин и попутно затрачивающую вопросы выбора заготовки и методы их изготовления. В процессе технической обработки деталей машин возникает большое количество простейших вопросов, связанных с необходимостью выполнения технических требований, поставленными конструкторами перед изготовителями.
Эти обстоятельства объясняет развитие “технологии машиностроения“ как научной дисциплиной в первую очередь в направлении изучения вопросов технологии металлической обработки и сборки, в наибольшей мере влияющие на производственную деятельность предприятия.
В данной курсовой работе подробно изложена технология изготовления вала с подборкой оборудования, режущего инструмента. Учтены нормы времени на обработку.
1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ ВАЛА
1.1 Анализ технологичности конструкции детали.
Для получения необходимой детали выбрали заготовку “прокат”, сталь 40Х, диаметром Æ70 мм и длиной 300 мм. Выбор именно такой заготовки связан с тем, что необходимая нам деталь имеет наибольшую ступень Æ70 мм и она не обрабатывается ни на одной из операций. 1.2 Определение типа производства
Тип производства определяют по формуле, рассчитывая такт выпуска:
где Fg=2100 ч – действительный фонд времени работы станка в одну смену;
m=2 – количество смен;
N=400 шт – годовое производство деталей.
Если такт выпуска получился больше 60, то применяется индивидуальное производство.
1.3 Определение количества деталей в партии
 шт
шт
где N=400 шт – годовой выпуск деталей;
D=256 дн – действительное количество рабочих дней в году;
t=10 дн – количество дней в году на которые должен быть обеспечен запас на складе.
1.4 Выбор и экономическое обоснование способов получения
заготовки
Заготовка получена путем проката на прокатном стане и имеет в сечении форму круга. Необходимая нам деталь так же имеет форму круга в сечении, а соответственно более удобна для обработки с экономической и технологи-ческой точки зрения.
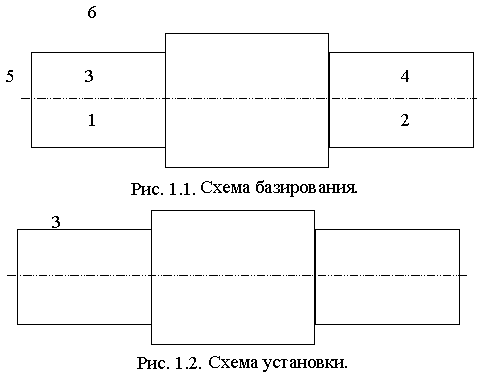
1.5 Выбор технологических баз и разработка маршрутной
технологии
Для черновой операции принимаем технологическую базу – наружная цилиндрическая поверхность заготовки.
Для последующих чистовых операций принимаем базу – центровое отверстие.
Припуск на длину для диаметра прутка 70 мм равен 5 мм на сторону.
Маршрутная технология и исходные данные для разработки технологи-ческого процесса механической обработки вала приведены в таблице 1.
2. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ, ПРИСПОСОБЛЕНИЙ, РЕЖУЩЕГО И МЕРИТЕЛЬНОГО ИНСТРУМЕНТА
2.1 Токарная обработка
Оборудование: токарно-винторезный станок 16К20, мощность двигателя Nдв=11 кВт.
Приспособления: токарный самоцентрирующийся патрон, предохранительный сверлильный патрон, рифленый передний центр, вращающийся задний центр.
Режущий и мерительный инструмент: токарный подрезной резец Т15К6, центровочное сверло, спиральное сверло Ø 10.2 мм, метчик М12, фасочный резец (правый и левый), линейка металлическая, штангенциркуль ШЦ-1.
2.2 Фрезерная обработка
Оборудование: вертикально-фрезерный станок 6Р11, мощность двигателя Nдв=5,5 кВт.
Приспособления: подвижные призмы, прихваты. Режущий и мерительный инструмент: шпоночная фреза Ø16мм, штангенциркуль ШЦ-1.
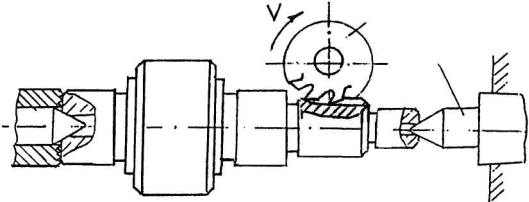
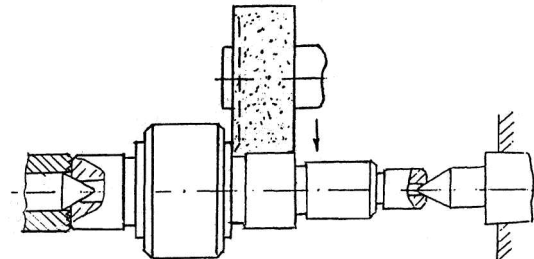
2.3 Шлифовальная обработка
Оборудование: круглошлифовальный станок 3М150, мощность двигателя Nдв=4.0 кВт. Приспособления: трехкулачковый патрон, передний и задний центра.
Режущий и мерительный инструмент: шлифовальный круг Ø400х50х16 мм, микрометр 50-75.
3. УСТАНОВЛЕНИЕ РЕЖИМОВ РЕЗАНИЯ
3.1 Токарная операция
На токарной операции расчет режимов резания производится на 3-х переходах:
1. Подрезать торец
5. Сверлить отверстие
6. Нарезать резьбу
Установка А переход 1 подрезать торец.
Скорость резания определяется по формуле:
где Т=60 мин – среднее значение периода стойкости резца;
t=5 мм – глубина резания;
S=0.5 мм/об – подача при точении (табл. 11)
Из таблицы 17 находим значение коэффициента Сv и показателей степеней:
Сv=350; x=0.15; y=0.35; m=0.20
Kv=Kmv∙Kuv∙Knv,
где Kmv – поправочный коэффициент, учитывающий качество обрабатываемо-
го материала;
Kuv=1.0 – коэффициент, учитывающий качество материала инструмента
(табл. 6);
Knv=0.9 – коэффициент, отражающий состояние поверхности заготовки
(табл. 5).
где Kr=1.1 – коэффициент, характеризующий группу стали по обрабатывае-
мости (табл. 2);
nv=1.0 – показатель степени (табл. 2);
σв=900 МПа – временное сопротивление материала ст. 40Х.
![]()
 м/мин
м/мин
Определение частоты вращения:
 об/мин
об/мин
где D=70 мм – диаметр обрабатываемой поверхности.
Для станка 16К20 частоту вращения шпинделя определяем по табл. 9: nmin=12.5; nmax=1600.
Диаметрический ряд скоростей:

где z=22 – число скоростей шпинделя
nф=500 об/мин
Определение фактической скорости резания:
 м/мин
м/мин
Расчет режимов резания при сверлении отверстия Ø10.2 мм под резьбу М12.
Определение скорости резания при сверлении определяется по формуле:
 ,
,
где Т=25 мин – среднее значение периода стойкости сверла (табл. 30);
S=0.28 мм/об – подача при сверлении (табл. 28);
Kls=0.9, Kоs=0.5 – поправочные коэффициенты учитывающие конкретные
условия обработки
D=10.2 мм – диаметр сверла;
Из таблицы 28 определяем значение коэффициента Cv и показателей степени:
Cv=9.8; q=0.40; y=0.30; m=0.20
Kv=Kmv∙Kuv∙Klv,
где Kmv – коэффициент на обрабатываемый материал;
Kuv=1.0 – коэффициент на инструментальный материал;
Klv=0,85 – коэффициент, учитывающий глубину сверления (табл. 31).
где Kr=1.0 – коэффициент, характеризующий группу стали по обрабатывае-
мости (табл. 2);
σв=900 МПа – временное сопротивление материала ст. 40Х.
nv=0.9 – показатель степени.
 ;
;
Kv=0.721∙1.0∙1.0=0.721
 м/мин
м/мин
Определение частоты вращения шпинделя:
 об/мин
об/мин
Выбираем фактическую частоту вращения по станку ближайшую меньшую:
nф=400 об/мин
Определение фактической скорости резания при сверлении:
 м/мин
м/мин
Определение режимов резания при нарезании резьбы М12.
Метчик работает с самозатягиванием, поэтому подача равна шагу резьбы (S=1.5 мм/об)
,
где Т=90 мин – среднее значение периода стойкости метчика (табл. 49);
D=12 мм – диаметр;
S=1.5 мм/об – подача.
Из таблицы 49 определяем значение коэффициента Cv и показателей степени:
Cv=64.8; y=0.5; q=1.2; m=0.90.
Kv=Kmv∙Kuv∙Кtv,
где Kmv=0.8 – коэффициент, учитывающий качество обрабатываемого мате-
риала (табл. 50);
Kuv=1.0 – коэффициент, учитывающий материал режущей части инстру-
мента (табл. 50);
Кtv=1.0 – коэффициент, учитывающий точность нарезаемой резьбы
(табл. 50).
Kv=0.8∙1.0∙1.0=0.8
 м/мин
м/мин
Определение частоты вращения:
 об/мин
об/мин
Принимаем частоту вращения nф=50 об/мин для нарезания резьбы (по данным станка).
Определение фактической скорости резания:
 м/мин
м/мин
Чистовое точение:
Скорость резания определяется по формуле:
где Т=60 мин – среднее значение периода стойкости резца;
t=0,5 мм – глубина резания;
S=0.246 мм/об – подача при точении (табл. 14)
Из таблицы 17 находим значение коэффициента Сv и показателей степеней:
Сv=420; x=0.15; y=0.20; m=0.20
 м/мин
м/мин
Определение частоты вращения:
 об/мин
об/мин
nф=1000 об/мин
Определение фактической скорости резания:
 м/мин
м/мин
Рассчитаем усилие резания при подрезке торца:
Pz=10∙Cp∙txp∙Syp∙Vфn∙Kp,
где из таблицы 22 определяем коэффициент Cp и показатели степени:
Cp=300; х=1.0; у=0.75; n= - 0.15;
t=5.0 мм – глубина резания;
S=0.5 мм/об – подача при точении;
Vф=110 м/мин – фактическая скорость резания.
Кр=Kmp∙Kφp∙Kγp∙Kλp
Из таблицы 23 определим:
Kφp=0.89 – коэффициент, учитывающий влияние главного угла в плане при
φ=90˚;
Kγp=1.1 – коэффициент, учитывающий влияние переднего угла при γ=0°;
Kλp=1.0 – коэффициент, учитывающий влияние угла наклона главного
лезвия λ=0°;
Kmp – коэффициент на обрабатываемый материал
 ,
,
где n=0.75 – показатель степени.
Кр=1.15∙0.89∙1.1∙1.0=1.126
Pz=10∙300∙5.01.0∙0.50.75∙110-0,15∙1.126=4962 Н
Определение эффективной мощности:
 кВт
кВт
 <Nдв=11кВт
<Nдв=11кВт
Мощность для сверления и нарезания резьбы значительно меньше, поэтому не определяется.
Похожие работы
... 61-55,7=5,3 Z0max=0,1+0,25+0,75+6,9=8 мм Z0min=0,06+0,11+0,55+5,3=6,02 мм Проверка. Zобщ.мах - Zобщ.min=Тз-Тд 8-6,02=2-0,02 1,98 =1,98, расчет выполнен верно. 1.6. Проектирование операционной технологии процесса обработки вала. Разрабатываемый технологический процесс должен обеспечить повышенную производительность труда и качество стали, сокращение трудовых и материальных затрат на ...
... , горячим выдавливанием или штамповкой на ГКМ. Однако, выбор между этими способами требует способности хорошо разбираться в них и наличия методических указаний к разработке технологии по каждому способу. Штамповку валов, имеющих отношение длины поперечнику более 2,5 – 3 приходится во избежание продольного изгиба штамповать поперек оси заготовки (деформирующие силы перпендикулярны оси заготовки). ...
... возможность поэтапного развития производства создают хорошие условия для старта. Купив только один ленточный станок, можно получать обрезную доску экспортного качества. Данная технология незаменима при глубокой обработке древесины с получением точных по геометрии заготовок для клееного бруса, щита и мебельных заготовок. Особенно заметно преимущество ленточных станков при распиловке крупномерного ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев