Навигация
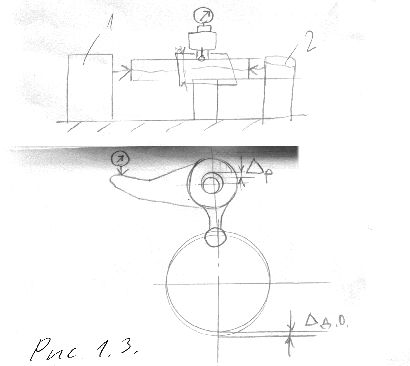
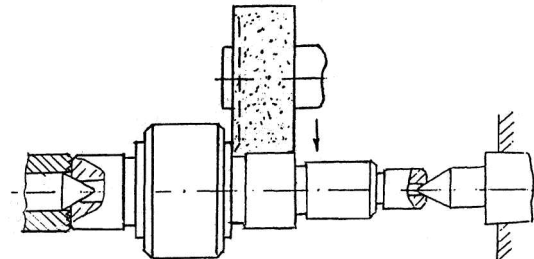
4.3 Шлифовальная обработка
Определение основного машинного времени:
 ,
,
где l – длина цапфы вала, которая шлифуется, мм;
В – ширина шлифовального круга, мм;
nз – частота вращения заготовки;
Sпр – продольная подача, мм/об;
1,7 – коэффициент, учитывающий пробный проход при шлифовании и
замере диаметра;
i – число проходов.
 мин
мин
 об/мин,
об/мин,
где Vз=15 м/мин – скорость вращения заготовки;
dз=55 мм – диаметр обрабатываемой заготовки.
Окончательная обработка:
 мин
мин
 об/мин
об/мин
![]() 0,119 мин
0,119 мин
Определение вспомогательного времени:
![]() 3,89 мин
3,89 мин
Определение дополнительного времени:
 мин
мин
Определение штучно-калькуляционного времени:
 мин
мин
Таблица 3
| № операции | Установка | № перехода | Наименование операции, установки и перехода | То, мин | Тв, мин | Тдоп, мин | Тп.з., мин | Тшт.к., мин |
| 01 | А Б В | 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 | Токарная Установить и закрепить деталь Подрезать торец Зацентровать Черновая обработка до Ø 56 мм на l=65 мм Установить и закрепить деталь Подрезать торец Зацентровать Черновая обработка до Ø 61 мм на l=127 мм Черновая обработка до Ø 56 мм на l=80 мм Сверлить отверстие Ø 10,2 мм под М12 Нарезать резьбу М12х1,5 Установить деталь в центрах и закрепить Чистовая обработка до Ø 60 h8 на l=47 мм Чистовая обработка до Ø 55h9 на l=60 мм Чистовая обработка до Ø 55,05 на l=20 мм Чистовая обработка до Ø 55 h9 на l=45 мм Чистовая обработка до Ø 55,05 на l=20 мм Снять 2 фаски 1,5х45 | 0,14 0,15 0,536 0,14 0,15 0,516 0,273 0,375 1,8 0,199 0,252 0,089 0,191 0,089 0,014 | 1,0 0,85 0,6 1,05 1,0 0,85 0,6 1,05 1,05 0,93 1,48 0,88 1,2 1,4 1,2 1,2 1,2 0,15 | 10 | ||
| 4.914 | 17.69 | 1.808 | 0,625 | 25.037 | ||||
| 02 | А | 16 17 | Фрезерная Установить деталь на призмах и закрепить Фрезеровать шпоночный паз 16Р11 Фрезеровать шпоночный паз 16Р11 | 3.75 3.893 | 3,7 0,8 0,8 | 8 | ||
| 7.643 | 5.3 | 0.906 | 0,5 | 14.35 | ||||
| 03 | А | 18 19 20 21 | Шлифовальная Установить деталь в центрах и закрепить Предварительное шлифование до Ø 55,015 Окончательное шлифование до Ø 55 к6 Предварительное шлифование до Ø 55,015 Окончательное шлифование до Ø 55 к6 | 0,033 0,0266 0,033 0,0266 | 0,79 1,0 1,0 0,55 0,55 | 6 | ||
| 0,119 | 3,89 | 0,361 | 0,375 | 4,745 |
4.4 Определение штучно-калькуляционного времени детали:
![]()
![]() мин
мин
Список использованных источников
1. Т. 1 и 2 справочник технолога – машиностроителя.
Под редакцией А.Г Косиловой и Р.К. Мещерякова – 4-е издание, переработано и дополнено – М.: Машиностроение, 1985
2. Конспект лекций.
3. Общемашиностроительные нормативы времени для технического
нормирования работ на металлорежущих станках. Москва 1967г., часть 1, часть 2.
4. Методичні рекомендації до виконання розрахункової частини курсової роботи с дисципліни "Технологічні основи машинобудування ", Дніпропетровськ 2004, Укладачі: к.т.н., доц. Ножин В.Г., Шатов С.В.
Таблица 1
| № операции | установка | № перехода |
Наименование операции, установки и перехода | Оборудование | Приспособление | Инструмент | Диаметр обработки, мм | Длина прохода, мм | Припуск на сторону, мм | Количество проходов | |
| режущий | меритель- ный | ||||||||||
| 01 | А | 1 2 3 | Токарная Установить и закрепить деталь в патроне Ø 70 мм Подрезать торец Зацентровать Черновая обработка до Ø 56 мм на l=65 мм | Токарно-винторезный станок 16К20 Nдв=11 кВт | Токарный самоцентрирующийся патрон. Предохранительный сверлильный патрон. Рефленый передний центр, вращающийся задний центр. | Токарный подрезной резец Т15К6. Центровочное сверло. Спиральное сверло Ø 10,2 мм. Метчик М12. Фасочный резец (правый и левый) | Линейка металлическая, штангенциркуль ШЦ-1 | 70 15 70 | 35 15 65 | 5 7,5 3,5 | 1 1 2 |
| Б | 4 5 6 7 8 9 | Установить и закрепить деталь в патроне по Ø 56 мм Подрезать торец в размер 290 мм Зацентровать Черновая обработка до Ø 61 мм на l=127 мм Черновая обработка до Ø 56 мм на l=80 мм Сверлить отверстие Ø 10,2 мм под М12 Нарезать резьбу М12х1,5 | 70 15 70 61 10,2 12 | 35 15 127 80 40 40 | 5 7,5 4,5 2,5 5,1 0,9 | 1 1 1 1 1 1 | |||||
| В | 10 11 12 13 14 15 | Установить деталь в центрах Чистовая обработка до Ø 60 h8 на l=47 мм Чистовая обработка до Ø 55 h9 на l=60 мм Чистовая обработка до Ø 55,05 на l=20 мм Чистовая обработка до Ø 55 h9 на l=45 мм Чистовая обработка до Ø 55,05 мм на l=20 мм Снять 2 фаски 1,5х45 | 61 56 56 56 56 55 | 47 60 20 45 20 1,5 | 0,5 0,5 0,475 0,5 0,475 1,5 | 1 1 1 1 1 1 | |||||
| 02 | А | 16 17 | Фрезерная Установить деталь на призмах и закрепить плашками Фрезеровать шпоночный паз 16Р11 на l=40 мм Фрезеровать шпоночный паз 16Р11 на l=44 мм | Вертикально-фрезерный станок 6Р11 Nдв=5,5 кВт | Подвижные призмы, прихваты | Шпоночная фреза Ø16, | Штангенциркуль ШЦ-1 | 16 16 | 40 44 | 8 8 | 1 1 |
| 03 | А | 18 19 20 21 | Шлифовальная Установить деталь в центрах и закрепить Предварительное шлифование до Ø 55,015 на l=20 мм Окончательное шлифование до Ø 55 к6 на l=20 мм Предварительное шлифование до Ø 55,015 на l=20 мм Окончательное шлифование до Ø 55 к6 на l=20 мм | Круглошлифовальный станок 3М150 Nдв=4,0 кВт | Трехкулачковый патрон, передний и задний центра | Шлифовальный круг Ø 400х50х16 мм | Микрометр 50-75 | 55,05 55,015 55,05 55,015 | 20 20 20 20 | 0,0175 0,0075 0,0175 0,0075 | 1 1 1 1 |
Похожие работы
... 61-55,7=5,3 Z0max=0,1+0,25+0,75+6,9=8 мм Z0min=0,06+0,11+0,55+5,3=6,02 мм Проверка. Zобщ.мах - Zобщ.min=Тз-Тд 8-6,02=2-0,02 1,98 =1,98, расчет выполнен верно. 1.6. Проектирование операционной технологии процесса обработки вала. Разрабатываемый технологический процесс должен обеспечить повышенную производительность труда и качество стали, сокращение трудовых и материальных затрат на ...
... , горячим выдавливанием или штамповкой на ГКМ. Однако, выбор между этими способами требует способности хорошо разбираться в них и наличия методических указаний к разработке технологии по каждому способу. Штамповку валов, имеющих отношение длины поперечнику более 2,5 – 3 приходится во избежание продольного изгиба штамповать поперек оси заготовки (деформирующие силы перпендикулярны оси заготовки). ...
... возможность поэтапного развития производства создают хорошие условия для старта. Купив только один ленточный станок, можно получать обрезную доску экспортного качества. Данная технология незаменима при глубокой обработке древесины с получением точных по геометрии заготовок для клееного бруса, щита и мебельных заготовок. Особенно заметно преимущество ленточных станков при распиловке крупномерного ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев