ЗАГАЛЬНА ЧАСТИНА
Мм, залежно від ширини листа, схеми прокатки, ширини листа, товщини сляба
Гаряча правка листів
СПЕЦІАЛЬНА ЧАСТИНА
Фабрикація сляба
Розрахунок швидкісного режиму на кліті «ДУО»
Визначення допустимих зусиль на валах кліті «ДУО»
Перевірка приводних двигунів кліті «ДУО» на нагрів
Режим обтиснень на кліті «Кварто»
МЕХАНІЧНА ЧАСТИНА
Розрахунок станини закритого типу на міцність і визначення її жорсткості
ТЕПЛОТЕХНІЧНА ЧАСТИНА
Визначення часу нагріву металу
Заходи щодо зниження витрат палива
Тонн листа буде додатково продано за ціною годної продукції
Заходи щодо безпечної техніки і безпеки праці
Заходи щодо пожежної безпеки
ЦИВІЛЬНА ОБОРОНА
Особливості захисту співробітників підприємства від хімічного ураження
Навигация
СПЕЦІАЛЬНА ЧАСТИНА
Удосконалення технології виробництва товстолистової сталі в умовах стану 2250 ВАТ "АМК" з метою підвищення якості
103212
знаков
26
таблиц
6
изображений
2 СПЕЦІАЛЬНА ЧАСТИНА
2.1 Аналіз чинників, що впливають на профіль валу
Отримання листів сталі однакової товщини по ширині або близької до цього стане можливим, якщо повною мірою будуть вивчені умови роботи валів у кожному окремому випадку і на кожному прокатному стані. Слід зазначити, що уявна простота питання роботи валів листопрокатних станів необґрунтована. Справа йде якраз навпаки. За останній час в прокатному виробництві багато що зроблено в області вивчення умов роботи прокатних валів. Є оригінальні дослідження по визначенню величини прогинання валів стану гарячої і холодної прокатки і зносостійкості валів, виготовлених з різних сталей і чавуну.
Пружне прогинання прокатних валів залежить від діаметра і довжини бочки валів, ширини прокатаної смуги і зусилля, що виникає в процесі прокатки. На практиці дуже важливо, щоб всі інші чинники, що впливають на роботу валів, були постійними і не робили помітного впливу на зміну пружного прогинання валів.
Тоді представляється можливим визначити необхідну профілізацію валів, при якій забезпечується однакова товщина розкату по ширині в кожній кліті при даних технологічних умовах процесу прокатки і якнайменший вплив зносу робочої поверхні валу на якість продукції.
2.2 Аналіз стійкості робочих валів кліті Дуо стану 2250
За період з січня по липень 2006 року в роботі на кліті Дуо 2250 було використано 13 валів, загальна і середня стійкості яких приведені в таблиці 2.1.
Таблиця 2.1 – Аналіз стійкості валів кліті Дуо 2250
| Номер валу (верхній, нижній) | Діаметр, мм | Кількість завалень | Загальна стійкість за досліджуваний період, т | Середня стійкість за кампанію, т | Середнє знімання за переточування мм | Примітки | |
| Початковий | Кінцевий | ||||||
| 33в | 887 | 882 | 1 | 6026 | 6026 | 5 | виведений по «-» (882 мм) |
| 37н | 886 | 882 | 2 | 10413 | 5206 | 4 | виведений по «-» (882 мм) |
| 38в | 896 | 885 | 3 | 19202 | 6400 | 4,5 | виведений по «-» (885 мм) |
| 39н | 903 | 888 | 4 | 23589 | 5897 | 5 | |
| 40н | 920 | 892 | 6 | 52542 | 8757 | 5,6 | |
| 41в | 913 | 881 | 6 | 52542 | 8757 | 5,6 | Поломка 4.08.06 (881мм) |
| 42в | 922 | 885 | 7 | 53502 | 7643 | 6,2 | |
| 43н | 928 | 892 | 7 | 53502 | 7643 | 6 | |
| 44в | 939 | 903 | 7 | 54757 | 7822 | 6 | |
| 45н | 945 | 910 | 7 | 54757 | 7822 | 5,8 | |
| 46в | 936 | 922 | 4 | 31661 | 7915 | 4,7 | |
| 47н | 943 | 938 | 2 | 10798 | 5399 | 5 | Поломка 22.04.06 на діаметрі 938 мм, термоізлом, прокатали 1607 т |
| 48н | 933 | 928 | 2 | 20863 | 10431 | 5 | Доданий в пару до валу 46в |
| Всього | 58:2= =29 | 444154:2= =222077 | 95718:13= =7363 | 68,4:13= = 5,26 | |||
З аналізу середньої стійкості валів за кампанію можна зробити висновок, що тільки на одному з валів була досягнута встановлена стійкість (по ТІ – 10000 т), це пов'язано з великим розкидом величин стійкості за кампанію (від 3756 т до 13100 т). До причин, що впливають на малу середню стійкість валів (7363 т), можна віднести велику кількість кампаній з низькими і середніми показниками по стійкості (таблиця 2.2).
Таблиця 2.2 – Кількість завалень валів при певній їх стійкості
| Стійкість | до 5 тис. т | до 6 тис. т | до 7 тис. т | до 8 тис. т | до 9 тис. т | до 10 тис. т | понад 10 тис. т |
| Кількість завалень | 5 | 2 | 3 | 6 | 5 | 4 | 4 |
Пояснюється це як неповним парком валів (в наявності 7 валів прийнятного діаметра замість нормативних 10), так і зміною сортаменту стану у бік зменшення товщини листа, збільшення кількості листів максимальної ширини (2000 мм) і збільшення об'ємів виробництва сталей підвищеної міцності (таблиця 2.3), що приводить до швидкого зносу робочої поверхні валу.
Таблиця 2.3 – Аналіз завантаження стану по сортаменту
| Період роботи | Сортамент стану по товщині % | Кількість слябів, що прокатали на лист шириною 2000 мм | Марочний сортамент % | ||||||
| 4 мм | 5-6 мм | 7-12 мм | 13-25 мм | Загальне шт. | середнє за місяць шт / % | Судова сталь підвищеної міцності | Низьколегована сталь підвищеної міцності | Конструкційна сталь | |
| 2002-2004г | 3,74 | 37,87 | 57,03 | 1,35 | 44091 | 1520/5,1 | 1,38 | 4,7 | 15,8 |
| 01.2006-07.2007г | 5,1 | 41,71 | 52,83 | 0,36 | 18496 | 2642 / 8,8 | 2,3 | 9,7 | 12,7 |
З таблиці 2.3 виходить, що сортамент стану змінився у бік зменшення товщини листа на 5,2% (4-6 мм), збільшення кількості прокатаних листів максимальної ширини на 3,7% (2000 мм) і збільшення об'єму виробництва сталей підвищеної міцності на 2,82%, що відповідає підвищенню складності сортаменту на 11,72%.
Аналіз стійкості робочих валів кліті Дуо 2250, що експлуатувалися в період з січня по липень 2006 року, показує, що стійкість валів за кампанію нижче за норми, передбачені ТІ (10 000т), в 25 з 29 випадках (86,8%). Середня стійкість валів 7363 т. Стійкість валів, введених в експлуатацію з серпня 2002 по грудня 2004 року нижче за норму в 12 випадках з 34 (35,3%), з середньою стійкістю 10485 т. Таким чином, в даний час середня стійкість знизилася на 29,7%, що викликане перерахованими вище причинами.
Дослідження, проведені за період з травня 2005 по березень 2007 року, показали, що середня стійкість валів щодо періоду з серпня 2002 по грудень 2004 року знизилася на 10,9%. Таким чином, в нашому випадку спостерігається подальше зниження стійкості.
На зниження середньої стійкості вплинула також поломка нижнього валу діаметром 938 мм 22.04.06 (термоізлом), тоді за компанію прокатали всього 1607 т.
На збільшення середньої стійкості вплинуло використовування дослідницької пари валів із зміненою профілізацією. З метою зниження передчасного вироблення і перевалювань кліті Дуо був підготовлений проект дослідницької профілізації валів, згідно технологічному завданню, із збільшенням опуклості бочки валу на величину, застерігаючи передчасний знос до 1,5 мм замість 1,0 мм по ТІ. Дослідницька профілізація випробувана на валах №46 і №48 з 1.07 06 по 17.07.06. При цьому прокатали 13 100 т (330 годин). Перевалювання провели в ППР. Поверхня валів з рівномірною сіткою розпалу в кінці кампанії не впливала на погіршення якості підкату, що передається на кліть Кварто. Було проведено дослідження валів на знос. Вироблення визначали шляхом виміру діаметра валу пасометром через 100 мм. За наслідками вимірів встановлено, що верхній вал по обох профілізаціях зношений до однакових розмірів, за рахунок вживання більшої опуклості (на 0,5 мм) на дослідницьких валах. Проте нижній вал фактично не зношений. З приводної сторони нижнього валу на відстані до 100 мм від торця бочки виявлений незначний знос (0,5 мм).
Аналіз стійкості процесу прокатки на кліті Кварто тонких і широких листів (5×2000×6000 мм) показав, що при прокатці на валах з дослідницькою профілізацією до 1500 тонн, спостерігається нестійка задача розкату у вали кліті Кварто, що привело до отримання браку по «забуртовці» в кількості 0,9 т. При плануванні виробництва тонких і широких листів не врахований чинник підробки валів під складний сортамент. При такій профілізації валів прокатка тонких і широких листів можлива тільки після прокатки на валах більше 5000 т листів простого сортаменту.
Для уніфікації профілізації з метою розширення сортаменту на початку кампанії запропоновано удосконалити дослідницьку профілізацію із зміною опуклості робочого валу з 1,5 мм до 1,25 мм, що дозволить запобігти «забуртовки» розкатів на чистовій кліті Кварто. Пропонована профілізація показана на малюнку 2.1.
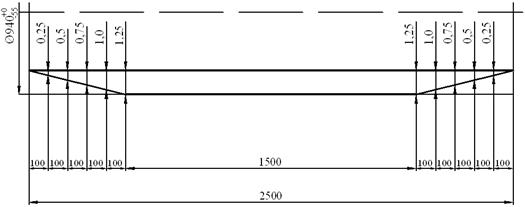
Рисунок 2.1 – Профілізація робочого валу кліті Дуо
2. 3 Визначення прогинання і різнотовщинності
Сумарне прогинання валу, необхідне для попереднього розрахунку профілю його бочки, рівне:
![]() ,
,
де ![]() та
та ![]() – складові прогинання при дії згинаючих моментів і поперечних сил.
– складові прогинання при дії згинаючих моментів і поперечних сил.
Ці величини визначаються по теоремі Кастільяно:
 (2.1)
(2.1)
![]() (2.2)
(2.2)
де Р – повний тиск металу на вали;
Е і G – модулі пружності при розтягуванні і зсуві;
L – довжина бочки валу, мм;
D – діаметр бочки валу, мм;
l – довжина шийки валу, мм;
а – відстань між осями натискних гвинтів, мм;
b – ширина листа, мм.
Якщо ширина листа близька до довжини бочки валу, то, спрощуючи рівняння (2.1) і (2.2), одержимо ![]() :
:

 (2.3)
(2.3)
![]() (2.4)
(2.4)
На максимальне прогинання валу двохвалкової кліті посередині бочки з достатнім ступенем точності можна визначити і по спрощеній формулі:
 (2.5)
(2.5)
де n – коефіцієнт, залежний від відношення b/а;
Таблиця 2.4 – Значення коефіцієнту n
| b/а | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 |
| n | 8 | 7,8 | 7,7 | 7,5 | 7,1 | 6,8 | 6,7 |
При розрахунку максимального сумарного прогинання для робочого і опорного валів чотирьохвалкової кліті можна користуватися спрощеною формулою (якщо обидва вали циліндричні):
 (2.6)
(2.6)
де ![]() і
і ![]() – модулі пружності робочого і опорного валів;
– модулі пружності робочого і опорного валів;
![]() і
і ![]() – діаметри робочого та опорного валів.
– діаметри робочого та опорного валів.
По формулах (2.5) і (2.6) визначається максимальне двостороннє прогинання валу, який необхідно враховувати при визначенні різнотовщинності листів по ширині.
Слід зазначити, що різнотовщинність профілю не відповідатиме набутим розрахунковим значенням по формулах (2.5) і (2.6), оскільки вони виведені по відстанях між двома опорами. На самій же справі, одностороння опуклість на готовому профілі ![]() визначається по відношенню:
визначається по відношенню:
 звідки
звідки
 (2.7)
(2.7)
Різнотовщинність, або двостороння опуклість на готовому профілі ![]() остаточно визначається як:
остаточно визначається як:
![]() (2.8)
(2.8)
Отже, якщо ширина профілю, що прокатується велика і, можна сказати, наближається до довжини бочки валу, то складаючи прогинання слід визначати по рівняннях (2.3) і (2.4). На практиці прогинання і різнотовщинність визначають також і по рівняннях (2.5) і (2.7), ![]() .
.
В механічній частині проекту буде розрахована можлива різнотовщинність готового профілю листа, яка планується 0,32 мм, прогинання валкової системи чистової кліті планується 0,23 мм. При виготовленні профілізації валів, що враховує розраховане прогинання, можливо попередити отримання браку по різнотовщинності при прокатці тонких і широких листів.
З ТЕХНОЛОГІЧНА ЧАСТИНА
Характеристика чорнової кліті «ДУО» 2250 [1].
Робочі вали:
Матеріал – чавунні
Номінальний діаметр![]()
Мінімальний діаметр![]()
Довжина бочки![]()
Діаметр шийки![]()
Маса робочого валу![]()
Підшипники текстолітові;
Потужність одного двигуна![]()
Кутова швидкість обертання двигуна![]()
Номінальний момент двигуна![]()
Максимальний момент двигуна![]()
Кутове прискорення![]()
Кутове уповільнення![]()
Швидкість підйому і опускання
натискних гвинтів![]()
Прискорення натискних гвинтів![]()
Махова маса якоря![]()
Діаметр муфти![]()
Діаметр головки шпинделя![]()
Маса тіла шпинделя![]()
Маса головки шпинделя![]()
Діаметр тіла шпинделя![]()
Відстань між клітями![]()
Швидкість транспортування рольганга![]()
Характеристика чорнової кліті «Кварто» [1].
Робочі вали:
Матеріал – нелегований чавун з графітом;
Номінальний діаметр![]()
Мінімальний діаметр![]()
Довжина бочки![]()
Діаметр шийки![]()
Довжина шийки![]()
Маса робочого валу![]()
Опорні вали:
Матеріал – кована сталь 9ХФ;
Номінальний діаметр![]()
Мінімальний діаметр![]()
Діаметр шийки![]()
Довжина шийки![]()
Потужність приводного двигуна![]()
Кутова швидкість обертання двигуна![]()
Номінальний момент прокатки![]()
Кутове прискорення![]()
Кутове уповільнення![]()
Махова маса якоря![]()
Швидкість підйому і опускання
натискних гвинтів![]()
Прискорення натискних гвинтів![]()
Маса корінної муфти![]()
Діаметр корінної муфти![]()
Маса валу шестерінчастої кліті![]()
Діаметр валу шестерінчастої кліті![]()
Діаметр головки шпинделя![]()
Маса тіла шпинделя![]()
Маса головки шпинделя![]()
Діаметр тіла шпинделя![]()
0 комментариев