Навигация
2.2 Рабочая среда
Рабочие жидкости (РЖ) должны удовлетворять следующим требованиям:
– обеспечение высоких технологических показателей ЭЭО;
– термическая стабильность физико-химических свойств при воздействии электрических разрядов с параметрами, соответствующими применяемым при электроэрозионной обработке;
– низкая коррозионная активность к материалам ЭИ и обрабатываемой заготовки;
– высокая температура вспышки и низкая испаряемость;
– хорошая фильтруемость;
– отсутствие запаха и низкая токсичность.
При электроэрозионной обработке применение получили низкомолекулярные углеводородистые жидкости различной вязкости; вода и в незначительной степени кремнийорганические жидкости, а также водные растворы двухатомных спиртов.
Для каждого вида ЭЭО применяют рабочие жидкости, обеспечивающие оптимальный режим обработки. На черновых режимах рекомендуется применять рабочие жидкости с вязкостью (смесь керосин-масло индустриальное), а на чистовых (керосин, сырье углеводородное).
Влияние на производительность свойств рабочей среды. В зависимости от свойств рабочей среды изменяются доля полезного использования энергии импульса, его предельная мощность. Для каждого вида обработки применяют оптимальные диэлектрические среды. Так, при электроэрозионном процессе с малой энергией импульсов высокую производительность обеспечивает дистиллированная и техническая вода, керосин; при грубых режимах на электроимпульсном режиме применяют тяжелые фракции нефти (масла, дизельные топлива и др.) с высокой температурой вспышки (до 450 К).
В процессе обработки жидкая рабочая среда загрязняется, из-за чего снижается производительность. Загрязненность оценивают в процентном отношении массы продуктов обработки к массе жидкости. При загрязненности 4..5 % для черновых и 2..3 % для чистовых процессов производительность остается практически одинаковой по сравнению с чистой средой. Дальнейшее возрастание содержания продуктов обработки, особенно на чистовых режимах приводит к снижению числа рабочих импульсов и производительности.
В процессе остывания частицы металла вызывают испарение части жидкости, изменение ее вязкости и зольности. Для поддержания высокой производительности необходимо периодически заменять рабочую среду.
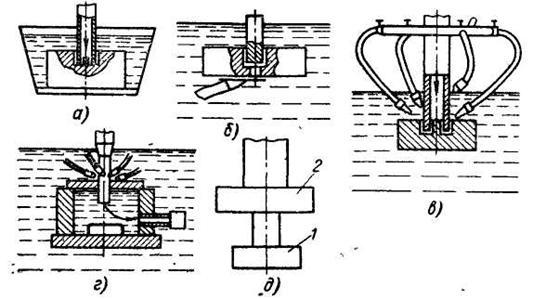
Для повышения производительности на обрабатываемой площади может быть параллельно размещено несколько электродов-инструментов. Если они подключены к одному генератору импульсов, то такая обработка называется многоэлектродной. При подключении каждого электрода к своему источнику энергии обработку называют многоконтурной. [5]
2.3 Электроды-инструменты
Электроды-инструменты (ЭИ) должны обеспечивать стабильную работу во всем диапазоне рабочих режимов ЭЭО и максимальную производительность при малом износе. Электроды-инструменты должен быть достаточно жестким и противостоять различным условиям механической деформации (усилиям прокачки РЖ) и температурным деформациям.
На поверхности ЭИ не должно быть вмятин, трещин, царапин и расслоения.
Поверхность ЭИ должна иметь шероховатость.
При обработке углеродистых, инструментальных сталей и жаропрочных сплавов на никелевой основе используют графитовые и медные ЭИ. Для черновой ЭЭО заготовок из этих материалов применяются ЭИ из алюминиевых сплавов и чугуна, а при обработке отверстий – ЭИ из латуни. При обработке твердых сплавов и тугоплавких материалов на основе вольфрама, молибдена и ряда других материалов широко применяют ЭИ из композиционных материалов, так как при использовании графитовых ЭИ не обеспечивается высокая производительность из-за низкой стабильности электроэрозионного процесса, а ЭИ из меди имеют большой износ, достигающий десятка процентов, и высокую стоимость.
Износ ЭИ зависит от материала, из которого он изготовлен, от параметров рабочего импульса, свойств РЖ, площади обрабатываемой поверхности, а также от наличия вибрации.
На выбор материала и конструкции ЭИ существенное влияние оказывают материал заготовки, площадь обрабатываемой поверхности, сложность ее формы, требования к точности и серийности изделия.
Если увеличивать площадь обрабатываемой поверхности, то скорость съема материала металла будет возрастать, но в дальнейшем произойдет ее снижение. Это объясняется тем, что с течением времени ухудшаются условия удаления продуктов обработки из МЭП. Все большее число импульсов генератора не будет вызывать эрозии из-за накопления газов и металлических частиц в пространстве между электродами. Количество продуктов обработки зависит также от энергии импульсов, их числа и времени действия, т. е. от мощности, реализуемой в МЭП. При малой мощности количество расплавленного металла невелико, с ростом подводимой мощности оно возрастает, но при этом увеличивается и количество продуктов обработки, которые тормозят процесс съема металла. Для получения высокой производительности необходимо правильно выбрать сочетание площади обрабатываемой поверхности и мощности. Такой выбор выполняют с помощью пространственных диаграмм в координатах силы тока – площадь обработки – производительность. [4]
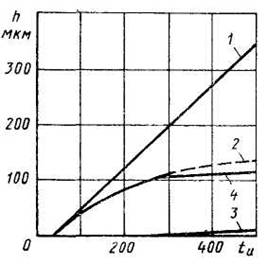
Влияние производительности глубины внедрения ЭИ. По мере углубления отверстия усложняется удаление продуктов обработки и поступление свежей жидкости в МЭП. Наличие большого количества электропроводных капель застывшего металла вызывает импульсы, энергия которых тратится на расплавление таких частиц. Для предотвращения таких (паразитных) импульсов используют принудительную прокачку жидкости через МЭП под давлением 100..200 кПа. Прокачку можно применять и при периодическом прекращении процесса в выведением ЭИ из заготовки; используют также вибрацию электродов, их вращение и др.
В процессе обработки форма и размеры электрода-инструмента нарушаются из-за износа. Износ на различных участках инструмента различен. Так, на участках инструмента, имеющих вогнутость, число разрядов меньше, следовательно, износ на них будет выражен слабее. Если учесть условия выноса продуктов обработки из промежутка, то различия в износе различных участков еще более возрастут. Чтобы снизить влияние износа электродов-инструментов на точность изготовления, а) изготовляют инструмент из материала, стойкого к эрозии, например из вольфрама, меднографита, коксографитовых композиций; б) используют так называемые безызносные схемы, при которых часть материала заготовки или из рабочей среды осаждают на инструменте, компенсируя тем самым его износ; в) заменяют изношенные участки инструмента путем продольного перемещения, или заменяют весь инструмент; г) производят правку и калибровку рабочей части инструмента. [5]
Первый в мире советский электроэрозионный (электроискровой) станок был предназначен для удаления застрявшего в детали сломанного инструмента (1943). С тех пор в СССР и за рубежом выпущено большое число разнообразных по назначению, производительности и конструкции электроэрозионных станков. По назначению (как и металлорежущие станки) различают станки универсальные, специализированные и специальные, по требуемой точности обработки – общего назначения, повышенной точности, прецизионные. Общими для всех электроэрозионных станков узлами являются устройство для крепления и перемещения инструмента (заготовки), гидросистема, устройство для автоматического регулирования межэлектродного промежутка (между заготовкой и инструментом). Генераторы соответствующих импульсов (искровых или дуговых) изготовляются, как правило, отдельно и могут работать с различными станками. Основные отличия устройств для перемещения инструмента (заготовки) в электроэрозионных станках от таковых в металлорежущих станках – отсутствие значительных силовых нагрузок и наличие электрической изоляции между электродами. Гидросистема состоит из ванны с рабочей жидкостью (технического масла, керосин и т. п.), гидронасоса для прокачивания жидкости через межэлектродный промежуток и фильтров для очистки жидкости, поступающей в насос, от продуктов эрозии. [1]
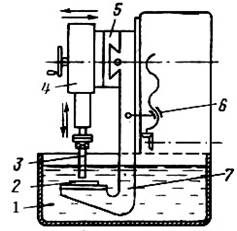
Компоновка. Станки для электроэрозионной обработки в отличие от механообрабатывающих имеют генератор импульсов, систему очистки и подачи рабочей среды в зону обработки, средства регулирования и управления процессом. Механическая часть, включает рабочий стол для установки и закрепления приспособлений и заготовки, ванну для рабочей жидкости, устройство для закрепления ЭИ, механизмы его перемещения, следящие элементы систем регулирования и управления процессом. Механическая часть, включает рабочий стол для установки управления и закрепления приспособлений и заготовки, ванну для рабочей жидкости, устройство для закрепления ЭИ, механизмы его перемещения, следящие элементы системы регулирования и управления процессом. Генератор импульсов может быть как встроенным, так и выполненным в виде автономного блока. Электро-шкаф включает электрические узлы-пускатели, рубильники, предохранители и др. Рабочая жидкость хранится в ванне, которая комплектуется насосом и устройством для очистки среды от продуктов обработки. [2]
При расчете и выборе генератора исходят из условия получения формы и мощности импульса, необходимых для обеспечения требуемых технологических показателей процесса.
В настоящее время в электроэрозионных станках используют релаксационные, машинные, магнитонасыщенные, ламповые и полупроводниковые генераторы.
Релаксационными генераторами называют те, у которых параметры импульса определяются состоянием межэлектродного промежутка (МЭП).
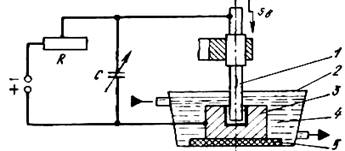
RC‑генераторы. При замыкании включателя конденсатор через резистор заряжается от источника питания и напряжение на конденсаторе, а следовательно и на МЭП повышается. Когда напряжение достигнет пробивного для данного размера МЭЗ, происходит пробой промежутка и энергия, запасенная в конденсаторе за время заряда, выделяется в МЭП. Напряжение на конденсаторе падает, и разряд через МЭП прекращается. С этого момента начинается период деионизации МЭП (восстановление его диэлектрической прочности) и зарядка конденсатора. Время зарядки конденсатора, как известно, определяется постоянной времени. Для нормального протекания процесса необходимо, чтобы время зарядки было больше периода деионизации промежутка, иначе возможен переход импульсного разряда в дуговой. Требуемое соотношение этих периодов достигают подбором сопротивления резистора и емкости конденсатора. Чем они больше, тем медленнее происходит зарядка конденсатора. По мере съема металла с заготовки расстояние между электродами растет и достигает такого значения, при котором напряжение на конденсаторе становится недостаточным для разряда. Если быстро сближать электроды (быстрее, чем происходит съем материала под действием эрозии), разряды будут происходить при низком напряжении, т. е. иметь малую энергию. И хотя частота следования разрядов возрастает, скорость съема металла снижается. При совсем малых расстояниях между электродами паузы между разрядами будут недостаточны для деионизации промежутка.
В релаксационных генераторах не удается добиться высокой производительности процесса, т. к. с ростом энергии импульса возрастает время накопления заряда и падает частота импульсов.
В ламповом генераторе электронная лампа служит переключающимся прибором, управляющим импульсами напряжения. Здесь параметры генератора не зависят от состояния промежутка, и искровой разряд не может перерасти в дуговой. Следовательно, можно использовать импульсы с высокой частотой следования, не заботясь о деионизации промежутка. После подачи от задающего генератора напряжения на управляющую сетку лампы в ней появляется анодный ток и на вторичной обмотке трансформатора возбуждается импульсная ЭДС. Под действием импульса напряжения происходит пробой МЭП. Период между импульсами регулируется задающим генератором. Для нормальной работы лампового генератора требуется прокачка рабочей жидкости.
Ламповые генераторы позволяют повысить частоту следования импульсов до 20 кГц, получить импульсы малой длительности. К недостаткам ламповых генераторов относятся низкий КПД, необходимость применения источников питания с напряжением до нескольких тысяч вольт, необходимость принудительной прокачки жидкости через промежуток, ограничение энергии импульса.
Использование управляемых полупроводниковых приборов позволяет создать генераторы с широким диапазоном режимов обработки, у которых частота следования импульсов не зависит от свойств МЭП. Известно 2 вида генераторов этого типа: на основе инверторов, в которых управляемые тиристоры регулируют период зарядки и разряда конденсатора в релаксационных генераторах, и широкодиапазонный генераторы импульсов.
В генераторе импульсов зарядная и разрядная цепи разделены. В качестве токоограничивающего элемента использована катушка индуктивности. [3]
Похожие работы
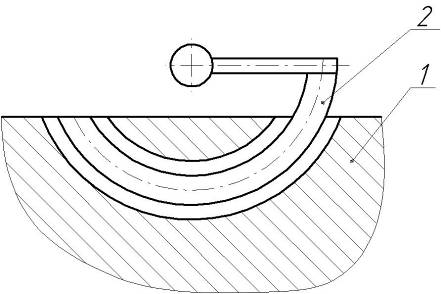
... поверхности, плавное их сопряжение. К недостаткам следует отнести возможность появления трещин, растягивающих напряжений, трудность получения поверхности с малой шероховатостью. Схема электроэрозионной обработки криволинейного отверстия: 1 – обрабатываемая заготовка; 2 – электрод-инструмент. 2. Электрохимическая обработка 2.1 Описание процесса Электрохимический метод обработки создан ...
... потенциал ионизации. 4.3 Методика экспериментальных исследований Основной целью проведенных экспериментов было исследование влияния лазерного излучения на электропроводность диэлектрических жидкостей и изучение практической возможности реализации электроэрозионных явлений в диэлектрической среде. Эксперименты проводятся для исследования влияния следующих параметров: · ...
... в них электролита. Электрополирование производится в течение 10 мин, при этом величина заусенцев уменьшается с 10 – 12 мкм до 1,5 мкм. 3. Ультразвуковая обработка Ультразвуковая обработка материалов – разновидность механической обработки основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии ...
... , необходимых при подводе энергии через канал разряда, с относительным движением электродов, применяемым при комбинированном подводе энергии. К этим разновидностям относятся так называемая низковольтная электроискровая и электроимпульсная обработка тел вращения или обработка вращающимся электродом, анодно-механическая обработка с импульсным питанием и т. п. В зависимости от того, признаки какого ...
0 комментариев