Навигация
Электроимпульсная обработка
41167
знаков
0
таблиц
0
изображений
3.2 Электроимпульсная обработка
Основана на использовании импульсов дугового разряда. Предложена советским специалистом М.М. Писаревским в 1948. Этот метод стал внедряться в промышленность в начале 1950‑х гг. В отличие от искрового, дуговой разряд имеет температуру плазмы ниже (4000–5000 °С), что позволяет увеличивать длительность импульсов, уменьшать промежутки между ними и т. о. вводить в зону обработки значительные мощности (несколько десятков квт), т. е. увеличивать производительность обработки. Характерное для дугового разряда преимущественно разрушение катода приводит к тому, что износ инструмента (в этом случае он подключается к аноду) ниже, чем при электроискровой обработке, составляя 0,05–0,3 % от объёма снятого материала (иногда инструмент вообще не изнашивается). Более экономичный электроимпульсный метод используется в основном для черновой обработки и для трёхкоординатной обработки фасонных поверхностей. Оба метода (электроискровой и электроимпульсный) дополняют друг друга. [1]
При электроимпульсной обработке используют электрические импульсы большей длительности. Большие мощности импульсов, получаемых от электронных генераторов, обеспечивают высокую производительность процесса обработки. Применение генераторов и гтафитовых электродов, а также обработка на обратной полярности позволили уменьшить разрушение электродов.
Электроимпульсную обработку наиболее целесообразно применять при предварительной обработке штампов, турбинных лопаток, твердосплавных деталей, фасонных отверстий в деталях из корозионно-стойких сталей и жаропрочных сплавов. В станках для электроимпульсной обработке широко используют различные системы программного управления. Высокоточная конструкция станков с чувствительными сервосистемами позволяет изготовлять детали сложной геометрической формы с высокой точностью.
Приборы автоматического переключения на разные подачу и глубину резания, управляемые системой ЧПУ, обеспечивают оптимальное использование электроэрозионных станков, так как в зависимости от хода процесса обработки режим работы согласуется с технологическими требованиями к деталям. Применяемые адаптивные системы программного управления позволяют своевременно определять отклонения в ходе обработки и устранить их. Изменения параметров процесса обработки вносятся в устройства, формирующее сигнал коррекции что позволяет с помощью простых электродов изготовлять детали сложных геометрических форм, в частности полостей штампов. [8]
Качество поверхности зависит от режимов обработки. Грубый режим приводит к получению высоты неровностей Ra=50…6,3 мкм и изменению поверхностного слоя глубиной 0,2…0,4 мм. При чистовом режиме достигается шероховатость поверхности Ra 6,3…1,25 мкм. Обработка ведется в жидком диэлектрике, инструмент автоматически подается в направлении обработки, что обеспечивает постоянство зазора. Для обработки используются специальные станки разных моделей с машинными генераторами, высокочастотными установками, электронными генераторами и т. д. Высокоточные станки с различными системами программного управления позволяют изготовлять детали со сложными формами.
Метод считается целесообразным для предварительной обработки фасонных поверхностей штампов, лопаток, инструментов. Применяется он и для обработки твердых, нержавеющих и жаропрочных сплавов.
3.3 Высокочастотная обработка
Электроискровую обработку применяют для повышения точности и уменьшение шероховатости поверхностей, обработанных электроэрозионным методом. Метод основан на использовании электрических импульсов малой мощности при частоте 100…150 кГц.
При высокочастотной электроискровой обработке конденсатор разрежается при замыкании первичной цепи импульсного трансформатора прерывателем, вакуумной лампой или тиратроном. Инструмент-электрод и заготовка включены во вторичную цепь трансформатора, что исключает возникновение дугового разряда.
Производительность метода в 30…50 раз выше, чем при электроискровом методе, при значительном увеличении точности и уменьшении шероховатости поверхности. Износ инструмента незначителен. [8]
Высокочастотный электроискровой метод применяют при обработки заготовок из твердых сплавов, так как он исключает структурные изменения и образование микротрещин в поверхностном слое материала обрабатываемой заготовки. [2]
3.4 Электроконтактная обработка
Основана на локальном нагреве заготовки в месте контакта с электродом-инструментом и удалении размягченного или даже расплавленного металла из зоны обработки механическим способом: относительным движением заготовки и инструмента. Источником теплоты в зоне обработки служат импульсные дуговые разряды. Электроконтактную обработку оплавлением рекомендуют для обработки крупных деталей из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких и специальных сплавов.
Метод применяют при зачистке отливок от заливов, от резке литниковых систем и прибылей, зачистке проката из спецсплавов, черновом круглом наружном, внутреннем и плоском шлифовании корпусных деталей машин из труднообрабатываемых сплавов, шлифовании с одновременной поверхностной закалкой деталей из углеродистых сталей. Метод обработки не обеспечивает высокой точности и качества поверхности, но дает высокую производительность съема металла вследствие использования больших электрических мощностей. [7]
Электроконтактная обработка основана на введении в зону механической обработки электрической энергии – возбуждении мощной дуги переменного или постоянного тока между, например, диском, служащим для удаления материала из зоны обработки, и изделием. Преимущества метода – высокая производительность (до 106мм3/мин) на грубых режимах, простота инструмента, работа при относительно небольших напряжениях, низкие удельные давления инструмента – 30–50 кн/м2 (0,3 – 0,5 кгс/см2) и, как следствие, возможность использования для обработки твёрдых материалов инструмента, изготовленного из относительно мягких материалов. К недостаткам относят: большую шероховатость обработанной поверхности, тепловые воздействия на металл при жёстких режимах.
Электроконтактная обработка не обеспечивает высокой точности и качества поверхности (шероховатость поверхности около50 мкм), но приводит к высокой производительности вследствие значительного съема металла. Применяется она для резки заготовок, обдирки отливок, заточки инструмента, плоского шлифования, прошивки отверстий, очистки от окалины, обработки криволинейных поверхностей т. д. Рекомендуется для обработки углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких, труднообрабатываемых и специальных сплавов.
Разновидностью электроконтактной обработки является электроабразивная обработка – обработка абразивным инструментом (в т. ч. алмазно-абразивным), изготовленным на основе проводящих материалов. Введение в зону обработки электрической энергии значительно сокращает износ инструмента. [4]
Похожие работы
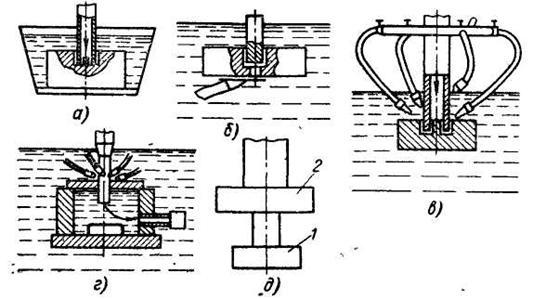
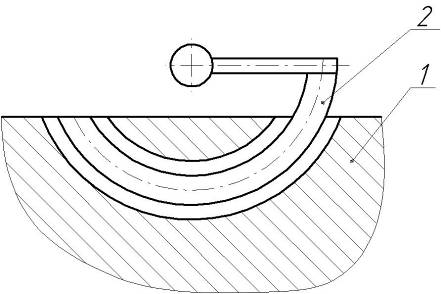
... поверхности, плавное их сопряжение. К недостаткам следует отнести возможность появления трещин, растягивающих напряжений, трудность получения поверхности с малой шероховатостью. Схема электроэрозионной обработки криволинейного отверстия: 1 – обрабатываемая заготовка; 2 – электрод-инструмент. 2. Электрохимическая обработка 2.1 Описание процесса Электрохимический метод обработки создан ...
... потенциал ионизации. 4.3 Методика экспериментальных исследований Основной целью проведенных экспериментов было исследование влияния лазерного излучения на электропроводность диэлектрических жидкостей и изучение практической возможности реализации электроэрозионных явлений в диэлектрической среде. Эксперименты проводятся для исследования влияния следующих параметров: · ...
... в них электролита. Электрополирование производится в течение 10 мин, при этом величина заусенцев уменьшается с 10 – 12 мкм до 1,5 мкм. 3. Ультразвуковая обработка Ультразвуковая обработка материалов – разновидность механической обработки основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии ...
... , необходимых при подводе энергии через канал разряда, с относительным движением электродов, применяемым при комбинированном подводе энергии. К этим разновидностям относятся так называемая низковольтная электроискровая и электроимпульсная обработка тел вращения или обработка вращающимся электродом, анодно-механическая обработка с импульсным питанием и т. п. В зависимости от того, признаки какого ...
0 комментариев