Навигация
Экструзия полиэтилена с формированием трубной заготовки
15816
знаков
7
таблиц
4
изображения
3. Экструзия полиэтилена с формированием трубной заготовки
Перед пуском агрегата проверяется состояние узлов механизмов и их исправность, наличие смазки, величина зазора кольцевой щели головки, наличие и надежность крепления заземляющих устройств.
Включается обогрев зон цилиндра и формующей головки экструдера, которые, в зависимости от показателя текучести расплава сырья и состава композиции нагреваются до температур, указанных в таблице 9 или технологической карты.
Открывается вентиль водопроводной сети для охлаждения зон цилиндра и шнека, а также калибрующей системы и охлаждающих ванн.
По достижении данных температур машина выдерживается на данном тепловом режиме не менее 2-х часов для экструдера ЕДС -01 и не менее 3-х часов для экструдера ДС-02.
На период пуска экструдера после длительной аварийной остановки температурный режим завышают на 15-25°С во избежание чрезмерных нагрузок на привод шнека и головку. Конкретный, для данного вида сырья, температурный режим, скорость вращения шнека, указаны в табл.9.
В случае поступления нового сырья, импортного сырья, сырья из новых производств и др. технолог цеха производит корректировку технологических режимов, указанных в табл.9. Критерием при этом является получение корпусов труб, отвечающих требованиям ТУ У 25463020-02-99
В период подготовки машины к запуску производится установка кольцевого зазора по щупу.
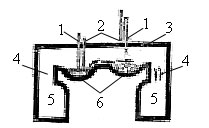
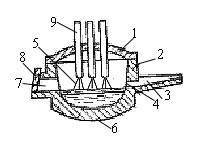
Обогрев корпуса производится электрическими нагревателями, сгруппированными в 4 тепловые зоны, формующая головка имеет 3 электронагревателя. Установка режимов осуществляется согласно таблицы 9.
Температура по тепловым зонам экструдера регулируется автоматически в пределах 0-185°С (в зависимости от сырья). Примыкающий к загрузочному отверстию участок корпуса имеет систему водяного охлаждения до t=20° С, предотвращающего перегрев материала и его "запекание" в зоне загрузки.
Таблица 9
| № трубы | Температура по зонам цилиндра, 0С | Температура головки, 0С | Показания тахометра | Вакуум | Температура, 0С | ||||||||
| Шнека | Конвеера | 1 | 2 | Ванна | Втулка | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||||||
| 1М | 120 | 130 | 135 | 147 | 130 | 140 | 135 | 265 | 568 | 15 | 14 | 20 | 8-10 |
| 2М | 120 | 130 | 140 | 143 | 145 | 145 | 145 | 501 | 359 | 14 | 14 | 20 | 8-10 |
| 3М | 120 | 120 | 135 | 147 | 162 | 170 | 170 | 398 | 635 | 16 | 14 | 20 | 8-10 |
| 4М | 120 | 120 | 135 | 147 | 162 | 170 | 170 | 398 | 635 | 16 | 14 | 20 | 8-10 |
| 5М | 120 | 130 | 140 | 147 | 151 | 159 | 158 | 660 | 568 | 7 | 14 | 20 | 8-10 |
| 1С | 120 | 120 | 135 | 147 | 162 | 170 | 170 | 398 | 635 | 16 | 14 | 20 | 10 |
| 2С | 120 | 120 | 135 | 147 | 152 | 150 | 145 | 398 | 640 | 16 | 14 | 20 | 10 |
| 3С | 120 | 120 | 135 | 147 | 152 | 150 | 145 | 398 | 640 | 16 | 14 | 20 | 10 |
| 4С | 120 | 120 | 135 | 147 | 152 | 150 | 145 | 398 | 640 | 16 | 14 | 20 | 10 |
| 5С | 120 | 130 | 140 | 147 | 152 | 159 | 158 | 786 | 694 | 6 | 11 | 20 | 10 |
| 1Ж | 120 | 130 | 140 | 147 | 152 | 159 | 158 | 786 | 694 | 6 | 11 | 20 | 10 |
| 2Ж | 120 | 130 | 140 | 147 | 152 | 159 | 158 | 786 | 694 | 6 | 11 | 20 | 10 |
| 3Ж | 120 | 130 | 140 | 147 | 152 | 159 | 158 | 786 | 694 | 6 | 11 | 20 | 10 |
| 4Ж | 120 | 130 | 140 | 147 | 152 | 159 | 158 | 786 | 694 | 6 | 11 | 20 | 10 |
| 5Ж | 120 | 130 | 140 | 147 | 152 | 159 | 158 | 786 | 694 | 6 | 11 | 20 | 10 |
Для улучшения качества труб, сокращения потерь от обрыва рукава, задержки инородных веществ в материалах на экструзионных линиях установлены фильтрующие сетки.
Количество фильтрующих сеток и частота их чистки зависит от качества перерабатываемого сырья и состава композиции трубы и толщины ее стенки (Ориентировочно - для труб диаметром до 40 мм - 2 сетки, 50 мм - 3 сетки. При добавлении вторичного сырья количество сеток увеличивают на одну)
Средняя частота чистки сеток -один раз в 3 дня или при переходе на другой цвет.
Пуск экструдера производят на малых оборотах шнека, которые в дальнейшем повышаются. Скорость набора частоты вращения на более 5 оборотов шнека за 5 мин (не более 200 по показаниям тахометра).
Шибер на подачу материала из загрузочного бункера в первый момент должен быть обязательно закрытым.
После пуска шнека открывание шибера производится постепенно.
Скорость вращения шнека в зависимости от показателя текучести расплава подбирается практически в пределах паспортных данных оборудования и исходя из внешнего вида корпуса труб (отсутствие царапин, щелей, разрывов).
Похожие работы
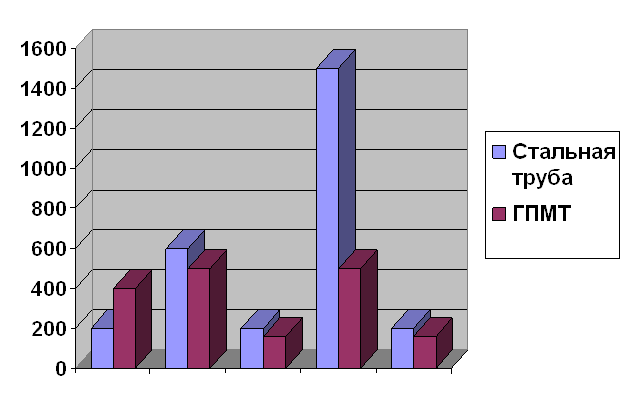
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
... ). Мы придерживаемся точки зрения, согласно которой региональная экономика является ветвью общей экономической теории, относящейся к разделу «Мезоэкономика», то есть рассматриваем региональную экономику как часть крупную подсистему национальной экономики (Макроэкономики). Курс методологически опирается на основы экономической теории и органически связан с конкретными экономическими дисциплинами, ...
... по более низким ценам должна быть как можно ниже. 3. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРИБЫЛИ И РЕНТАБЕЛЬНОСТИ ПРОИЗВОДСТВА Целью планирования прибыли является обеспечение ее роста и повышения рентабельности на основе увеличения оборота и улучшения его структуры, наиболее эффективного использования материальных, трудовых и финансовых результатов при обязательном сокращении потерь рабочего времени. ...
0 комментариев