Навигация
Подготовка и загрузка сырья
15816
знаков
7
таблиц
4
изображения
1. Подготовка и загрузка сырья
В зависимости от вида выпускаемой трубы композиция для экструзии и литья под давлением может состоять из одной марки полиэтилена, либо из смеси различных марок полиэтилена с введением в композицию пигментов, суперконцентратов красителей, модифицирующих и скользящих добавок, дополнительных стабилизаторов или вторичного сырья. Перед приготовлением композиций растаренное сырье должно быть доставлено на участок приготовления композиций.
2. Приготовление композиций
Смешение компонентов композиции осуществляется в смесителе типа "пьяная бочка".
Загрузка компонентов композиции осуществляется путем весового или объемного дозирования на основании технологической карты, в которой указан состав приготавливаемой композиции.
Композиция требуемого состава должна быть приготовлена в количестве, необходимом для выполнения заказа на данный вид трубы. Приготовление композиции должно осуществляться централизованно, при строгом соблюдении рецептур загрузки.
Контроль осуществляет сменный мастер.
Время смешения компонентов в смесителе 15-20 мин при комнатной температуре.
Приготовленные композиции из смесителя "пьяная бочка" выгружаются в шлюзовые хранилища вручную или с помощью пневмотранспорта.
Составы композиций для приготовления различных видов труб приведены в таблице 8.
Таблица 8
| № трубы | Характеристика трубы | Диаметр | Содержание ингредиентов, масс. % | ||||
| ПЭВД | ПЭНД | Концентрат пигмента | Полимерный модификатор | Скользящая добавка | |||
| 1М | мягкая | 25 | 100 | - | 0-3 | - | 0-3 |
| 2М | -/- | 30 | 100 | - | 0-3 | - | 0-3 |
| 3М | -/- | 35 | 100 | - | 0-3 | - | 0-3 |
| 4М | -/- | 40 | 100 | - | 0-3 | - | 0-3 |
| 5М | -/- | 50 | 100 | - | 0-3 | - | 0-3 |
| 1С | средняя | 25 | 70 | 30 | 0-3 | 15 | 0-3 |
| 2С | -/- | 30 | 70 | 30 | 0-3 | 15 | 0-3 |
| 3С | -/- | 35 | 70 | 30 | 0-3 | 15 | 0-3 |
| 4С | -/- | 40 | 70 | 30 | 0-3 | 15 | 0-3 |
| 5С | -/- | 50 | 70 | 30 | 0-3 | 15 | 0-3 |
| 1Ж | жесткая | 25 | 40 | 60 | 0-3 | 25 | 0-3 |
| 2Ж | -/- | 30 | 40 | 60 | 0-3 | 25 | 0-3 |
| 0-33Ж | -/- | 35 | 40 | 60 | 0-3 | 25 | 0-3 |
| 4Ж | -/- | 40 | 40 | 60 | 0-3 | 25 | 0-3 |
| 5Ж | -/- | 50 | 40 | 60 | 0-3 | 25 | 0-3 |
Приготовленные композиции выгружаются из смесителя вручную или пневмотранспортом в шлюзовые накопители, из которых с помощью пневмотранспорта или вручную подаются в загрузочные бункеры экструдеров или литьевых машин.
Похожие работы
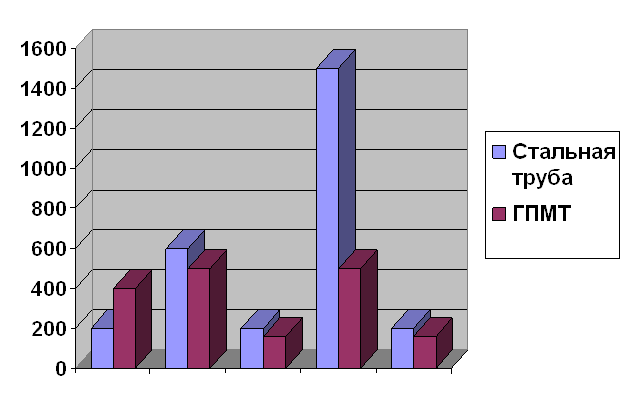
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
... ). Мы придерживаемся точки зрения, согласно которой региональная экономика является ветвью общей экономической теории, относящейся к разделу «Мезоэкономика», то есть рассматриваем региональную экономику как часть крупную подсистему национальной экономики (Макроэкономики). Курс методологически опирается на основы экономической теории и органически связан с конкретными экономическими дисциплинами, ...
... по более низким ценам должна быть как можно ниже. 3. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРИБЫЛИ И РЕНТАБЕЛЬНОСТИ ПРОИЗВОДСТВА Целью планирования прибыли является обеспечение ее роста и повышения рентабельности на основе увеличения оборота и улучшения его структуры, наиболее эффективного использования материальных, трудовых и финансовых результатов при обязательном сокращении потерь рабочего времени. ...
0 комментариев