Навигация
Выбор геометрических параметров зубьев фрезы
17418
знаков
3
таблицы
2
изображения
2.3 Выбор геометрических параметров зубьев фрезы
Передний угол ![]() у чистовых дисковых зуборезных фрез обычно принимают равным нулю.
у чистовых дисковых зуборезных фрез обычно принимают равным нулю. ![]() = 0
= 0
Задний угол ![]() на наружном диаметре фрезы определяют из выражения
на наружном диаметре фрезы определяют из выражения
tg![]() =
=![]()
![]()
где ![]() = 3÷4 – задний угол на боковой стороне зуба;
= 3÷4 – задний угол на боковой стороне зуба;
![]() > 5÷10 – угол наклона профиля у наружного диаметра фрезы.
> 5÷10 – угол наклона профиля у наружного диаметра фрезы.
Угол ![]() = 11
= 11![]() 33’< 15
33’< 15![]() , условие выполнено.
, условие выполнено.
2.4 Определение конструктивных элементов фрезы
К конструктивным элементам относят наружный диаметр фрезы d![]() , диаметр отверстия под оправку d, число зубьев z
, диаметр отверстия под оправку d, число зубьев z![]() , радиус закругления
, радиус закругления ![]() , угол V
, угол V![]() и форма впадины между зубьями, а также ширина зуба В.
и форма впадины между зубьями, а также ширина зуба В.
Высота зуба ![]()
![]() = h
= h![]() +K
+K![]() +
+![]() = 33,5+11+5 =49,5
= 33,5+11+5 =49,5
где h![]() – высота затылуемого профиля
– высота затылуемого профиля
h![]() = h + (1…3) = 31,5+2 =33,5
= h + (1…3) = 31,5+2 =33,5
h – высота зуба нарезаемого колеса,
h=![]() или
или
h=h![]() +h
+h![]() =14+17,5 = 31,5 мм
=14+17,5 = 31,5 мм ![]() h
h![]() =
=![]() мм
мм
h![]() =
=![]() мм
мм
К – величина затылования
К = ![]() =
=![]()
Значение К определяем в соответствии из ряда стандартных кулачков – К = 11.
Конструктивные элементы фрезы принимаем:
=160 мм; z![]() =10; d=40 мм [2, Т2, с. 191].
=10; d=40 мм [2, Т2, с. 191].
Радиус закругления дна впадины ![]() , играет существенную роль для затылования фрез. Он необходим не только для предохранения фрезы от трещины при термообработке, но и для того, чтобы обеспечить достаточное место для выхода затыловочного резца.
, играет существенную роль для затылования фрез. Он необходим не только для предохранения фрезы от трещины при термообработке, но и для того, чтобы обеспечить достаточное место для выхода затыловочного резца.
Приближенно радиус закругления дна впадины можно найти из соотношения:
![]() =
= ![]() =
=![]() (4.4)
(4.4)
После выбора диаметров фрезы и отверстия, числа зубьев и величины затыловакия производят окончательное определение элементов зуба и впадины. Назначение последних связано с процессом затылования.
Ширину зуба у основания С находит не формуле:
С = =
=![]() = 18,24 мм
= 18,24 мм
где ![]() - центральный угол между зубьями
- центральный угол между зубьями
![]() =
=![]() =
=![]()
![]() – угол контакта затыловочного резца с зубом фрезы
– угол контакта затыловочного резца с зубом фрезы
![]()
![]() =
=![]() – (
– (![]()
![]() +
+ ![]()
![]() +
+ ![]()
![]() ) = 36 – (1+6)=29
) = 36 – (1+6)=29
![]()
![]() – угол холостого хода
– угол холостого хода
![]()
![]() =
=![]() =
= ![]()
Врезание и перебег затыловочного резца характеризуется углами
![]()
![]() и
и![]()
![]() . Величина их обычно
. Величина их обычно
![]()
![]() +
+ ![]()
![]() = (1…2)
= (1…2)
Для обеспечения прочности зуба и возможности выполнения дестаточного количества переточек необходимо, чтобы ширина зуба у основания С находилась в пределах:
С = (0,75…1)
Угол впадины между зубьями V![]() определяют по формуле
определяют по формуле
V![]() =
= ![]()
![]() +
+ ![]()
![]() +
+ ![]()
![]() +
+ ![]()
![]() = 2 + 6 + 18= 26
= 2 + 6 + 18= 26![]()
Обычно принимают ![]()
![]() =
= ![]() = 15…20
= 15…20
Тогда получим
V![]() =
= ![]() + (16…22) =
+ (16…22) =![]()
![]()
Ширина дисковой модульной фрезы
В = (0,1…1) b * l![]() =(1,1…11)*15 = 16,5…165
=(1,1…11)*15 = 16,5…165
Принимаем В= 40 мм
где l![]() =13 – окружная ширина впадины нарезаемого колеса по вершинам его зубьев
=13 – окружная ширина впадины нарезаемого колеса по вершинам его зубьев
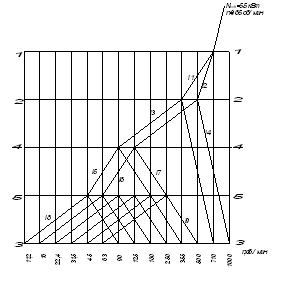
b =11 – коэффициент увеличения ширины профиля, определяемый по графику (рис. 4.4 м/у).
Похожие работы
... СМАЗКИ 7. ВЫБОР СИСТЕМЫ УПРАВЛЕНИЯ ЗАКЛЮЧЕНИЕ ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ВВЕДЕНИЕ Приводы металлорежущих станков выполняют широкий спектр движений: рабочих, вспомогательных, установочных и т.д. При этом перемещается инструмент или заготовка. Кинематические и силовые характеристики коробки скоростей должны обеспечить требуемые значения величины скоростей при обработке на ...

... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...

... РЕЗУЛЬТАТОВ ПРОИЗВОДСТВЕННО-ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ 2.1 Характеристика предприятия и динамика его технико-экономических показателей Общество с ограниченной ответственностью «Харьковский завод подъемно-транспортного оборудования» (ХЗПТО) зарегистрировано распоряжением от 15.07.2003 г. № 573. Регистрационное удостоверение № 11823 выдано исполнительным комитетом Октябрьского районного Совета ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
0 комментариев