Навигация
2 ЧЕРН +  = 0,5·33,688 +
= 0,5·33,688 +  = 18,36 мм – радиус, на котором располагаются вершины теоретического профиля чернового метчика
= 18,36 мм – радиус, на котором располагаются вершины теоретического профиля чернового метчика


Наружный диаметр чернового метчика:
dчерн = (dчерн min+IT11) – IT11=(32,02+0,13)-0,13 = 32,15-0,13 мм
Наружный диаметр среднего метчика:
d ср. min= 2В‑2  = 2 · 18,44 – 2* *
= 2 · 18,44 – 2* * = 35,69 мм
= 35,69 мм
где В =  =
=  = 18,44 мм
= 18,44 мм
d ср. = (d ср. min+ IT11) - IT11=(35,69 + 0,13) -0,13= 35,82-0,13 мм
Сведём исполнительные размеры метчиков в таблицу:
| Диаметры | Метчик | ||
| Черновой | Средний | Чистовой | |
| d | 28,13-0,13 | 29,66-0,13 | 30,356-0,248 |
| d2 | 27,302-0,084 | 27,47-0,084 | 27,567-0,047 |
| d1 | 25,148 | 25,316 | 25,45 |
3.3 Расчет угла заборного конуса:
Рассчитаем диаметр рабочего торца метчиков по зависимости:
dm = d1 – q = 31,826 – 0,2 = 31,626 мм
Рассчитаем угол заборного конуса по зависимости:
tgji = ![]() ,
,
где di – наружный диаметр соответствующего метчика
lЗ i – длина заборного конуса соответствующего метчика
tgj ЧЕРН =  = 5°68´
= 5°68´
tgj СРЕДН =  = 16°42´
= 16°42´
tgj ЧИСТ =  = 42°08´
= 42°08´
Для оформления чертежа принимаем:
Размер квадрата по ГОСТ 9523–67
Центровые отверстия формы В по ГОСТ 14034 – 74
Рассчитаем падение затылка по зависимости:
К = ![]() tga´ =
tga´ = ![]() tg6° = 3 мм
tg6° = 3 мм
Обратную конусность калибрующей части принимаем по [6]: 0,05…0,1 мм на 100 мм длины.
Угол наклона стружечной канавки λ
где h = (0,5…0,7) от ширины пера зуба (8,5 мм);
а = (2..12) мм
Выполним схему расчета наружных диаметров метчиков.
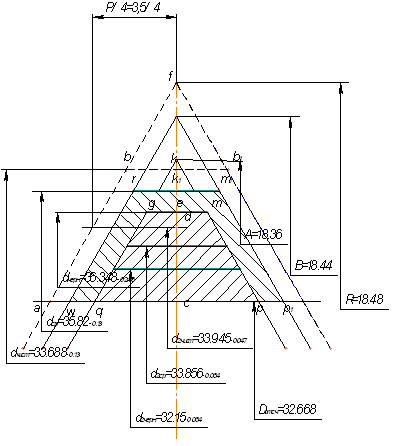
Рисунок 3.1 – Схема расчета метчиков
Перечень ссылок
1. Руководство по курсовому проектированию металлорежущих инструментов: Учеб. Пособие для вузов/под общ. ред. Г.Н. Кирсанова – М.: Машиностроение, 1986
2. Справочник технолога – машиностроителя. В 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова – М.: Машиностроение, 1986
3. Стандарты СЭВ СТ 182 – 75 «Резьба метрическая. Основные размеры».
4. ГОСТ 16093 – 81 «Резьба метрическая. Допуски. Посадки с зазором».
5. ГОСТ 17039 – 71 «Метчики. Исполнительные размеры».
6. Семенченко И.И., Матюшин В.М., Сахаров Г.Н. Проектирование металлорежущего инструмента. – М., Машиностроение. – 1963
7. ГОСТ 3266 – 81 «Метчики машинно-ручные. Конструкция и размеры»
8. ГОСТ 16925 – 71 «Метчики. Допуски на резьбу»
9. Методические указания к выполнению курсового проекта.
Похожие работы
... СМАЗКИ 7. ВЫБОР СИСТЕМЫ УПРАВЛЕНИЯ ЗАКЛЮЧЕНИЕ ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ВВЕДЕНИЕ Приводы металлорежущих станков выполняют широкий спектр движений: рабочих, вспомогательных, установочных и т.д. При этом перемещается инструмент или заготовка. Кинематические и силовые характеристики коробки скоростей должны обеспечить требуемые значения величины скоростей при обработке на ...
... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
... РЕЗУЛЬТАТОВ ПРОИЗВОДСТВЕННО-ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ 2.1 Характеристика предприятия и динамика его технико-экономических показателей Общество с ограниченной ответственностью «Харьковский завод подъемно-транспортного оборудования» (ХЗПТО) зарегистрировано распоряжением от 15.07.2003 г. № 573. Регистрационное удостоверение № 11823 выдано исполнительным комитетом Октябрьского районного Совета ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
0 комментариев