АНАЛИЗ ПРОЦЕССОВ И УСТРОЙСТВ ДЛЯ СБОРКИ И МОНТАЖА
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ СБОРКИ
Выбор оптимального варианта по производительности
Выбор технологического оборудования
Разработка маршрутно-операционной технологии
Лакирование. Лакировать печатную плату лаком ФП-525 ТУ 6-10-1553-78. Элементы поз. 11-13, 21, 26 от покрытия лаком предохранить
РАЗРАБОТКА ОСНАСТКИ ДЛЯ СБОРОЧНО-МОНТАЖНЫХ РАБОТ
Навигация
Выбор технологического оборудования
Разработка технологического процесса сборки и монтажа блока стробоскопа
118205
знаков
14
таблиц
11
изображений
4.3 Выбор технологического оборудования
Согласно ГОСТ 14.304-73 ЕСТПП выбор технологического оборудования проводят анализируя затраты на реализацию технологического процесса в установленный промежуток времени при заданном качестве изделия. Кроме того, выбор оборудования осуществляется по главному параметру, в наибольшей степени выявляющему его функциональное значение и технические возможности. За главный параметр часто берут производительность технологического оборудования.
Проведем выбор технологического оборудования для выбранного технологического маршрута изготовления стробоскопа. Выбираем следующее оборудование: 1) Высокоскоростной автоматический установщик элементов Siplace D2 будет использоваться для установки на печатную плату всех элементов кроме светодиодов. Его основные технические характеристики представлены в таблице 4.3.Таблица 4.3 Технические характеристики Siplace D2
| Точность установки компонентов | ± 50мкм |
| Диапазон габаритов устанавливаемых компонентов | от типоразмера 01005 до 200x125 мм |
| Габариты печатной платы | от 40х40 мм до 508х460 мм |
| Ширина технологического поля для захвата фиксирования платы | 5мм |
| Толщина печатной платы | от 0,5 до 4,5мм |
| Типы питателей | паллеты, пеналы, лента |
| Габариты установки | 1587 мм х 2565 мм х 1816 мм |
| Вес | 2534 кг |
2) Установка пайки волной припоя Master Wave. Ее технические характеристики представлены в таблице 4.4.
Таблица 4.4 Технические характеристики установки пайки волной припоя Master Wave
| Ширина конвейера | 350 мм |
| Максимальная длина обрабатываемой платы | 406 мм |
| Максимальная ширина обрабатываемой платы | 304 мм |
| Угол наклона конвейера | регулируется от 3 до 5 град |
| Скорость движения конвейера | 0 – 2 м/мин |
| Ёмкость ванны для флюса | 5 литров |
| Устройство предварительного подогрева | Инфракрасные нагреватели с длиной волны 4,5 мкм |
| Мощность | 6 кВт |
| Ёмкость ванны для припоя | 170 кг |
| Максимальная высота волны | 7 мм |
| Масса (без припоя) | 200 кг |
| Требуемая вытяжка | 400 м3/час |
| Габариты установки | 1730 х 880 х 660 мм |
3) Система отмывки UNICLEAN. Промывка печатного узла и сушка осуществляются на установке ультразвуковой системы UNICLEAN II – 500 чешской фирмы PBT. Несущая конструкция и корпус изготовлены из нержавеющей стали. Все части, контактирующие с отмывочной жидкостью, изготовлены из нержавеющей стали или полипропилена. Это модульная система, которая состоит из нескольких специально спроектированных ванн, предназначенной для отмывки печатных плат после операции пайки (пайки волной, пайки оплавлением паяльной пасты, ручной пайки). На финальной стадии используется отмывка деионизированной водой (полностью закрытая система с постоянным измерением проводимости). Поэтому потери воды и ее влияние на окружающую среду минимизированы. Мощность ультразвука 500 Вт. Сушка осуществляется горячим воздухом при максимальной температуре 75°C в камере сушки. Стандартное время сушки – около 10 мин.
Технические характеристики системs отмывки UNICLEAN-II представлены в таблице 4.5.
Таблица 4.5 Технические характеристики система отмывки UNICLEAN-II
| Размеры ванн | 230 x 385 x 300 мм, 230 x 435 x 350 мм (опция) |
| Габаритные размеры (Д х Ш х В) | 1900 x 880 x 1250 мм |
| Масса без жидкостей | 270 кг |
| Общий объем жидкости для первой ванны | примерно 50 литров |
| Параметры напряжения питания | 3x 380 В/ 50 Гц (9.5 кВт) |
| Мощность УЗ генератора | 500-750Вт для 1-й ванны 250-500Вт для второй ванны (Оп.) |
| Частота УЗ генератора | 25 кГц (Опция 40 кГц) |
| Нагревание ванны с моющей жидкостью | до 75° C |
| Температура сушильной ванны | 25 - 75° C |
| Время среднего цикла в одной ванне | 5 - 25 мин. |
| Количество плат в одной корзине | 10 шт. плат 300 x 450 мм |
| Размеры ванн | 230 x 385 x 300 мм, 230 x 435 x 350 мм (опция) |
| Габаритные размеры (Д х Ш х В) | 1900 x 880 x 1250 мм |
4) Для маркировки печатной платы стробоскопического прибора будет применяться принтер типа Т212М-С. Этот принтер имеет технические характеристики представленные в таблице 4.6.
Таблица 4.6 Технические характеристики принтера типа Т212М-С
| Разрешение | 300dpi (12dpmm) с резаком |
| Ширина печатающей головки | 104 мм |
| Скорость печати | 51 мм/с |
| Память | 512K RAM – 1MB Flash |
| Установка температур | 1-15 |
| Ширина печати | до 4 дюймов (101,6 мм). |
| Габариты принтера | 200 х 247 х 171 мм |
| Масса | 1,81 кг |
5) Для обрезки и формовки выводов будет применяться полуавтоматическое устройство итальянской фирмы Olamef типа ТР6.
Показателем правильности выбора технологического оборудования является коэффициент загрузки и использования оборудования по основному времени, который определяется как отношение расчетного количества единиц оборудования по данной операции ![]() к принятому (фактическому) количеству
к принятому (фактическому) количеству ![]() :
:
 (4.11)
(4.11)
Расчетное количество единиц оборудования (рабочих мест) определяется как отношение штучного времени данной операции ![]() к такту выпуска r:
к такту выпуска r:
![]() (4.12)
(4.12)
Результаты полученных расчетов заносим в таблицу 4.7.
Таблица 4.7 Значение коэффициентов загрузки оборудования
| № | Технологическое оборудование | Значение штучного времени | Значение коэффициента | Значение коэффициента
| Значение коэффициента |
| 1 | ТР6 | 0.782 | 2,44375 | 3 | 0,81 |
| 2 | Siplace D2 | 0.1725 | 0,54 | 1 | 0,54 |
| 3 | Master Wave | 0,5 | 1,56 | 2 | 0,78 |
| 4 | UNICLEAN II – 500 | 0,85 | 2,66 | 3 | 0,887 |
| 5 | Т212М-С | 0,24 | 0,75 | 1 | 0,75 |
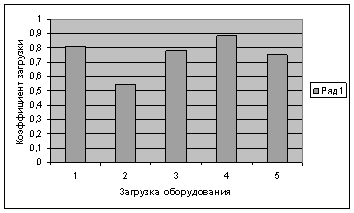
Рисунок 4.1 – График загрузки оборудования
Среднее значение коэффициента загрузки оборудования равно Кз.ср=0.75, что соответствует нормативному значению для массового производства, для которого Кз>0,65-0,77.
Таким образом, в результате анализа двух вариантов маршрутной технологии, один из которых (вариант 2) характеризуется большим уровнем автоматизации и механизации, чем второй можно сказать о том, что сборка и монтаж узла стробоскопа по второму варианту технологического процесса целесообразнее.
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...
... анализ имеет важную научную и практическую значимость. Он дает более точное и полное определение внутрихозяйственных резервов для управления эффективностью деятельности предприятия. 3. Пути и способы улучшения управления эффективностью деятельности ООО «Навигатор» 3.1 Краткое описание проекта Цель проекта. Монтаж линии по производству и монтажу световых рекламных конструкций ТУ3612-014- ...
0 комментариев