Навигация
Расчет показателей технологичности
37087
знаков
9
таблиц
4
изображения
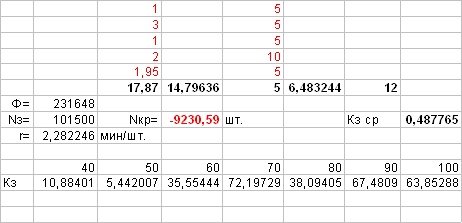
1.1 Расчет показателей технологичности
Коэффициент применения микросхем и микросборок:
![]() 0,885, (3)
0,885, (3)
где: ![]() - общее число дискретных элементов, замененных микросхемами и установленных на микросборках в РЭС (примем в среднем 100 элементов на 1 ИС);
- общее число дискретных элементов, замененных микросхемами и установленных на микросборках в РЭС (примем в среднем 100 элементов на 1 ИС);
![]() - общее число ИЭТ, не вошедших в микросхемы. К ИЭТ относят резисторы, конденсаторы, диоды, транзисторы, разъемы, реле и другие элементы.
- общее число ИЭТ, не вошедших в микросхемы. К ИЭТ относят резисторы, конденсаторы, диоды, транзисторы, разъемы, реле и другие элементы.
Коэффициент автоматизации и механизации монтажа:
![]() 0,907, (4)
0,907, (4)
где: ![]() - количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным или механизированным способом. Для блоков на печатных платах механизация относится к установке ИЭТ и последующей пайке волной припоя;
- количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным или механизированным способом. Для блоков на печатных платах механизация относится к установке ИЭТ и последующей пайке волной припоя;
![]() - общее количество монтажных соединений. Для разъемов, реле, микросхем и ЭРЭ определяется по количеству выводов.
- общее количество монтажных соединений. Для разъемов, реле, микросхем и ЭРЭ определяется по количеству выводов.
Коэффициент автоматизации и механизации подготовки ИЭТ к монтажу:
![]() 0,894, (5)
0,894, (5)
где: ![]() - количество ИЭТ в штуках, подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов; в число их включаются ИЭТ, не требующие специальной подготовки (патроны, реле, разъемы и т.д.);
- количество ИЭТ в штуках, подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов; в число их включаются ИЭТ, не требующие специальной подготовки (патроны, реле, разъемы и т.д.);
![]() - общее число ИЭТ, которые должны подготавливаться к монтажу в соответствии с требованиями конструкторской документации.
- общее число ИЭТ, которые должны подготавливаться к монтажу в соответствии с требованиями конструкторской документации.
Коэффициент автоматизации и механизации регулировки и контроля:
![]() 0,500, (6)
0,500, (6)
где:![]() - число операций контроля и регулировки, выполняемых на полуавтоматических и автоматических стендах;
- число операций контроля и регулировки, выполняемых на полуавтоматических и автоматических стендах;
![]() - общее количество операций контроля и регулировки. Две операции: визуальный контроль и электрический являются обязательными. Если в конструкции имеются регулировочные элементы (катушки индуктивности с подстроечными сердечниками, переменные резисторы), то количество операций регулировки увеличивается пропорционально числу этих элементов.
- общее количество операций контроля и регулировки. Две операции: визуальный контроль и электрический являются обязательными. Если в конструкции имеются регулировочные элементы (катушки индуктивности с подстроечными сердечниками, переменные резисторы), то количество операций регулировки увеличивается пропорционально числу этих элементов.
Коэффициент повторяемости ИЭТ:
![]() 1,000, (7)
1,000, (7)
где:![]() - количество типоразмеров оригинальных ИЭТ в РЭС. К оригинальным относится ИЭТ, разработанные и изготовленные впервые по техническим условиям; типоразмер определяется компоновочным размером и стандартом на элемент;
- количество типоразмеров оригинальных ИЭТ в РЭС. К оригинальным относится ИЭТ, разработанные и изготовленные впервые по техническим условиям; типоразмер определяется компоновочным размером и стандартом на элемент;
![]() - общее количество типоразмеров элементов.
- общее количество типоразмеров элементов.
Коэффициент применения типовых технологических процессов:
![]() 1,000, (8)
1,000, (8)
где:![]() - число деталей и сборочных единиц, изготавливаемых с применением типовых и групповых технологических процессов;
- число деталей и сборочных единиц, изготавливаемых с применением типовых и групповых технологических процессов;
![]() - общее число деталей и сборочных единиц в РЭС, кроме крепежа (винтов, гаек, шайб).
- общее число деталей и сборочных единиц в РЭС, кроме крепежа (винтов, гаек, шайб).
Коэффициент прогрессивности формообразования деталей:
![]() 1,000, (9)
1,000, (9)
где ![]() - детали, изготовленные по прогрессивным ТП (штамповка, прессование из пластмасс, литье и т.д.).
- детали, изготовленные по прогрессивным ТП (штамповка, прессование из пластмасс, литье и т.д.).
Таки образом комплексный показатель технологичности, определенный в соответствии с выражением (2), равен 0,861.
2. Разработка технологической схемы сборки
Технологическим процессом сборки называют совокупность операций, в результате которых детали соединяются в сборочные единицы, блоки, стойки, системы и изделия. Простейшим сборочно-монтажным элементом является деталь, которая согласно ГОСТ 2101-68 характеризуется отсутствием разъемных и неразъемных соединений.
Сборочная единица является более сложным сборочно-монтажным элементом, состоящим из двух или более деталей, соединенных разъемным или неразъемным соединением. Характерным признаком сборочной единицы является возможность ее сборки отдельно от других сборочных единиц.
Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами:
схема составляется независимо от программы выпуска изделия на основе сборочных чертежей, электрической и кинематической схем изделия;
сборочные единицы образуются при условии независимости их сборки, транспортировки и контроля;
минимальное число деталей, необходимое для образования сборочной единицы первой ступени сборки, должно быть равно двум;
минимальное число деталей, присоединяемых к сборочной единице данной группы для образования сборочного элемента следующей ступени, должно быть равно единице;
схема сборочного состава строится при условии образования наибольшего числа сборочных единиц;
схема должна обладать свойством непрерывности, т.е. каждая последующая ступень сборки не может быть осуществлена без предыдущей.
Наиболее широко применяются два типа схемы сборки:
"веерного" типа - достоинством схемы является ее простота и наглядность, но она не отражает последовательности сборки во времени.
с базовой деталью - схема указывает временную последовательность сборочного процесса. В большинстве случаев базовой деталью служит плата, панель, шасси и другие элементы несущих конструкций изделия.
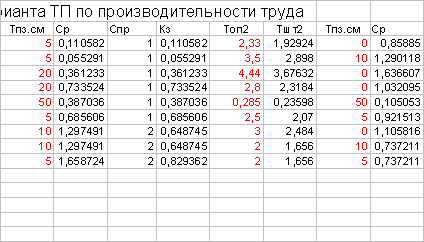
Разработке технологических схем сборки способствует оптимальная дифференциация работ, что значительно сокращает длительность производственного цикла. Рациональность разделения объема работ на операции в условиях автоматизированного поточного производства определяется ритмом сборки, то есть каждая операция должна быть равна или кратна ритму:
![]() 1,170, мин/шт. (10)
1,170, мин/шт. (10)
где: ![]() - действительный фонд времени за плановый период, мин.;
- действительный фонд времени за плановый период, мин.;
![]() - расчётная программа выпуска, шт.
- расчётная программа выпуска, шт.
![]() 118719,60, (11)
118719,60, (11)
где: ![]() = 1 - количество смен;
= 1 - количество смен;
![]() = 254 - количество рабочих дней в расчётном периоде (году);
= 254 - количество рабочих дней в расчётном периоде (году);
![]() - коэффициент регламентированных перерывов (0,94…0,95).
- коэффициент регламентированных перерывов (0,94…0,95).
![]() 101500,00, (12)
101500,00, (12)
где: ![]() - коэффициент технологических потерь (1,5%);
- коэффициент технологических потерь (1,5%);
![]() = 100000 - заданная программа выпуска.
= 100000 - заданная программа выпуска.
Количество элементов, устанавливаемых на i-й операции, должно учитывать соотношение:
![]() , (13)
, (13)
где ![]() - трудоемкость i-й операции сборки.
- трудоемкость i-й операции сборки.
Правильно выбранная схема сборочного состава позволяет установить рациональный порядок комплектования сборочных единиц и изделия в процессе сборки. При переходе от схемы сборочного состава к технологической схеме сборки и расположении операций во времени необходимо учитывать следующее:
сначала выполняются те операции ТП, которые требуют больших механических усилий и неразъемных соединений;
активные ЭРЭ устанавливают после пассивных;
при наличии малогабаритных и крупногабаритных ЭРЭ в первую очередь собираются малогабаритные ЭРЭ;
заканчивается сборочный процесс установкой деталей подвижных соединений и ЭРЭ, которые используются в дальнейшем для регулировки;
контрольные операции вводят в ТП после наиболее сложных сборочных операций и при наличии законченного сборочного элемента;
в маршрутный технологический процесс вводят также те операции, которые непосредственно не вытекают из схемы сборочного состава, но их необходимость определяется техническими требованиями к сборочным единицам, например влагозащита, и т.д.
Похожие работы
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...

... АРУ и дифференциальным выходом. Модель PROM-155 дополнительно имеет встроенный усилитель-ограничитель и PECL – выход отсутствия сигнала в линии. Модули предназначены для работы в цифровых волоконно-оптических линиях связи со скоростью передачи информации 2..155 Мбит/c. Технические характеристики оптических модулей приведены в табл. 1.3. Таблица 1.3 – Технические характеристики оптических ...
... быть рассчитаны по формулам: Годовая прибыль при запланированном уровне рентабельности составит: 8. Мероприятия по охране труда В данном дипломном проекте требуется разработать передающее устройство одноволоконной оптической системы передачи, рассчитанной на работу с длиной волны 0.85 мкм, которая относится к ближнему инфракрасному диапазону излучения. Поскольку передающее устройство ...
0 комментариев