Навигация
Разработка оснастки для сборочно-монтажных работ
37087
знаков
9
таблиц
4
изображения
5. Разработка оснастки для сборочно-монтажных работ
Технологическая оснастка представляет собой дополнительные или вспомогательные устройства, предназначенные для реализации технологических возможностей оборудования или работающие автономно на рабочем месте с использованием ручного, пневматического, электромеханического и других приводов. Технологическая оснастка применяется для выполнения следующих операций:
подготовки выводов радиоэлементов к монтажу (гибка, обрезка, формовка, лужение);
подготовки проводов и кабелей к монтажу (снятие изоляции, зачистка, заделка, маркировка, вязка жгутов, лужение);
механосборки (расклепка, развальцовка, запрессовка, расчеканка, свинчивание, стопорение резьбовых соединений);
установки радиоэлементов на печатные платы (укладка, закрепление, склеивание);
монтажных работ (пайка, сварка, накрутка, демонтаж элементов);
регулировочных и контрольных операций (подстройка параметров, визуальный и автоматический контроль) и т.д.
Разработка технологической оснастки имеет целью механизировать или автоматизировать отдельные операции технологического процесса. Выбор технологической оснастки проводят в соответствии с ГОСТ14.305-73 путем сравнивания вариантов и определения принадлежности к стандартным системам оснастки. На этом этапе используются отраслевые стандарты: ОСТ4ГО.054.263 - ОСТ4Г0.054.268, научно-техническая (журналы “Обмен производственно-техническим опытом”, “Радиопромышленность”), патентная и справочная литература.
В данном курсовом проекте разработаем оснастку для монтажных работ (пайка паяльником, установка заклёпок и т.д.).
6. Требования по технике безопасности и охране труда
Организация обеспечения безопасности производственного оборудования (ПО) является составной частью системы управления охраной труда на производстве. Она строится на основе выполнения нормативных требований в процессе приемки вновь поступившего на предприятие ПО, его транспортировки, монтажа, ввода в эксплуатацию и непосредственной эксплуатации, проведение профилактических работ, ремонта и хранения его на предприятии.
Безопасная эксплуатация ПО достигается за счет
осуществления систематического контроля за его техническим состоянием;
своевременного и качественного ремонта оборудования;
не допуска к работе технически неисправного оборудования.
Отдел главного механика (ОГМ) при этом обязан обеспечивать контроль, исправное состояние, безопасную эксплуатацию в соответствии правилам безопасности (ПБ) технологического оборудования, грузоподъемных и транспортных машин и механизмов. Отдел главного энергетика (ОГЭ) обеспечивает контроль, исправное состояние, безопасную эксплуатацию и соответствие ПБ энергетического и технологического оборудования.
В целях обеспечения безопасности ПО на предприятиях должен быть организован контроль:
ежедневный - руководителем участка и общественным инспектором по охране труда профгруппы этого участка;
еженедельный - руководителем цеха (отдела) и старшим общественным инспектором по охране труда подразделения с привлечением механика, энергетика, технолога, ответственных за исправное состояние и безопасную эксплуатацию оборудования подразделения;
ежемесячный - комиссиями, возглавляемыми главным инженером, заместителями руководителя и главного инженера предприятия по закрепленным за ними подразделениям;
плановый - не реже одного раза в квартал - инспекторскими группами и специалистами ОГМ, ОГЭ, санитарной лаборатории предприятия;
плановый - по плану обследования подразделения - работниками служб охраны труда.
При контроле подлежат осмотру и проверке как ПО, так и его составные части, обеспечивающие безопасные условия труда - заземляющие, оградительные, блокировочные, тормозные и другие специальные технические устройства, знаки безопасности, специальная окраска опасных зон и частей оборудования, оснащенность рабочих мест соответствующими ПБ средствами коллективной и индивидуальной защиты. Выявленные неисправности оборудования, которые могут повлечь за собой аварию или травмирование работающих, должны немедленно устраняться. Включение ПО в работу допустимо только после полного устранения неисправностей.
Безопасность конструкции оборудования должна осуществляться за счет применения:
технологичности обоснованных конструктивных решений и средств, предотвращающих опасные и вредные производственные факторы;
изоляции токоведущих частей;
защитного заземления металлических нетоковедущих частей ПО;
соответствующих средств предупреждения пожаро- и взрывоопасности;
блокировок для предотвращения ошибочных действий и операций, а также специальных устройств, исключающих самопроизвольное включение;
ограждение вращающихся частей;
предупреждающих надписей, знаков, окраски в сигнальные цвета и других средств сигнализации об опасности (предупреждающие надписи и знаки на оборудовании должны иметь четкие очертания, не сливаться с другими надписями).
Оборудование, работа которого связана с нагревом, следует оснащать устройствами и приспособлениями, предотвращающими или резко снижающими выделение в рабочее помещение конвекционного и лучистого тепла. Для обеспечения безотказности работы ПО и качественного исполнения производственного процесса необходимо своевременное техническое обслуживание (смазка необходимых частей установки, проверка изоляции, окраска, регулировка и так далее).
Механизмы приводов, движущиеся части оборудования, загрузочные и транспортные устройства, вращающиеся нерабочие части инструмента необходимо закрыть ограждениями, кожухами, экранами и т.п., которые должны быть прочными и не вызывать неудобств при работе и наладке оборудования. Оборудование должно иметь блокирующее устройство, исключающее самопроизвольное включение. Рабочие места, входящие в конструкцию ПО, должны быть безопасными и удобными для работы.
Заключение
В результате выполнения данного курсового проекта был разработан технологический процесс сборки и монтажа блока усилителя фототока.
В процессе выполнения данного проекта был проведен анализ технологичности конструкции изделия, причем результаты расчетов показали, что конструкция данного изделия технологична (КРАСЧ=0,861 при КЗАДАН=0,65). При разработке технологической схемы сборки была доказана эффективность сборки с базовой деталью, кроме того была выбрана наиболее оптимальная схема сборки данного изделия. Два рассмотренных варианта ТП отличаются степенью автоматизации. В качестве рабочего был выбран более автоматизированный ТП, т.к. у него штучно-калькуляционное время оказалось ниже: 20,880 (против 45,295 у второго варианта).
В курсовом проекте проведен сравнительный анализ двух вариантов маршрутной технологии и выбран наиболее оптимальный по критерию производительности; выбрано наиболее эффективное для данного типа производства и данной конструкции изделия технологическое оборудование; спроектирован участок сборки и монтажа с использованием поточной линии; разработана технологическая оснастка.
Список используемых источников
1 А.П. Достанко, В.А. Емельянов, В.Л. Ланин «Методическое пособие по курсовому проектированию по дисциплине технология РЭС и автоматизация производства»: БГУИР, 1997г.-102с.
2 В.Л. Ланин «Технология сборки, монтажа и контроля в производстве аппаратуры»: БГУИР, 1997г.-64с.
3 Гибкие производственные системы /Н.П. Меткин, М.С. Лапин и др. - М.: Издательство стандартов, 1989г.
4 Промышленная робототехника /А.В. Бабич, А.Г. Баранов - М.: Машиностроение, 1982г.-415с.
Приложение А
Маршрутно-операционные карты технологического процесса сборки блока усилителя фототока
| БГУИР | ||||||||||
| МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ | ||||||||||
| Белорусский государственный университет | ||||||||||
| информатики и радиоэлектроники | ||||||||||
| УТВЕРЖДАЮ | ||||||||||
| Зав. Кафедрой ЭВС | ||||||||||
| _________ Петровский А.А. | ||||||||||
| «____»___________1999 г. | ||||||||||
| КОМПЛЕКТ ДОКУМЕНТОВ | ||||||||||
| на технологический процесс автоматизированного | ||||||||||
| процесса сборки и монтажа усилителя фототока | ||||||||||
| Разработал: студент гр. 510205 | ||||||||||
| _____________ Бонцевич В.В. | ||||||||||
| Проверил: | ||||||||||
| д | в | п | ____________ Карпилович Ю.В. | |||||||
| у | з | о | «_____»___________1999 г. | |||||||
| б | а | д | ||||||||
| л | м | п | ||||||||
| . | . | . | ||||||||
| ТЛ | ||||||||||
| БГУИ 01188.00001 | 5 | 2 | |||||||||||||||||||||||
| БГУИР | КПКП.413565.001 | БГУИ 10188.00001 | |||||||||||||||||||||||
| Усилитель фототока | у | ||||||||||||||||||||||||
| В | Цех | Уч | РМ | Опер | Код, наименование операции | ||||||||||||||||||||
| Г | Обозначение документа | ||||||||||||||||||||||||
| Д | Код оборудования | Наименование, модель оборудования | |||||||||||||||||||||||
| Е | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | ||||||||||||||
| Л/М | Наименование детали, сборочной единицы или материала | ||||||||||||||||||||||||
| Н/М | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх. | |||||||||||||||||||
| 01 | |||||||||||||||||||||||||
| В02 | 1 | 2 | 1 | 010 | 0130 Подготовительная. | ||||||||||||||||||||
| Г03 | КПКП.60188.01242, ИОТ ИГ-70-85 для монтажников РЭА, Тг.012245.010. | ||||||||||||||||||||||||
| В04 | 2 | 2 | 1 | 020 | Комплектовочная. | ||||||||||||||||||||
| Г05 | КПКП.60188.03232, ИОТ ИГ-46-85 для комплектовщиков. | ||||||||||||||||||||||||
| О06 | Скомплектовать детали и ЭРИ согласно спецификации чертежа. | ||||||||||||||||||||||||
| Т07 | Тара цеховая 50-034. | ||||||||||||||||||||||||
| В08 | 3 | 2 | 3 | 030 | Транспортировочная. | ||||||||||||||||||||
| Г09 | КПКП.60188.02254, ИОТ ИГ-123-85 при производстве погрузочно-загрузочных работ и | ||||||||||||||||||||||||
| 10 | перемещении грузов. | ||||||||||||||||||||||||
| О11 | Транспортировать детали на участок сборки. | ||||||||||||||||||||||||
| Д12 | ДМЩ-МА-488.00.00 | Тележка. | |||||||||||||||||||||||
| Е13 | 1 | 2 | 3 | 1 | 1 | 10 | 4 | ||||||||||||||||||
| В14 | 4 | 2 | 1 | 040 | Механосборочная | ||||||||||||||||||||
| Г15 | ИОТ ИГ-75-85 | ||||||||||||||||||||||||
| О16 | Извлечь плату из тары. | ||||||||||||||||||||||||
| О17 | Осуществить контроль. | ||||||||||||||||||||||||
| О18 | Извлечь заклёпки из тары. | ||||||||||||||||||||||||
| О19 | Сделать отметку в сопроводительном документе. | ||||||||||||||||||||||||
| О20 | Подготовить к работе приспособление БМ 760-1358 согласно документации. | ||||||||||||||||||||||||
| О21 | Произвести установку заклёпок. | ||||||||||||||||||||||||
| О22 | Извлечь из тары винты, гайки, шайбы. | ||||||||||||||||||||||||
| О23 | Извлечь из тары резисторы СП5-3В ОЖО.468.539 ТУ | ||||||||||||||||||||||||
| О24 | Произвести установку резисторов R3, R4 согласно СБ. | ||||||||||||||||||||||||
| О25 | Уложить плату в тару. | ||||||||||||||||||||||||
| Т26 | Тара цеховая 50-034. | ||||||||||||||||||||||||
| О27 | Установить тару на сборочный конвейер. | ||||||||||||||||||||||||
| Д28 | ДМЩ-МА-429 | Конвейер сборочный. | |||||||||||||||||||||||
| Е29 | 3 | 1 | 5 | 3 | 10 | 3,51 | |||||||||||||||||||
| В30 | 4 | 5 | 2,3 | 050 | Заготовка ЭРЭ. | ||||||||||||||||||||
| Г31 | ДМЩ.10300.00243 | ||||||||||||||||||||||||
| О32 | Извлечь радиоэлемент из тары. | ||||||||||||||||||||||||
| О33 | Осуществить контроль. | ||||||||||||||||||||||||
| О34 | Сделать отметку в сопроводительном документе. | ||||||||||||||||||||||||
| О35 | Подготовить к работе полуавтомат согласно эксплуатационной документации. | ||||||||||||||||||||||||
| О36 | Установить радиоэлемент на матрицу полуавтомата. | ||||||||||||||||||||||||
| О37 | Обрезать, флюсовать, лудить, формовать выводы радиоэлемента на полуавтомате | ||||||||||||||||||||||||
| 38 | подготовки ЭРЭ: резисторы и диоды ГГ-24-20, производительность 3000 шт/ч; | ||||||||||||||||||||||||
| 39 | конденсаторы UNITRA PK-K-42, производительность 5000 шт/ч. | ||||||||||||||||||||||||
| Р40 | Температура припоя 235±5°С. | ||||||||||||||||||||||||
| О41 | Пересыпать ЭРЭ из сборника полуавтомата в тару. | ||||||||||||||||||||||||
| д | в | п | Разраб. | Бонцевич В.В. | |||||||||||||||||||||
| у | з | о | Проверил | Карпилович Ю.В. | |||||||||||||||||||||
| б | а | д | Нач. Бюро | ||||||||||||||||||||||
| л | м | п | Согл. БМН | ||||||||||||||||||||||
| . | . | . | Н. Контр. | ||||||||||||||||||||||
| МК | |||||||||||||||||||||||||
| БГУИ 01188.00001 | 5 | 3 | |||||||||||||||||||||||
| БГУИР | КПКП.413565.001 | БГУИ 10188.00001 | |||||||||||||||||||||||
| Усилитель фототока | у | ||||||||||||||||||||||||
| В | Цех | Уч | РМ | Опер | Код, наименование операции | ||||||||||||||||||||
| Г | Обозначение документа | ||||||||||||||||||||||||
| Д | Код оборудования | Наименование, модель оборудования | |||||||||||||||||||||||
| Е | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | ||||||||||||||
| Л/М | Наименование детали, сборочной единицы или материала | ||||||||||||||||||||||||
| Н/М | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх. | |||||||||||||||||||
| 01 | |||||||||||||||||||||||||
| О02 | Уложить плату в тару. | ||||||||||||||||||||||||
| О03 | Установить тару на сборочный конвейер. | ||||||||||||||||||||||||
| Д04 | ДМЩ-МА-429 | Конвейер сборочный. | |||||||||||||||||||||||
| Е05 | 3 | 1 | 5 | 3 | 20 | 1,32 | |||||||||||||||||||
| В06 | 4 | 5 | 7 | 060 | Монтажная. | ||||||||||||||||||||
| Г07 | ИОТ ИГ-70-85 по ТБ и ПС для монтажников РЭА. | ||||||||||||||||||||||||
| О08 | Извлечь плату из тары. | ||||||||||||||||||||||||
| О09 | Осуществить контроль. | ||||||||||||||||||||||||
| О10 | Произвести установку микросхем на плату. | ||||||||||||||||||||||||
| Д11 | Полуавтомат укладки ЗРЭ и ИМС на ПП, | ||||||||||||||||||||||||
| 12 | модель УР-10. | ||||||||||||||||||||||||
| О13 | Уложить плату в тару. | ||||||||||||||||||||||||
| Т14 | Тара цеховая 50-034. | ||||||||||||||||||||||||
| О15 | Установить тару на сборочный конвейер. | ||||||||||||||||||||||||
| Д16 | ДМЩ-МА-429 | Конвейер сборочный. | |||||||||||||||||||||||
| Е17 | 3 | 1 | 5 | 3 | 20 | 1,09 | |||||||||||||||||||
| В18 | 4 | 5 | 7 | 070 | Монтажная. | ||||||||||||||||||||
| Г19 | ИОТ ИГ-70-85 по ТБ и ПС для монтажников РЭА. | ||||||||||||||||||||||||
| О20 | Извлечь плату из тары. | ||||||||||||||||||||||||
| О21 | Осуществить контроль. | ||||||||||||||||||||||||
| О22 | Произвести установку микросхем на плату. | ||||||||||||||||||||||||
| Д23 | Полуавтомат укладки ЗРЭ и ИМС на ПП, УР-5. | ||||||||||||||||||||||||
| О24 | Уложить плату в тару. | ||||||||||||||||||||||||
| Т25 | Тара цеховая 50-034. | ||||||||||||||||||||||||
| О26 | Установить тару на сборочный конвейер. | ||||||||||||||||||||||||
| Д27 | ДМЩ-МА-429 | Конвейер сборочный. | |||||||||||||||||||||||
| Е28 | 3 | 1 | 5 | 3 | 20 | 2,13 | |||||||||||||||||||
| 29 | |||||||||||||||||||||||||
| В30 | 4 | 5 | 10 | 080 | 8862 Пайка волной припоя. | ||||||||||||||||||||
| Г31 | ИЖКС.10300.00361 | ||||||||||||||||||||||||
| О32 | Извлечь плату из тары. | ||||||||||||||||||||||||
| О33 | Осуществить контроль. | ||||||||||||||||||||||||
| О34 | Произвести пайку волной. | ||||||||||||||||||||||||
| Д35 | Линия пайки ЛПМ-300. | ||||||||||||||||||||||||
| Е36 | 3 | 2 | 4 | 3 | |||||||||||||||||||||
| О37 | Уложить плату в тару. | ||||||||||||||||||||||||
| Т38 | Тара цеховая 50-034. | ||||||||||||||||||||||||
| О39 | Установить тару на сборочный конвейер. | ||||||||||||||||||||||||
| Д40 | ДМЩ-МА-429 | Конвейер сборочный. | |||||||||||||||||||||||
| Е41 | 3 | 1 | 5 | 3 | 50 | 2,23 | |||||||||||||||||||
| д | в | п | Разраб. | Бонцевич В.В. | |||||||||||||||||||||
| у | з | о | Проверил | Карпилович Ю.В. | |||||||||||||||||||||
| б | а | д | Нач. Бюро | ||||||||||||||||||||||
| л | м | п | Согл. БМН | ||||||||||||||||||||||
| . | . | . | Н. Контр. | ||||||||||||||||||||||
| МК | |||||||||||||||||||||||||
| БГУИ 01188.00001 | 5 | 4 | |||||||||||||||||||||||
| БГУИР | КПКП.413565.001 | БГУИ 10188.00001 | |||||||||||||||||||||||
| Усилитель фототока | у | ||||||||||||||||||||||||
| В | Цех | Уч | РМ | Опер | Код, наименование операции | ||||||||||||||||||||
| Г | Обозначение документа | ||||||||||||||||||||||||
| Д | Код оборудования | Наименование, модель оборудования | |||||||||||||||||||||||
| Е | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | ||||||||||||||
| Л/М | Наименование детали, сборочной единицы или материала | ||||||||||||||||||||||||
| Н/М | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх. | |||||||||||||||||||
| 01 | |||||||||||||||||||||||||
| В02 | 4 | 090 | Монтажная. | ||||||||||||||||||||||
| Г03 | ИОТ ИГ-70-85 по ТБ и ПС для монтажников РЭА. | ||||||||||||||||||||||||
| О04 | Извлечь плату из тары. | ||||||||||||||||||||||||
| О05 | Осуществить контроль. | ||||||||||||||||||||||||
| О06 | Формовать и обрезать провод для перемычки вручную. | ||||||||||||||||||||||||
| О07 | Установить перемычки на плату согласно СБ. | ||||||||||||||||||||||||
| О08 | Флюсовать флюсом ФКТС и паять припоем ПОС-61. | ||||||||||||||||||||||||
| Т09 | Кусачки боковые 7814-16 ГОСТ 7282-76; пинцет ГОСТ 21241-89. | ||||||||||||||||||||||||
| Д10 | СМ-3 | Стол монтажника. | |||||||||||||||||||||||
| Т11 | Паяльник ПСН-40 ОСТ 4Г0.060.209. | ||||||||||||||||||||||||
| О12 | Уложить плату в тару. | ||||||||||||||||||||||||
| Т13 | Тара цеховая 50-034. | ||||||||||||||||||||||||
| О14 | Установить тару на сборочный конвейер. | ||||||||||||||||||||||||
| Д15 | ДМЩ-МА-429 | Конвейер сборочный. | |||||||||||||||||||||||
| Е16 | 3 | 1 | 5 | 3 | 5 | 3,41 | |||||||||||||||||||
| 17 | |||||||||||||||||||||||||
| В18 | 100 | 0125 Отмывка. | |||||||||||||||||||||||
| Г19 | ДМЩ.10288.00001 | ||||||||||||||||||||||||
| О20 | Извлечь плату из тары. | ||||||||||||||||||||||||
| О21 | Осуществить контроль. | ||||||||||||||||||||||||
| О22 | Установить плату в УЗ ванну. | ||||||||||||||||||||||||
| О23 | Произвести УЗ очистку. | ||||||||||||||||||||||||
| О24 | Извлечь плату из УЗ ванны. | ||||||||||||||||||||||||
| Д25 | УЗ ванна типа УЗВ-1.5. | ||||||||||||||||||||||||
| Т26 | Пинцет ГОСТ 21241-89. | ||||||||||||||||||||||||
| О27 | Уложить плату в тару. | ||||||||||||||||||||||||
| Т28 | Тара цеховая 50-034. | ||||||||||||||||||||||||
| О29 | Установить тару на сборочный конвейер. | ||||||||||||||||||||||||
| Д30 | ДМЩ-МА-429 | Конвейер сборочный. | |||||||||||||||||||||||
| Е31 | 3 | 1 | 5 | 3 | 10 | 1,32 | |||||||||||||||||||
| 32 | |||||||||||||||||||||||||
| 33 | |||||||||||||||||||||||||
| 34 | |||||||||||||||||||||||||
| 35 | |||||||||||||||||||||||||
| 36 | |||||||||||||||||||||||||
| 37 | |||||||||||||||||||||||||
| 38 | |||||||||||||||||||||||||
| 39 | |||||||||||||||||||||||||
| 40 | |||||||||||||||||||||||||
| 41 | |||||||||||||||||||||||||
| д | в | п | Разраб. | Бонцевич В.В. | |||||||||||||||||||||
| у | з | о | Проверил | Карпилович Ю.В. | |||||||||||||||||||||
| б | а | д | Нач. Бюро | ||||||||||||||||||||||
| л | м | п | Согл. БМН | ||||||||||||||||||||||
| . | . | . | Н. Контр. | ||||||||||||||||||||||
| МК | |||||||||||||||||||||||||
| БГУИ 01188.00001 | 5 | 5 | |||||||||||||||||||||||
| БГУИР | КПКП.413565.001 | БГУИ 10188.00001 | |||||||||||||||||||||||
| Усилитель фототока | у | ||||||||||||||||||||||||
| В | Цех | Уч | РМ | Опер | Код, наименование операции | ||||||||||||||||||||
| Г | Обозначение документа | ||||||||||||||||||||||||
| Д | Код оборудования | Наименование, модель оборудования | |||||||||||||||||||||||
| Е | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | ||||||||||||||
| Л/М | Наименование детали, сборочной единицы или материала | ||||||||||||||||||||||||
| Н/М | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх. | |||||||||||||||||||
| 01 | |||||||||||||||||||||||||
| В02 | 110 | 8868 Маркировочная, контрольная. | |||||||||||||||||||||||
| Г03 | ИОТ ИГ-77-85 при работе с эпоксидными смолами. | ||||||||||||||||||||||||
| О04 | Извлечь плату из тары. | ||||||||||||||||||||||||
| О05 | Осуществить контроль. | ||||||||||||||||||||||||
| О06 | Установить плату на подставку. | ||||||||||||||||||||||||
| О07 | Обезжирить место маркировки согласно чертежу спиртонефрасовой смесью 1:1. | ||||||||||||||||||||||||
| О08 | Маркировать плату согласно сборочному чертежу. | ||||||||||||||||||||||||
| О09 | Сушить краску МКЭ по режиму: Т=23±5°С, t=70…72 ч. | ||||||||||||||||||||||||
| О10 | Снять плату с подставки. | ||||||||||||||||||||||||
| Т11 | Шкаф вытяжной, подставка. | ||||||||||||||||||||||||
| О12 | Установить плату на приспособление контроля | ||||||||||||||||||||||||
| 13 | и провести визуальный и электрический контроль платы. | ||||||||||||||||||||||||
| Т14 | Приспособление визуального контроля ГГ 63669\012. | ||||||||||||||||||||||||
| О15 | Уложить плату в тару. | ||||||||||||||||||||||||
| Т16 | Тара цеховая 50-034. | ||||||||||||||||||||||||
| 17 | |||||||||||||||||||||||||
| 18 | |||||||||||||||||||||||||
| 19 | |||||||||||||||||||||||||
| 20 | |||||||||||||||||||||||||
| 21 | |||||||||||||||||||||||||
| 22 | |||||||||||||||||||||||||
| 23 | |||||||||||||||||||||||||
| 24 | |||||||||||||||||||||||||
| 25 | |||||||||||||||||||||||||
| 26 | |||||||||||||||||||||||||
| 27 | |||||||||||||||||||||||||
| 28 | |||||||||||||||||||||||||
| 29 | |||||||||||||||||||||||||
| 30 | |||||||||||||||||||||||||
| 31 | |||||||||||||||||||||||||
| 32 | |||||||||||||||||||||||||
| 33 | |||||||||||||||||||||||||
| 34 | |||||||||||||||||||||||||
| 35 | |||||||||||||||||||||||||
| 36 | |||||||||||||||||||||||||
| 37 | |||||||||||||||||||||||||
| 38 | |||||||||||||||||||||||||
| 39 | |||||||||||||||||||||||||
| 40 | |||||||||||||||||||||||||
| 41 | |||||||||||||||||||||||||
| д | в | п | Разраб. | Бонцевич В.В. | |||||||||||||||||||||
| у | з | о | Проверил | Карпилович Ю.В. | |||||||||||||||||||||
| б | а | д | Нач. Бюро | ||||||||||||||||||||||
| л | м | п | Согл. БМН | ||||||||||||||||||||||
| . | . | . | Н. Контр. | ||||||||||||||||||||||
| МК | |||||||||||||||||||||||||
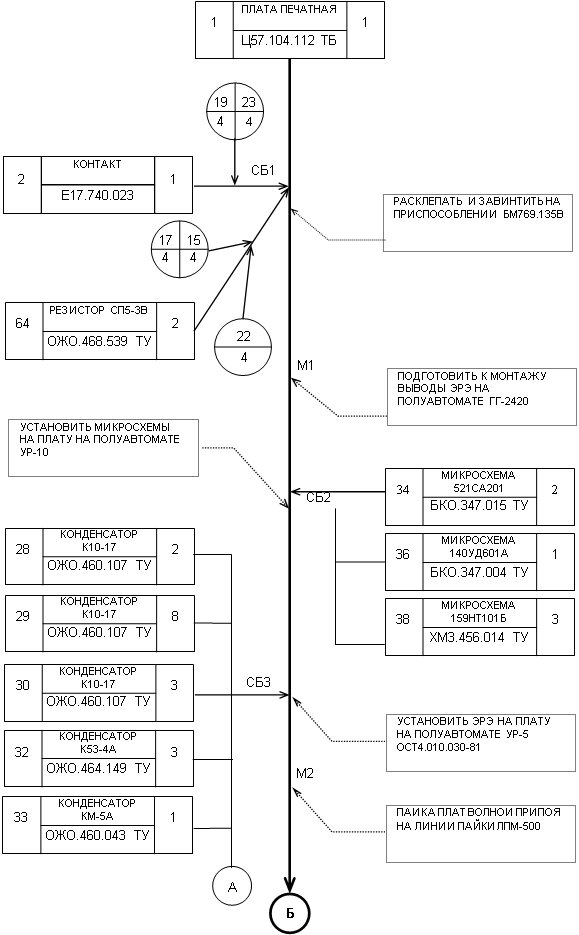
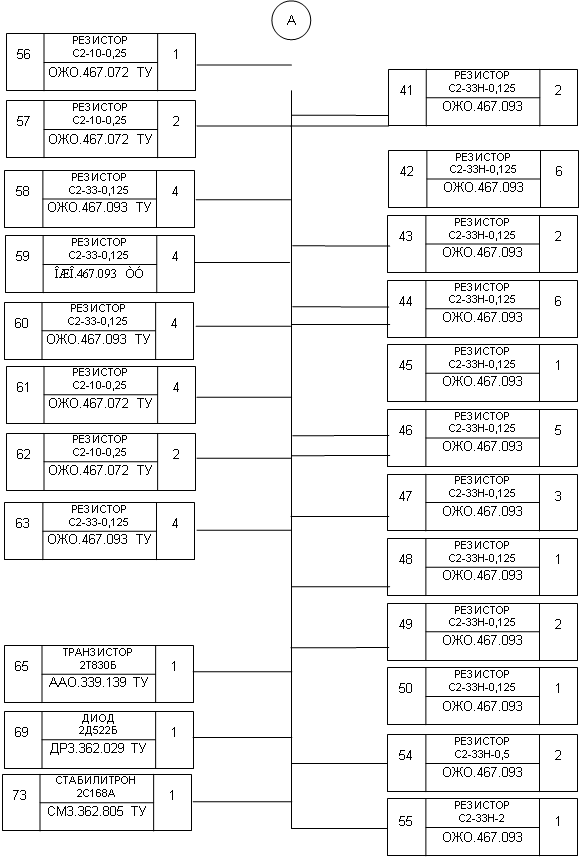
Приложение Б. Технологическая схема сборки блока усилителя фототока
![]()
![]()
![]()
|
|
|
|
 Приложение В
Приложение В Графическая часть
Похожие работы
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...

... АРУ и дифференциальным выходом. Модель PROM-155 дополнительно имеет встроенный усилитель-ограничитель и PECL – выход отсутствия сигнала в линии. Модули предназначены для работы в цифровых волоконно-оптических линиях связи со скоростью передачи информации 2..155 Мбит/c. Технические характеристики оптических модулей приведены в табл. 1.3. Таблица 1.3 – Технические характеристики оптических ...
... быть рассчитаны по формулам: Годовая прибыль при запланированном уровне рентабельности составит: 8. Мероприятия по охране труда В данном дипломном проекте требуется разработать передающее устройство одноволоконной оптической системы передачи, рассчитанной на работу с длиной волны 0.85 мкм, которая относится к ближнему инфракрасному диапазону излучения. Поскольку передающее устройство ...
0 комментариев