Навигация
Анализ вариантов маршрутной технологии, выбор технологического оборудования и проектирование технологического процесса
37087
знаков
9
таблиц
4
изображения
3. Анализ вариантов маршрутной технологии, выбор технологического оборудования и проектирование технологического процесса
При разработке маршрутной технологии необходимо руководствоваться следующим:
при поточной сборке разбивка процесса на операции определяется тактом выпуска (ритмом сборки), причем время, затрачиваемое на выполнение каждой операции, должно быть равно или кратно ритму;
предшествующие операции не должны затруднять выполнение последующих;
на каждом рабочем месте должна выполняться однородная по характеру и технологически законченная работа;
после наиболее ответственных операций сборки, а также после регулировки или наладки предусматривают контрольные операции;
применяют более совершенные формы организации производства - непрерывные и групповые поточные линии, линии и участки гибкого автоматизированного производства (ГАП).
При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267, ред. 1-81, прил. 3,4).
Средства технологического оснащения, используемые при изготовлении изделий, согласно ГОСТ 14.301-73 включают:
технологическое оборудование (в том числе контрольное и испытательное);
технологическую оснастку (в том числе инструмент и контрольные приспособления);
средства механизации и автоматизации производственного процесса.
Затраты на реализацию технологического процесса в установленный промежуток времени при заданном качестве изделий должны быть представлены в виде отношений: основных времен, штучных времен, приведенных затрат на выполнение работ. Лучшим вариантом считается тот, значения показателей которого минимальные.
Выбор вариантов оборудования, характеризующихся степенью механизации и автоматизации, должен проводиться исходя из следующих условий:
приведенные затраты на выполнение технологического процесса - минимальные;
период окупаемости оборудования - минимальный.
Важным показателем правильности выбора технологического оборудования является коэффициент загрузки и использования оборудования по основному времени. Коэффициент загрузки оборудования ![]() определяется как отношение расчетного количества единиц оборудования по данной операции
определяется как отношение расчетного количества единиц оборудования по данной операции ![]() к принятому (фактическому) количеству
к принятому (фактическому) количеству ![]() :
:
![]() (14)
(14)
Расчетное количество единиц оборудования (рабочих мест) определяется как отношение штучного времени данной операции ![]() к такту выпуска
к такту выпуска ![]() :
:
![]() (15)
(15)
Штучное время, затрачиваемое на каждую сборку:
![]() , (16)
, (16)
где: ![]() - коэффициент, зависящий от группы сложности аппаратуры и типа производства(
- коэффициент, зависящий от группы сложности аппаратуры и типа производства(![]() ).
).
![]() - коэффициент, учитывающий подготовительно-заключительное время и время обслуживания в % от оперативного времени (
- коэффициент, учитывающий подготовительно-заключительное время и время обслуживания в % от оперативного времени (![]() ).
).
![]() - коэффициент, учитывающий долю времени на перерывы в работе в % от оперативного времени, зависит от сложности выполняемой работы и условий труда (
- коэффициент, учитывающий долю времени на перерывы в работе в % от оперативного времени, зависит от сложности выполняемой работы и условий труда (![]() ).
).
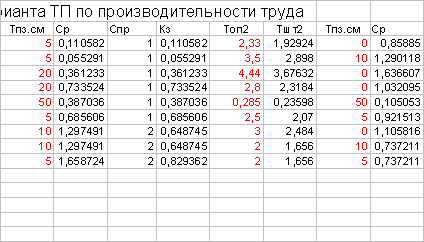
Результаты расчетов штучного времени сведены в таблицу 2.
Таблица 2 - Результаты расчетов штучного времени
| Вариант 1 | Вариант 2 | ||||||||
| № | Последовательность операций | Оборудование и оснастка |
|
|
| Оборудование и оснастка |
|
|
|
| мин. | мин. | ||||||||
| 010 | Подготовительная | - | - | - | - | - | - | - | - |
| 020 | Комплектовочная | - | - | - | - | - | - | - | - |
| 030 | Транспортировочная | - | - | - | 4 | - | - | - | 4 |
| 040 | Механосборочная | Приспособление БМ 769-1358 | 2,91 | 3,93 | 10 | Разклепочник цеховой, ключ, отвёртка | 5,0 | 6,76 | - |
| 050 | Подготовка ЭРЭ к монтажу | Полуавтомат ГГ-2420 | 0,98 | 1,32 | 20 | Приспособление | 5,0 | 6,76 | 10 |
| 060 | Установка микросхем на плату | Полуавтомат УР-10 | 1,01 | 1,36 | 20 | Стол монтажныйСМ-3 Пинцет ГГ-7879-4215 | 10 | 13,51 | - |
| 070 | Установка ЭРЭ на плату | Полуавтомат ГГ-24-20, UNITRA PK-K -42 | 1,99 | 2,69 | 20 | Пинцет ГГ-7879-4215 | 2,8 | 3,78 | - |
| 080 | Пайка плат волной припоя | Линия пайки ЛПМ-500 | 1,86 | 2,51 | 50 | Установка пайки ПАП-300 | 2,01 | 2,72 | 50 |
| 090 | Пайка перемычек | Паяльник ПСН-40 Стол СМ-3 | 3,52 | 4,76 | 5 | Паяльник ПСН-40, Стол СМ-3 | 3,52 | 4,76 | 5 |
| 100 | Очистка плат | УЗ ванна УЗВ-1.5 | 0,98 | 1,32 | 10 | Ванна цеховая, щеэжхз-0тка | 3,10 | 4,19 | - |
| 110 | Маркировка, контроль | Приспособление визуального контроля ГГ 63669\012 | 1,95 | 2,63 | 5 | Приспособление визуального контроля ГГ 63669\012 | 1,95 | 2,63 | 5 |
| Итого: | 15,2 | 20,5 | 144,0 | 33,4 | 45,1 | 74,0 | |||
Расчетное количество единиц оборудования и коэффициента загрузки оборудования по операциям в зависимости от варианта приведены в таблице 3.
Таблица 3 - Расчётное количество единиц оборудования и коэффициента загрузки оборудования по операциям
| № | Вариант 1 | Вариант 2 | ||||||
| опер. |
|
|
|
|
|
|
|
|
| 010 | - | - | - | - | - | - | - | - |
| 020 | - | - | - | - | - | - | - | - |
| 030 | - | - | - | - | - | - | - | - |
| 040 | 3,93 | 3,359 | 3 | 1,120 | 6,76 | 5,778 | 6 | 0,963 |
| 050 | 1,32 | 1,128 | 1 | 1,128 | 6,76 | 5,778 | 6 | 0,963 |
| 060 | 1,36 | 1,162 | 1 | 1,162 | 13,51 | 11,547 | 12 | 0,962 |
| 070 | 2,69 | 2,299 | 2 | 1,150 | 3,78 | 3,231 | 3 | 1,077 |
| 080 | 2,51 | 2,145 | 2 | 1,073 | 2,72 | 2,325 | 2 | 1,163 |
| 090 | 4,76 | 4,068 | 4 | 1,017 | 4,76 | 4,068 | 4 | 1,017 |
| 100 | 1,32 | 1,128 | 1 | 1,128 | 4,19 | 3,581 | 4 | 0,895 |
| 110 | 2,63 | 2,248 | 2 | 1,124 | 2,63 | 2,248 | 2 | 1,124 |
| Всего: | 20,52 | 17,537 | 16 | 1,096 | 45,11 | 38,556 | 39 | 0,989 |
Для выбора подсчитаем штучно-калькуляционное время для каждого варианта по формуле:
 , (17)
, (17)
где: ![]() - штучно-калькуляционное время i операции сборки;
- штучно-калькуляционное время i операции сборки;
![]() - штучное время, затрачиваемое на i сборку;
- штучное время, затрачиваемое на i сборку;
![]() - подготовительно-заключительное время, которое затрачивается на ознакомление с чертежами, получение инструмента, подготовку и наладку оборудования и выдается на всю программу выпуска;
- подготовительно-заключительное время, которое затрачивается на ознакомление с чертежами, получение инструмента, подготовку и наладку оборудования и выдается на всю программу выпуска;
![]() - число операций ТП.
- число операций ТП.
![]() 20,52+(144x1x254)/101500= 20,880, (18)
20,52+(144x1x254)/101500= 20,880, (18)
![]() 45,11+(74x1x254)/101500= 45,295, (19)
45,11+(74x1x254)/101500= 45,295, (19)
Таким образом ![]() т.е. первый вариант ТП оказался более предпочтительным для данного размера партии.
т.е. первый вариант ТП оказался более предпочтительным для данного размера партии.
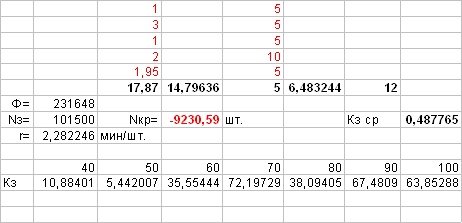
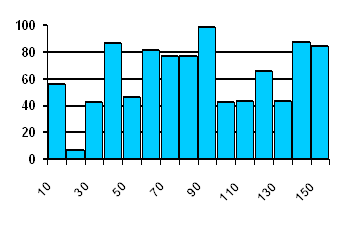
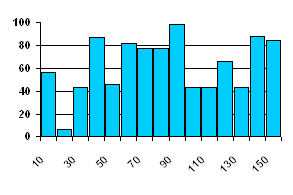
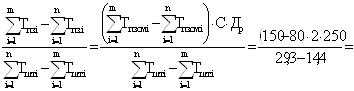
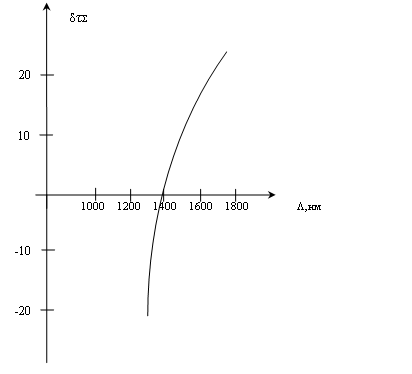
Рассчитаем критический размер партии ![]() :
:
 723, (20)
723, (20)
где ![]() - число операций по 1 и по 2 варианту ТП соответственно.
- число операций по 1 и по 2 варианту ТП соответственно.
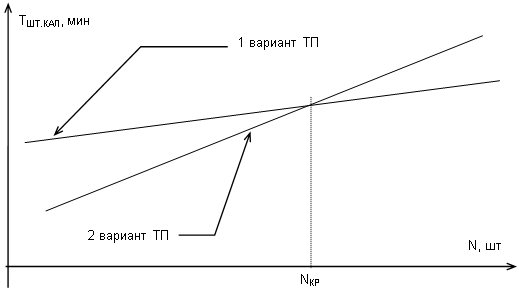
Рисунок 1 - Определение критической партии.
Похожие работы
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...

... АРУ и дифференциальным выходом. Модель PROM-155 дополнительно имеет встроенный усилитель-ограничитель и PECL – выход отсутствия сигнала в линии. Модули предназначены для работы в цифровых волоконно-оптических линиях связи со скоростью передачи информации 2..155 Мбит/c. Технические характеристики оптических модулей приведены в табл. 1.3. Таблица 1.3 – Технические характеристики оптических ...
... быть рассчитаны по формулам: Годовая прибыль при запланированном уровне рентабельности составит: 8. Мероприятия по охране труда В данном дипломном проекте требуется разработать передающее устройство одноволоконной оптической системы передачи, рассчитанной на работу с длиной волны 0.85 мкм, которая относится к ближнему инфракрасному диапазону излучения. Поскольку передающее устройство ...
0 комментариев