АНАЛИТИЧЕСКИЙ ОБЗОР
Устройство для вырезки балласта из-под рельсошпальной решетки
Устройство для выгребания старого балласта
Определение основных параметров
Мощность привода
Определение количества болтов крепления ножа отвала
Расчет шарнира соединяющего два отвала
Определение ширины ленты
Выбор коэффициентов и определение местных сил сопротивлений движению
Исходные данные
Ежедневная производительность ПМС
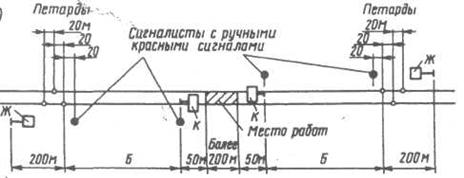
График производства работ в «окно» при среднем ремонте пути
Численность рабочих занятых при проведении работ в «окно»
ОХРАНА ТРУДА
Защита от вибрации кресла машиниста
Навигация
Выбор коэффициентов и определение местных сил сопротивлений движению
Разработка оборудования для вырезки балласта на базе машины ЩОМ-Д
57721
знак
11
таблиц
26
изображений
2.4.5 Выбор коэффициентов и определение местных сил сопротивлений движению
Силы сопротивления движению на отдельных участках трассы зависят от величины коэффициентов сопротивления w. Коэффициент сопротивления движению отличается для грузовой и холостой ветвей. Для тяжелых условий работы приняты [10]: w = 0,035 для грузовой ветви и w ! = 0,032 для холостой ветви.
Соответственно приняты следующие коэффициенты: wП1 = 0,035 – приводного барабана; wП2 = 0,07 – натяжного барабана.
Сила сопротивления в пункте загрузки WЗ. У
 (2.53)
(2.53)
где fЛ – коэффициент трения груза о ленту, fЛ = 0,46 [10]; v0 – скорость материала при загрузке, v0 = 0,42 м/с; β – угол наклона конвейера к горизонту, β = 00; k – коэффициент бокового давления груза на направляющие борта, k=0,8 [10]; f – коэффициент трения груза о направляющие борта, f=0,4 [10].

Условие ограничения стрелы провиса холостой ветви:
![]() , (2.54)
, (2.54)
где g – ускорение свободного падения, g = 9,81 м/с 2; ![]() длина конвейера,
длина конвейера, ![]() .
.
![]() .
.
Окончательно SMIN =S1 принято 1736 Н.
Натяжение в точке 2:
![]() (2.55)
(2.55)
![]()
Натяжение в точке 3:
![]() (2.56)
(2.56)
![]()
Натяжение в точке 4:
![]() , (2.57)
, (2.57)
![]() .
.
2.4.6 Определение мощности двигателя
Для исключения пробуксовывания ленты при всех режимах работы конвейера коэффициент запаса привода по сцеплению kСЦ должен быть в пределах 1,3-1,4 [10].
Тяговое усилие привода:
 (2.58)
(2.58)
Тяговый коэффициент:
 , (2.59)
, (2.59)
где SНБ - натяжение набегающей ветви приводного барабана, SНБ =S4=1937 Н;
SСБ - натяжение сбегающей ветви приводного барабана, Sсб=S1=1736 Н; kcц- коэффициент запаса привода по сцеплению, kCЦ =1,3; μ0 - коэффициент трения ленты по барабану без футеровки в сухом помещении, μо = 0,3.
Мощность на приводном валу конвейера ![]() :
:
 (2.60)
(2.60)
где F0 - тяговое усилие привода, Н:
F0 = SНБ – SСБ = 1937 – 1736 = 201 Н;
![]() КПД приводного барабана,
КПД приводного барабана, ![]() :
:
 .
.
Мощность привода конвейера ![]() :
:
 (2.61)
(2.61)
где ![]() коэффициент запаса,
коэффициент запаса, ![]() ;
; ![]() КПД передач от двигателя к приводному валу,
КПД передач от двигателя к приводному валу, ![]() .
.
 .
.
По каталогу выбираем мотор – барабан МБ – 2 с ![]() .
.
3 ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ПУТЕВЫХ РАБОТ ПО РЕМОНТУ ПУТИ
В настоящее время для всех основных видов путевых работ разработаны технологические процессы, в которых предусмотрено использование современных машин и механизмов, прогрессивных норм, учитываются условия движения поездов и т.д. Однако, плановые технические процессы не учитывают все многообразие местных условий. Поэтому в производственных условиях приходится в каждом конкретном случае разрабатывать рабочие технологические процессы. До начала проектирования рабочего технологического процесса необходимо изучить организацию и технологию производства отдельных работ с учетом использования передовых приемов работ и новейших высокопроизводительных машин и механизмов, знать целесообразную расстановку рабочих по отдельным операциям, изучать последовательность выполнения работ с целью исключения повторности их выполнения, четко представлять себе устройство и работу применяемых машин, изучить правила техники безопасности и безопасности движения поездов при производстве работ в «окно» [7].
Похожие работы
... для отделения засорителей. Очищенный щебень возвращается в путь, а засорители грузятся в составы для засорителей СЗ-240-6 и вывозятся с перегона. · Выработка машины ЩОМ-1200 по очистке щебеночного балласта с укладкой геотекстиля составляет 220 м в час. Выправка пути со сплошной подбивкой шпал производится: · Машиной ВПО-3000 в плане и по уровню сразу после укладки · рельсошпальной решетки ...
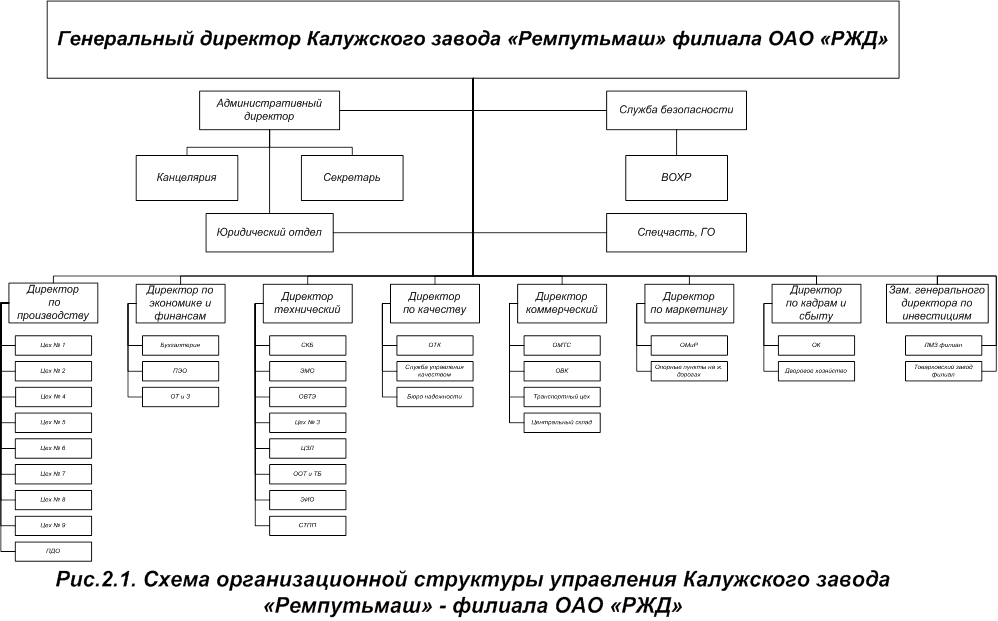


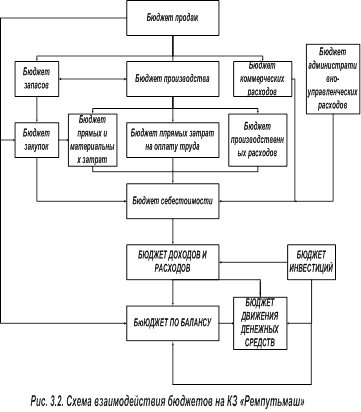
... электроэнергии. В целях снижения затрат на ее оплату предлагается установить счетчики по каждому производственному участку, а не по корпусам, как это происходит сейчас. Глава 3. Совершенствование управления затратами предприятия посредством внедрения процессов бюджетирования. 3.1. Внедрение бюджетирования на КЗ «Ремпутьмаш» Как уже говорилось в первой главе, в настоящее время в системе ...
0 комментариев