Навигация
Проектирование зенкера и протяжки
12650
знаков
0
таблиц
12
изображений
Реферат
Проектирование зенкера и протяжки
1. Проектирование зенкера
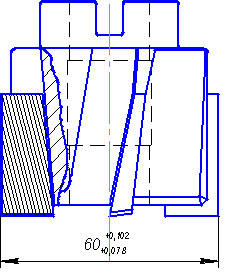
Необходимо спроектировать зенкер сборный насадной со вставными ножами.
1.1 Выбор типа зенкера
Зенкер – осевой режущий инструмент, предназначенный для повышения точности формы отверстия, полученного после сверления, ковки, отливки и т.д.
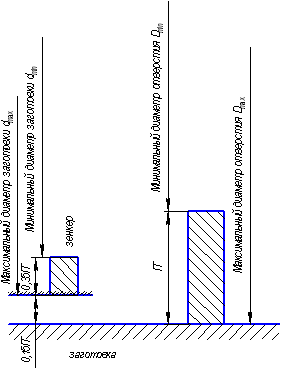
Требуемы квалитет Н10, следовательно, этот зенкер предназначен для чистовой, т.е. окончательной обработки отверстия (зенкер №2), поэтому диаметр его принимаем с учётом припусков отверстия, увеличения диаметра и припуска на изнашивание. Рассчитаем предельные отклонения диаметра зенкера для требуемого поля допуска отверстия: рассчитаем максимальный и минимальный диаметры зенкера для обрабатываемого отверстия 60Н10 (![]() ), следовательно номинальный диаметр отверстия 60,000 мм, максимальный диаметр 60,12 мм, допуск диаметра отверстия (IT), соответствующий данному допуску Н10, составляет 0,12 мм;
), следовательно номинальный диаметр отверстия 60,000 мм, максимальный диаметр 60,12 мм, допуск диаметра отверстия (IT), соответствующий данному допуску Н10, составляет 0,12 мм;
![]()
максимальный диаметр зенкера
![]()
1.2 Выбор материала режущей части
Режущую часть зенкера выполняют из пластинок из твердого сплава ВК6-М по ГОСТ 3882-74, твердость НRА 88,5. Зенкеры с пластинками из твердого сплава выдерживают большую скорость резания, осевую составляющую силы резания, больший крутящий момент, в отличие от зенкеров из быстрорежущих сталей, так как рабочая часть у таких зенкеров полностью выполняется из быстрорежущих сталей, а крепление к хвостовику осуществляется посредством сварки. В месте сварного шва возможны такие дефекты как: раковины, непровары, поджог, пережег металла и т.д., что является недопустимым, такие дефекты являются трудно предсказуемыми. Поэтому целесообразно весь корпус зенкера изготавливать из одного материала. Наличие твердосплавных пластинок позволяет изготавливать корпус зенкера из более дешевых конструкционных сталей (например, сталь 40Х, 40ХН, 45, 45Х и т.д.).
1.3 Расчёт режимов резания
При назначении элементов режимов резания следует учитывать характер обработки, тип инструмента, материал его режущей части, материал заготовки.
Глубина резания:
Принимаем, что диаметр отверстия, полученный на предыдущей операции d=54, при окончательной(чистовой) обработке зенкерованием
t=0,5(D-d) t=0,5(60-54)=3(мм)
Подача:
Подачу определяем по таблице 26[3].
Так как диаметр зенкера 60мм, а материал обрабатываемой детали – чугун, следовательно подача на оборот S=1,8-2,2, принимаем S=2 мм/об.
Скорость резания:
Рассчитывается по эмпирическим формулам, установленным для каждого вида обработки. Скорость резания при зенкеровании
![]() ,
,
где t – глубина резания, S – величина подачи, Т – период стойкости. Необходимые данные для определения скорости резания выбираем по табл.29 [3] и период стойкости по табл.30 [3].
![]()
![]()
![]()
![]()
![]()
![]()
Для получения действительного значения скорости необходимо ввести поправочный коэффициент, учитывающий фактические условия резания, ![]() -произведение ряда коэффициентов
-произведение ряда коэффициентов ![]() , где
, где ![]() коэффициент, учитывающий качество обрабатываемого материала, по табл.1[1]
коэффициент, учитывающий качество обрабатываемого материала, по табл.1[1]
![]() ,
,
где ![]() -показатель степени по табл.2 [3]
-показатель степени по табл.2 [3]
![]() ,
, ![]() -коэффициент, учитывающий глубину зенкерования по табл. 31 [3]
-коэффициент, учитывающий глубину зенкерования по табл. 31 [3] ![]() .
. ![]() -коэффициент, учитывающий качество материала инструмента по табл.6 [1]
-коэффициент, учитывающий качество материала инструмента по табл.6 [1] ![]() .
.
![]()
![]()
Определяем крутящий момент и осевую силу
![]() , значения составляющих этого уравнения определяем по таблице 32 [1]
, значения составляющих этого уравнения определяем по таблице 32 [1] ![]()
![]()
![]()
![]() ,
, ![]() коэффициент, учитывающий фактические условия обработки заготовки по таблице 9 [3] для чугуна
коэффициент, учитывающий фактические условия обработки заготовки по таблице 9 [3] для чугуна
![]() .
.
![]()
Осевая сила
![]() ,
,
значения составляющих уравнения берём по таблице 32 [3]
![]()
![]()
![]()
![]()
![]()
Похожие работы
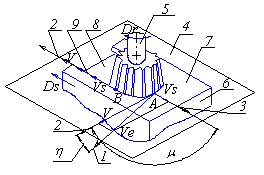
... Примечание. В стандартных обозначениях координатных плоскостей применяются индексы, которые отвечают системе (рис. 13, 14): „і” - в ІСК; „с” - в ССК; „к” - в КСК. Например, Pvc - основная плоскость ССК, Pvk - основная плоскость КСК. В курсе «Теория резания» и технической литературе все обозначения координатных плоскостей в статической системе координат принято применять без индекса „с”. Например ...
... технологическую оснастку. Применение системы «максимум-минимум» упорядочивает работу инструментального хозяйства. 2. Методология расчета в инструментальном хозяйстве 2.1 Планирование потребности в инструменте (массовое производство) Необходимым, условием рациональной организации инструментального хозяйства является определение потребности предприятия в инструменте и технологической ...
... с целью получения готовой детали или полуфабриката. Подразделяется: по типу применения – на ручной и машинный (станочный), строительный, монтажный, и т. д. по типу обрабатываемого материала – металлорежущий, дереворежущий, и т. д., по типу применяемого материала – быстрорежущий, для высокоскоростной обработки, и т. д., по типу обрабатываемой детали – зуборезный, резьбообразующий, и т. д., ...





... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...
0 комментариев