Навигация
Определяем геометрические параметры и конструктивные элементы зенкера
12650
знаков
0
таблиц
12
изображений
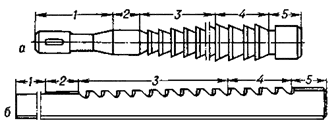
1.4 Определяем геометрические параметры и конструктивные элементы зенкера
Поскольку необходимо обработать деталь из материала СЧ15: задний угол α=8°, передний угол γ=6°, угол наклона винтовой канавки обычно принимается у насадных сборных зенкеров ω=12°. Угол в плане φ принимается равным 90°, так как обрабатываем глухое отверстие в соотв. с эскизом. По ГОСТ 12510-71 длина рабочей части зенкера 42мм, длина насадной части 55мм – выбираются в зависимости от диаметра обрабатываемого отверстия, число ножей z=4, ширина ножа B=14,5мм, диаметр концевой части D1=38мм.[2].
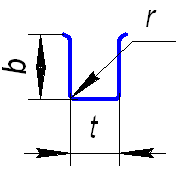
Диаметр цилиндрического отверстия d0=22мм, длина паза t=9,5мм, ширина паза b=7,4Н10, радиус дна паза R=0,8. табл. 17[2].

2.4 Размеры ножей 2-32-14: длина режущей части L=32,8мм, ширина B=14,5мм, остальные по табл.18 [2].
3.4 Технические требования к зенкерам, оснащённым ножами из твёрдого сплава, принимаем по ГОСТ 12510-71.
4.4 Выполняем рабочий чертёж зенкера с указанием основных технических требований.
2. Проектирование протяжки
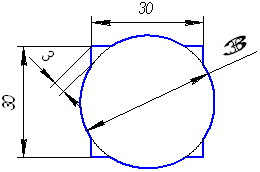
Необходимо спроектировать протяжку для обработки квадратного отверстия 30х30Н7 длиной 40мм.
2.1 Протяжки – специальный инструмент, предназначаемы для обработки одной или нескольких деталей одной классификационной группы
В зависимости от способа приложения рабочего усилия внутренние протяжки разделяют на следующие виды:
1) собственно протяжки, кода усилием станка инструмент протаскивается сквозь предварительно обработанное отверстие;
2) прошивки, когда усилием станка или пресса инструмент продавливается сквозь предварительно обработанное отверстие.
Выбираем профильную схему резания
2.2 Расчёт припусков на протягивание
Для протяжек с замкнутыми или разделёнными режущими кромками в случае просверленного отверстия припуск определяют по формуле:
![]() ,
,
где ![]() -припуск на диаметр, А-припуск на сторону, равный толщине слоя металла, снимаемого протяжкой, -диаметр предварительно просверленного отверстия,
-припуск на диаметр, А-припуск на сторону, равный толщине слоя металла, снимаемого протяжкой, -диаметр предварительно просверленного отверстия, ![]() -диаметр протягиваемого отверстия.
-диаметр протягиваемого отверстия.

Так как отверстие для протягивании – квадратное, то диаметр его – это есть диагональ квадрата стороной 30(по условию) ![]()
![]() .
.
2.3 Толщина стружки и подъём зубьев
Толщину стружки и подъём зубьев протяжки выбирают в соответствии с характеристиками обрабатываемого материала, требуемым качество детали, прочностью протяжки, усилием станка, возможностью размещения стружки в канавках и принятой скоростью протягивания.
Подъёмом на зуб a называют разность высот двух соседних зубьев протяжки, представляющую собой толщину среза снимаемого каждый последующим зубом протяжки.
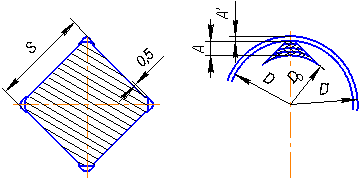
Так как расстояние между гранями в протяжке S=30мм, то подъём на зуб из табл.4 [2] a=0,15
2.4 Схема снятия стружки
Схема резания при протягивании определяет принятый порядок последовательности срезания припуска на протягивание, однако на конструкцию протяжек влияет метод образования поверхностей протягиванием. Применяем метод протягивания – метод подобия, когда все зубья протяжки имеют форму, подобную окончательно обработанной поверхности, срезающей стружку эквидистантными слоями.
2.5 Элементы режущей части протяжки
Выбор углов резания:
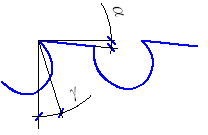
Для обрабатываемой детали из Стали 45(по условию), выбираем передний угол γ=15°, величина заднего угла для внутренних протяжек рекомендуется брать: для черновых зубьев α=3°, для чистовых α=2°, для калибрующих α=1°.
2.6 Черновые зубья
Черновые зубья протяжки срезают основную массу припуска.
Число черновых зубьев протяжки:
![]() ,
,
где А – общий припуск на сторону, ![]() -припуск на сторону, оставляемы для чистовых зубьев, а – подъём на зуб
-припуск на сторону, оставляемы для чистовых зубьев, а – подъём на зуб ![]() .
.
2.7 Шаг черновых зубьев
Шаг черновых зубьев протяжек одинарного резания при протягивании обычных отверстий определяют по формуле
![]() ,
,
где L – длина протягиваемого отверстия
t=9(мм).
Длина режущей части
![]()
2.8 Глубина впадины стружечной канавки
![]() ,
,
где ![]() коэффициент вмещаемости стружки, берётся из табл.11 [2]. При подъёме на зуб 0,15 и переднем угле γ=15°
коэффициент вмещаемости стружки, берётся из табл.11 [2]. При подъёме на зуб 0,15 и переднем угле γ=15° ![]()
![]()
Похожие работы
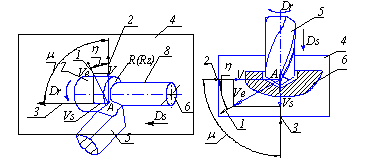
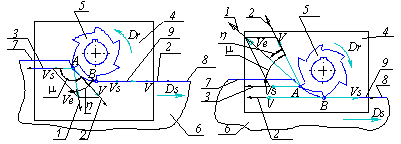
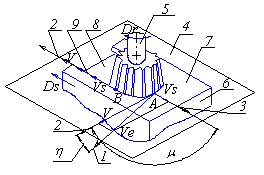
... Примечание. В стандартных обозначениях координатных плоскостей применяются индексы, которые отвечают системе (рис. 13, 14): „і” - в ІСК; „с” - в ССК; „к” - в КСК. Например, Pvc - основная плоскость ССК, Pvk - основная плоскость КСК. В курсе «Теория резания» и технической литературе все обозначения координатных плоскостей в статической системе координат принято применять без индекса „с”. Например ...
... технологическую оснастку. Применение системы «максимум-минимум» упорядочивает работу инструментального хозяйства. 2. Методология расчета в инструментальном хозяйстве 2.1 Планирование потребности в инструменте (массовое производство) Необходимым, условием рациональной организации инструментального хозяйства является определение потребности предприятия в инструменте и технологической ...
... с целью получения готовой детали или полуфабриката. Подразделяется: по типу применения – на ручной и машинный (станочный), строительный, монтажный, и т. д. по типу обрабатываемого материала – металлорежущий, дереворежущий, и т. д., по типу применяемого материала – быстрорежущий, для высокоскоростной обработки, и т. д., по типу обрабатываемой детали – зуборезный, резьбообразующий, и т. д., ...





... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...
0 комментариев