º
Фазовые и структурные превращения при плазменном нагреве металлов
Способы плазменного поверхностного упрочнения
Плазменное легирование поверхностных слоев металла
Р=2кВ; 2. Р=3кВ; 3. Р=4кВ; 5. Р=6кВ; 6. Р=8кВ
Плазменное упрочнение в сочетании с другими способами воздействия на металлы
Свойства сталей после плазменного упрочнения
Плазменная закалка
Объемная закалка /сталь 45/; 2. плазменная закалка без оплавления/45/;
Навигация
Плазменное легирование поверхностных слоев металла
Плазменное поверхностное упрочнение металлов
146065
знаков
37
таблиц
47
изображений
2.3.1. Плазменное легирование поверхностных слоев металла.
Одной из разновидностей плазменного поверхностного упрочнения является легирование поверхностного слоя металла из твердой, жидкой и газовой фазы [24-26].
Плазменное поверхностное легирование из газовой фазы
В работе, [24] исследован процесс плазменного поверхностного упрочнения с применением активных плазмообразующих газов на низкоуглеродистых конструкционных сталях. В общем виде механизм упрочнения можно представить следующим образом: при нагреве поверхностного слоя азотосодержащей плазменной струей (дугой) происходит насыщение металла азотом из плазмы. При последующем скоростном охлаждении образуются заключенные структуры, легированные азотом. Плазменное азотирование из газовой фазы проводится как с оплавлением поверхности так и без оплавления [24]. Кроме азотирования возможно проводить цементацию, нитроцементацию [21, 24, 42, 43].
Установлено [24], что при 60 % добавке азота к аргону начинает протекать процесс азотирования. На поверхности стали 20 образуется диффузионный слой со структурой γ1- фазы (Fe4N) и азотистой α- фазы, рис. 2.32. Однако наиболее интенсивно поверхностный слой насыщается азотом при 80-100 % содержании азота в плазмообразующем газе. В результате чего формируется слой внутреннего азотирования протяженностью 0,02-0,04 мм. Кроме стали 20, 45 в работе [24] исследовалась сталь 9ХФ. Обработка стали 9ХФ плазменной струей (100 % азота) приводит к перераспределению легирующих элементов V,Сr, Мn. Наиболее интенсивное перераспределение происходит в центре упрочненной зоны, так содержание марганца
повышается до 1,5% (0,45 в исходном), хрома до 0,83 % (0,6 % в исходном), ванадия до 0,31 (0,25 в исходном). Рентгенофазовый анализ показал наличие цементита, высокоазотистых нитридов Fe2N нитридов хрома при 18 % содержании остаточного аустенита.
При упрочнении плазмой сложного состава (80 % N2 +10 %Аr+ 10 % СО2) содержание углерода в поверхностной зоне карбонитридного слоя полученного на стали 20, достигает 0,3 % [24]. Толщина карбидной зоны 0,03-0,04 мм, а микротвердость 7800-8000 МПа при общей глубине упрочненного слоя 0,8 мм. По мнению [24] в упрочненном слое также возможно образование оксикарбонитридной фазы.
При обработке стали 20 азотосодержащей плазменной струей с оплавлением поверхности упрочненный слой имеет структуру ε и γ ́- фаз, соответствующих твердому раствору на базе нитридов Fе2N и Fе4N, рис.2.33. При травлении этот слой выявляется в виде светлой полоски, толщиной ≈ 0,1 мм с микротвердостью 6200-6500 Мпа. Ниже поверхностного слоя располагается диффузионная зона со структурой γ ́- фазы ( Fе4N) и α- фазы, где наблюдается провал микротвердости до 4200-3800 Мпа. Непосредственно к диффузионному слою премыкает нетравящийся слой с аномально высокой микротвердостью 12500-13000 Мпа. Это связано с увеличением содержания углерода в этом слое, по сравнению с основным металлом, рис. 2.34. Увеличение содержания углерода способствует повышению устойчивости аустенита при охлаждении и, как следствие, образование карбидного мартенсита инебольшого количества остаточного аустенита (≈7 %), рис.2.35. Общая глубина упрочнения составила 0,8 мм., а азотированного слоя – 0,35 мм.

Рис. 2.32. Распределение микротвердости по глубине азотированного слоя (а) и рентгенограмма поверхностной нитридной зоны на стали 20 (без оплавления)
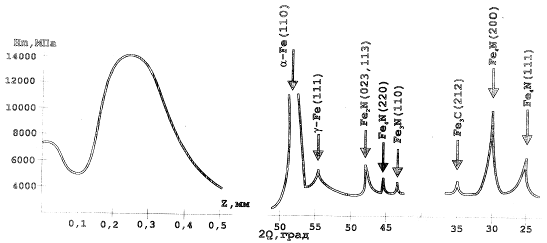
Рис. 2.33. Распределение микротвердости по глубине азотированного слоя (а) и рентгенограмма поверхностной нитридной зоны (б) на стали 20 (с оплавлением поверхности)

Рис. 2.34. Распределение углеродов в упрочненном слое стали 20 при обработке азотной плазменной струей (с оплавлением поверхности)
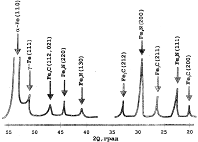
Рис. 2.35. Рентгенограмма зоны внутреннего азотирования на стали 20 при обработке азотной плазменной струей с оплавлением поверхности
Дальнейшее увеличение мощности плазменной азотосодержащей струи при упрочнении с оплавлением поверхности вызывает интенсивное порообразование. Происходит «азотное кипение» ванны расплавленного металла, что связано с увеличением скорости поглощения азота поверхностью из плазмы (предел растворимости азота в стали наступает почти мгновенно [24].
Распределение содержания азота по глубине диффузионных слоев снижается от поверхности к сердцевине основного металла, рис.2.36.
В работе [24] определены величины и знак остаточных напряжений после плазменного азотирования стали 20,9ХФ. Максимальные сжимающие напряжение зафиксированы в зоне нитридных фаз (на глубине 30 мкм).
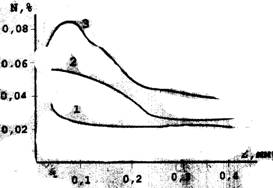
Рис. 2.36. Распределение содержания азота по глубине азотированного слоя на стали 20
1. обработка без оплавления
2. обработка с оплавлением
3. обработка с парообразованием
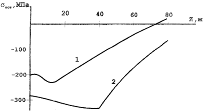
Рис. 2.37. Распределение остаточных напряженийпо глубине азотированного слоя на стали 20
1. обработка без оплавления;
2. обработка с оплавлением.
Таким образом, использование активных плазмообразующих газов позволяет за доли секунды проводить химико-термическую обработку поверхностного слоя, как с оплавлением поверхности, так и без оплавления. Глубина легированного слоя в зависимости от режимов упрочнения может достигать 0,2-0,5 мм с микротвердостью на стали 20 6500-1300 Мпа, что значительно выше, чем при простой плазменной закалке.
Плазменное легирование из твердой фазы. Цементация.
В работах [26, 44] рассмотрены вопросы плазменной поверхностной цемента фазы. Сущность способа заключается в нанесении на поверхность металла углеродосодержащей обмазки или покрытия, которое оплавляется под воздействием плазменной струи. Под действием газодинамического напора плазменной струи происходит интенсивное перемешивание жидкого металла с углеродом и при последующей скорости кристаллизации образуется легированный углеродом слой.
В работах [26, 44] показано, что плазменная цементация из твердой фазы возможна только с оплавлением поверхности.
В качестве основного компонента углеродосодержащих паст, обмазок, покрытий наиболее часто используют графит [26, 44]. При нанесении на сталь 20 углеродосодержащей пасты и последующего ее оплавления плазменной струей, в упрочненном слое образуются три зоны.
Первая зона (глубиной до100-120 мкм) является зоной легированной углеродом, с микротвердостью 8400-9200 Мпа. Структура не вытравливается.
Вторая зона глубиной до 50-100 мкм) является зоной закалки из твердой фазы,
Структура - мартенсит и остаточный аустенит. Микротвердость по глубине распре делена неравномерно, т.к. в этой зоне имеются структуры полном (ближе к легированной зоне) и неполной (нижняя граница зоны) закалки.
Рис. 2.38 Распределение микротвердости по глубине
легированного слоя (а), рентгенограмма
легированного слоя на стали 20 (б)
Третья зона - переходная зона, образовавшаяся при нагреве ниже точки Ас3.
Рентгеноструктурным анализом, рис. 2.38. выявлены, наряду с линиями γ - фазы и цементита линии смеси α- фазы и цементита. Средняя концентрация углерода в легированном слое составляет ≈ 3,5 %, количество остаточного аустенита (10-12 %).
При плазменной цементации возможно получить слой не только с легированной аустенитно-мартенситной структурой., но и слой со структурой белого чугуна [26]. Структура белого чугуна была получена на стали 20. Нагрев и выдержка при температуре 500° С не выявил снижение микротвердости, которая осталась на уровне 6500-8000 Мпа.
В работах [26, 44, 45] установлены зависимости между параметрами плазменного упрочнения на глубину и ширину цементированного слоя, рис. 2.39., 2.40.
Рис. 2.39. Влияние скорости обработки
на глубину и ширину цементированной зоны.
Рис. 2.40. Зависимость глубины цементированной зоны
от мощности плазменной струи.
На глубину и твердость легированного слоя сильное влияние оказывает толщина углеродосодержащей обмазки, эффективное расплавление которой зависит от мощности плазменной струи, рис. 2.41.
Рис. 2.41. Влияние толщины углеродосодержащей пасты
на мощность плазменной струи.
Рентгеноструктурный и фазовый анализ сталей 45, ЗОХГСА, 40Х, 20X13,12ХФ1, проведенный в работах Скрипкина А.А., показал, что после плазменной цементации из твердой фазы в поверхностном слое углеродистых и легированных сталей происходит сильное перераспределение легирующих элементов в упрочненном слое. В упрочненном слое, в зависимости от режимов обработки, остаточные напряжения имеют резко выраженную неоднородность. По глубине упрочненного слоя остаточные напряжения распределяются следующим образом: в оплавленной зоне (50-100 мкм) зафиксированы растягивающие напряжения, которые переходят в сжимающие во втором слое (10-20 мкм) со структурой мартенсита. В переходной зоне зафиксированы напряжения растяжения. Сильное влияние на характер распределения остаточных напряжений оказывает химический состав стали и параметры обработки.
Рис. 2.42. Влияние дополнительного тока,
пропускаемого через деталь
на глубину легированного слоя стали 20
при плазменной цементации.
Похожие работы
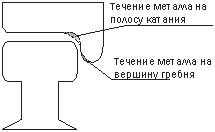
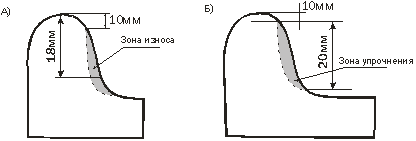
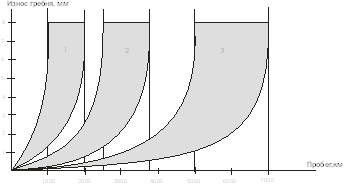
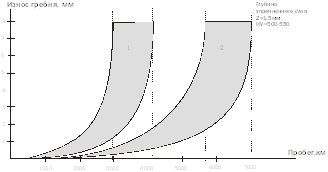
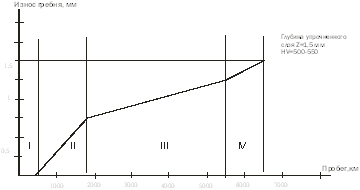
... закалку непосредственно под электровозом или вагоном (без выкатки колесных пар) [1-3]. За восемь лет работы на ВСЖД открыты 12 участков плазменного упрочнения гребней колесных пар и обработано более 35 500 колесных пар. В течение этих лет проводились исследования триботехнических свойств упрочненных колесных пар на фиксированном участке ВСЖД, а именно на горном участке Иркутск-Слюдянка. Выбор ...
... Триботехника,-М.: Машиностроение, 1985. Лахтин Ю.М. и др. Материаловедение: Учебник для ВУЗов, 3е издание. М.: машиностроение 1990. Плазменное поверхностное упрочнение / Лещинский Л.К. и др.- К.: Техника, 1990. Повышение несущей способности деталей машин алмазным выглаживанием / Яценко В.К. и др.- М.: Машиностроение,1985. Упрочнение поверхностей деталей комбинированными способами / А.Г. Бойцов и ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

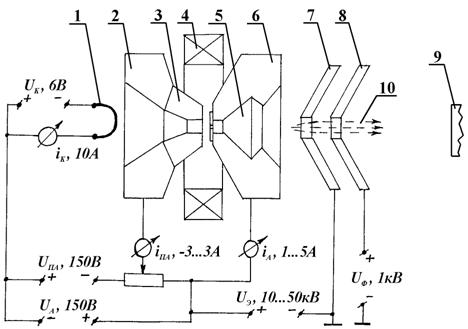
... является то, что рабочий стол 6 с обрабатываемыми образцами 5 размещается внутри данного устройства. Разрабатываемое оборудование позволит осуществлять имплантацию ионов азота с энергией 1 – 10 кэВ ( Дж) в металлы и сплавы, модифицируя их свойства в нужном направлении. Заключение Несмотря на большое количество исследований в области ионной имплантации, остаётся ещё множество вопросов, ...
0 комментариев