º
Фазовые и структурные превращения при плазменном нагреве металлов
Способы плазменного поверхностного упрочнения
Плазменное легирование поверхностных слоев металла
Р=2кВ; 2. Р=3кВ; 3. Р=4кВ; 5. Р=6кВ; 6. Р=8кВ
Плазменное упрочнение в сочетании с другими способами воздействия на металлы
Свойства сталей после плазменного упрочнения
Плазменная закалка
Объемная закалка /сталь 45/; 2. плазменная закалка без оплавления/45/;
Навигация
Плазменная закалка
Плазменное поверхностное упрочнение металлов
146065
знаков
37
таблиц
47
изображений
1. Плазменная закалка
2. Плазменная нитроцементация

В общем виде стадии изнашивания поверхности трения выглядят следующим образом, рис. 2.56.
Стадия начального изнашивания (приработка) характеризуется приобретением стабильной шероховатостью поверхностей трения. Стадия установившегося изнашивания характеризуется изменением микро- и макрогеометрия трения и постепенным увеличением интенсивности изнашивания. Процесс установившегося изнашивания заключается в деформировании, разрушении и непрерывном воссоздании
на отдельных участках поверхности слоя со стабильными свойствами. По мере истирания поверхностного слоя с повышенной износостойкостью открываются поверхности с нестабильными свойствами, что вызывает катастрофический износ. Рис. 2.56а соответствует случаю, когда во время этапа приработки накапливаются факторы, которые после окончания приработки ускоряют процесс изнашивания.
Рис. 2.56б соответствует случаю, когда отсутствует этап приработки, апериод установившегося изнашивания наступает сразу после начала работы (металлообрабатывающий, деревообрабатывающий, медицинский инструмент, рабочие органы машин и т. д.). Рис. Рис. 2.56в соответствует случаю, когда детали находятся под действием контактных напряжений и длительное время работают практически без истирания. Основной механизм износа - усталостное выкрашивание поверхностных слоев.
Проведенные испытания на износостойкость сталей после различных видов термообработки при различных видах трения, показали существенные преимущества плазменного поверхностного упрочнения перед традиционными способами. Результаты испытания в условиях сухого трения на воздухе по пальчиковой схеме [7-60] образцов стали 20, 45, 40Х, ЗОХГСА, прошедших плазменную закалку (без оплавления) представлены в табл. 2.20.
Табл. 2.20.
Результаты испытаний на износостойкость стали 40Х
| Вид обработки | Ny | Nкр | fтр | S, мм2 | I*103 мм2/м |
| Плазменная закалка | 415 | 5 | 0,28 | 13,8 | 0,69 |
| Закалка ТВЧ | 360 | 14 | 0,40 | 17,9 | 1,98 |
| Ny– общее число; Nкр – число циклов до приработки; fтр – коэффициент трения; S – среднее значение площади поперечного сечения дорожки износа; I – путь трения | |||||
Из таблицы видно, что плазменная закалка снижает износ и коэффициент поения, а также количество циклов до приработки. Это обусловлено морфологическими особенностями упрочненного слоя после плазменной закалки.
При плазменном упрочнении с перекрытием дорожек упрочнения происходит уменьшение микротвердости в зоне перекрытия (~ 10-30 %) . Однако, как показали исследования, интенсивного изнашивания в зоне перекрытия не наблюдается, так как эти зоны занимают значительно меньшую площадь, по сравнению с зонами закалки и при их изнашивании проявляется «теневой эффект» [1,9].
При упрочнении с оплавлением поверхности износостойкость упрочненного
| Рис. 2.57. Зависимость износостойкости трущейся пары «азотированная сталь 20 – бронзовая втулка» от режима плазменного азотирования. 1- упрочнение азотной плазмой с оплавлением 2- упрочнение углеродосодержащей плазмой без оплавления 3- упрочнение азотной плазмой в режиме «азотного кипения» 4- упрочнение азотной плазмой без оплавления |

слоя снижается (по сравнению с упрочнением без оплавления). Особенностью мартенситной структуры оплавленного слоя является ее столбчатый характер. Дисперсность мартенсита в оплавленной зоне, не смотря на высокие скорости охлаждения, зависит от химического
состава стали. Так, для стали
30ХГСА,30ХС,30ХГСН2А,
38Х2МЮА в оплавленной зоне зафиксирован мелкоигольчатый мартенсит, а в стали 20,30,45, 55, 9ХФ, 9ХФМ, 8Н1А, 40ХН -«крупноигольчатый».
Кроме того, в структуре оплавленной зоны обнаружено повышенное содержание остаточного аустенита (20-60%).
По мнению [1, 9, 10, 13] плазменное упрочнение с оплавлением поверхности наиболее эффективно для деталей, работающих в условиях интенсивного износа, но неиспытывающих значительныхударных и знакопеременных нагрузок.
Износостойкость стали 30ХГСА, 9 ХФ, 50ХН, 150 ХНМ после плазменного упрочнения (без оплавления) возрастает в 2,5-4 раза, по сравнению с объемной закалкой при испытаниях по схеме «вращающееся кольцо - неподвижная колодка» на машине трения МИ-1М (9) (в масляно - абразивной среде).
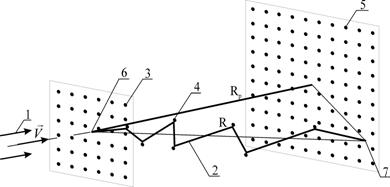
Оценка износостойкости конструкционных сталей, прошедших плазменное азотирование из газовой фазы (по различным режимам), показала, что износостойкость сталей 20 возрастает в 1,3-1,5 раза по сравнению с плазменной закалкой и в 3-6 раз по сравнению с объемной закалкой [24] рис. (испытание на машине СМУ-2).
Износостойкость нитроцементированного слоя на сталях 20, 45 в условиях сухого трения возрастает по сравнению с объемной ХТО, рис.
Дополнительная обработка холодом (кривая 5, рис. 2.58.) снижает содержание остаточного аустенита в нитроцементированном слое и, как следствие этого, увеличивается износостойкость.
Сравнительные испытания образцов стали 45, 40Х на износостойкость при различных способах упрочнения показали, что плазменная закалка не уступает электронно-лучевой и лазерной закалке, табл. 2.21.
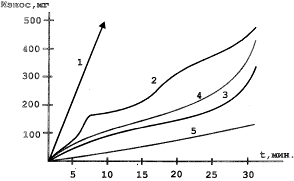
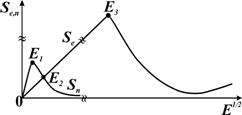
Рис. 2.58. Влияние режима плазменного легирования
на износостойкость стали 45.
1- исходное состояние
2- объемная ХТО /нитроцементирование/
3- плазменная нитроцементация из газовой фазы
4- плазменная нитроцементация из твердойй фазы
5 - плазменная нитроцементация из твердой фазы + обработка холодом.
Из всех видов изнашивания, встречающегося в промышленности, наиболее часто проявляется абразивный износ. Согласно [55-61] детали машин и инструменты, эксплуатирующиеся в различных условиях работы, наиболее часто испытывают абразивный износ (до 60-70 %). Абразивное изнашивание наиболее часто вызывает разрушение поверхности детали в результате ее взаимодействия с твердыми частицам. К твердым частицам! относятся: [60]
- неподвижно закрепленные твердые зерна, входящие в контакт по касательной,
либо под небольшим углом атаки к поверхности детали;
- незакрепленные частицы, входящие в контакт с поверхностью детали;
- свободные частицы в зазоре сопряжения детали;
- свободные частицы, вовлекаемые в поток жидкостью или газом.
Испытание на абразивное изнашивание проводят по двум схемам взаимодействия поверхности материала с абразивом: при трении и при ударе об абразивную поверхность [58-60]. Методики испытаний, оборудование подробно изложены в работах [55-60], поэтому нет необходимости их описания, остановимся на результатах испытаний. В качестве критерия оценки износостойкости упрочненных материалов использовалась относительная износостойкость, которая выражается отношением износа эталона к износу (линейному, весовому или объемному) исследуемого образца.
Самый простой способ оценки относительной износостойкости материалов – взвешивание образцов до и после испытания на абразивное изнашивание.
Табл.2.21.
Сравнительные испытания на износостойкость пар трения шарик-цилиндрический образец
| Износ | ||||||
| Способ упрочнения марки стали, образца | Линейный, мкм | По массе, мг | Суммарный | |||
|
| образец | ширина | образец | ширина | Линейный, км | По массе, мг |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. Электронно-лучевое упрочнение, 40Х |
2,01 |
56,20 |
1,58 |
0,19 |
58,21 |
1,77 |
| 2. Лазерное упрочнение 40Х 45 |
2,22 2,31
|
58,10 58,90 |
1,63 1,69 |
0,25 0,28 |
60,32 61,21 |
1,88 1,97 |
| 3. Плазменное упрочнение40Х 45 |
2,30 2,38 |
57,90 59,01 |
1,69 1,72 |
0,26 0,28 |
60,20 61,39 |
1,95 2,00 |
| 4. Закалка ТВЧ 40Х 45 |
2,45 2,54 |
59,90 61,87 |
1,72 1,84 |
0,30 0,39 |
62,35 62,41 |
2,02 2,23 |
| 5. Объемная закалка 40Х 45 |
23,00 26,21 |
24,50 26,01 |
12,70 14,52 |
0,03 0,04 |
47,50 52,22 |
12,73 14,56 |
| 6. Азотирование 20 | 12,64 | 85,40 | 3,10 | 1,12 | 97,04 | 4,22 |
| 7. Цементация 20 | 10,60 | 52,17 | 3,75 | 0,26 | 62,67 | 4,01 |
Результаты испытания о неподвижно закрепленный абразив сталей 40Х, 45 после плазменного упрочнения на рис. 2.59. Видно, что результаты испытаний сильно зависят от режимов испытаний на абразивный износ.

Рис. 2.59. Зависимость износа разных материалов от удельной нагрузки/а/ и скорости скольжения/б/ при трении на абразивной поверхности:
Похожие работы
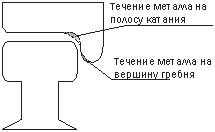
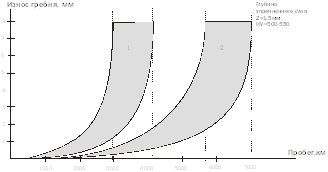
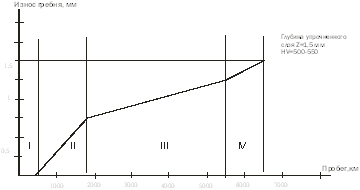
... закалку непосредственно под электровозом или вагоном (без выкатки колесных пар) [1-3]. За восемь лет работы на ВСЖД открыты 12 участков плазменного упрочнения гребней колесных пар и обработано более 35 500 колесных пар. В течение этих лет проводились исследования триботехнических свойств упрочненных колесных пар на фиксированном участке ВСЖД, а именно на горном участке Иркутск-Слюдянка. Выбор ...
... Триботехника,-М.: Машиностроение, 1985. Лахтин Ю.М. и др. Материаловедение: Учебник для ВУЗов, 3е издание. М.: машиностроение 1990. Плазменное поверхностное упрочнение / Лещинский Л.К. и др.- К.: Техника, 1990. Повышение несущей способности деталей машин алмазным выглаживанием / Яценко В.К. и др.- М.: Машиностроение,1985. Упрочнение поверхностей деталей комбинированными способами / А.Г. Бойцов и ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

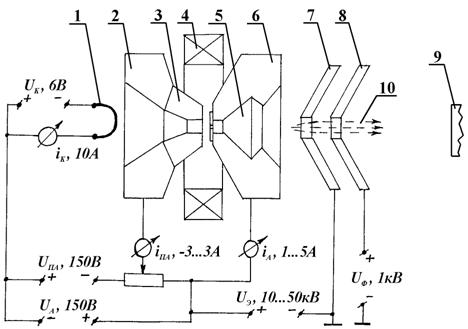
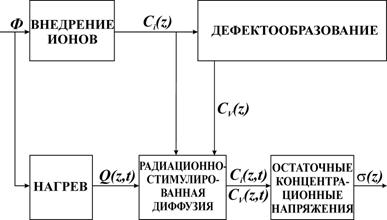
... является то, что рабочий стол 6 с обрабатываемыми образцами 5 размещается внутри данного устройства. Разрабатываемое оборудование позволит осуществлять имплантацию ионов азота с энергией 1 – 10 кэВ ( Дж) в металлы и сплавы, модифицируя их свойства в нужном направлении. Заключение Несмотря на большое количество исследований в области ионной имплантации, остаётся ещё множество вопросов, ...
0 комментариев