º
Фазовые и структурные превращения при плазменном нагреве металлов
Способы плазменного поверхностного упрочнения
Плазменное легирование поверхностных слоев металла
Р=2кВ; 2. Р=3кВ; 3. Р=4кВ; 5. Р=6кВ; 6. Р=8кВ
Плазменное упрочнение в сочетании с другими способами воздействия на металлы
Свойства сталей после плазменного упрочнения
Плазменная закалка
Объемная закалка /сталь 45/; 2. плазменная закалка без оплавления/45/;
Навигация
Р=2кВ; 2. Р=3кВ; 3. Р=4кВ; 5. Р=6кВ; 6. Р=8кВ
Плазменное поверхностное упрочнение металлов
146065
знаков
37
таблиц
47
изображений
1. Р=2кВ; 2. Р=3кВ; 3. Р=4кВ; 5. Р=6кВ; 6. Р=8кВ
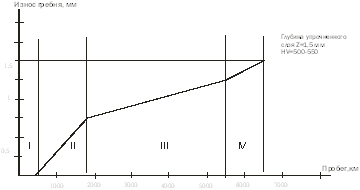
Для увеличения глубины легированного слоя можно использовать электротермический эффект (через деталь пропускается электрический ток). Проведенные исследования на сталях 3, 20, 40, 20X13, ЗОХГСА показали, что глубина легированного слоя (углеродом) может достигать 0,6-1 мм и зависит от параметров режима упрочнения, параметров дополнительного тока (род тока, сила тока и т.д.), рис. 2.42.
Электротермический эффект можно использовать практически во всех способах плазменного легирования, использующих плазменную струю. Важной особенностью данного эффекта является возможность легирования без оплавления поверхности.
При использовании плазменной дуги, глубина легированного слоя в 1,5-2 раза больше по сравнению с плазменной струей, за счет электронного тока. Однако легирующие обмазки должны проводить электрический ток с целью обеспечения стабильности плазменного упрочнения в режиме дуги.
Азотирование.
В качестве паст, обмазок используют азотосодержащие соли.Насту со связующей связкой наносят на поверхность изделия слоем толщиной 0,5-1,5 мм и проводят плазменный нагрев с оплавлением поверхностности. В поверхностном слое на стали 20 образуется не только α→γ твердые растворы азота в железе, но и нитрид Fе2,N. Микротвердость легированного слоя достигает 8400-8800 Мпа.
При использовании электротермического эффекта (ЭТЭ) глубина азотированного слоя возрастает, табл. 2.15.
табл. 2.15.
| Марка стали | Микротвердость, МПа | Глубина, мм | |
| Плазменное легирование | Без ЭТЭ | с ЭТЭ | |
| 1. | 2. | 3. | 4. |
| Ст.3 Сталь 10 20 45 40Х 30ХГСА | 8900-9500 6700-8000 7500-9000 10500-11400 12100-14000 10500-11800 | 0,15-0,3 0,30-0,35 0,30-0,4 0,35-0,40 0,25-0,35 0,3-0,4 | 0,6 0,7-0,8 0,7-0,8 0,6-0,9 0,8-1,2 0,8-1,2 |
Борирование
Плазменное борирование осуществлялось при помощи специальных активных паст на основе порошка карбида бора. Диффузионный слой на стали 20 состоит из вытянутых и ориентированных перпендикулярно поверхности боридных фаз (FеВ,Fе3В). Толщина слоя составляет 0,1-0,180 мкм. На поверхности образуется FеВ и Fе2В (под слоем). На стали 65Г и 45 борированные слои имеют меньшую глубину, т.к. углерод препятствует диффузии бора в железе и оттесняется вглубь, образуя карбобориды по границам зерен. Микротвердость борида FеВ 18000-20100 Мпа, а Fе2В- 15000-16500 Мпа. При борировании возможно образование наряду с фазами FеВ и Fе2В- β- модификации бора с микротвердостью 25000-30000 Мпа. Однако, в наших исследованиях на стали 5, 10, 20, 45, 65Г, У10 такой модификации не зафиксировано.
Нитроцементация. Одновременноенасыщениеповерхностныхслоев стальных изделий углеродом и азотом проводилось при помощи паст на основе (K4Fe(CN)6 +
| Рис. 2.43.Распределение остаточных напряжений по глубине нитроцементированного слоя стали. 1 – сталь 20 2 – сталь 45 |
графит + связующее вещество. На стали 20 глубина легированного слоя достигает 0,3-0,45 мм. Концентрация углерода в поверхностном слое может достигать 2-3%, а азота 1,5-2,1%. Количество остаточного аустенита находится в пределах (5-18%) и зависит от скорости нагрева и охлаждения. При обработке холодом остаточный аустенит почти полностью устраняется. Микротвердость на поверхности стали 20 достигает 9800-10800 МПа.
Нитроцементированный слой на стали 45 содержит мартенсит + остаточный Аустенит. Определение остаточного напряжения показало, что максимальные напряжения сжатия расположены на 50-110 мкм от поверхности. По всей видимости это связано с высокой концентрацией азота и углерода в поверхностном слое и как следствие этого - повышенным количеством остаточного аустенита.
Плазменное легирование из жидкой фазы
Подробно процесс плазменного упрочнения в жидких средах рассмотрен в работе [25], где указывалось на возможность химико-термического упрочнения при использовании различных насыщающих жидкостей (углеродосодержащих, азотосодержащих и т.д.), рис. 2.44.
Рис. 2.44. Влияние среды на степень упрочнения стали 45
1. исходная твердость до упрочнения
2. плазменное упрочнение на воздухе
3. плазменное упрочнение в 80% растворе хлористого аммония
4. плазменное упрочнение в воде
Для насыщения поверхностного слоя углеродом или азотом обрабатываемую деталь погружают в жидкость, содержащую углерод (толуол, минеральное масло и др.) или азот (водяной раствор хлористого аммония и др.)
В работе [25] был исследован процесс азотирования из жидкой фазы (водный раствор хлористого аммония) на образцах стали 20, 45, 50, 9ХФ, 38ХНМЮЛ.
Установлено, что процесс азотирования наблюдается только при оплавлении поверхности, рис. 2.45.
Рис. 2.45. Влияние мощности плазменной струи на микротвердость стали 20.
I. закалка без оплавления
II. закалка с оплавлением
III.Плазменное легирование из жидкой фазы.
Азотированный слой на стали 20 представляет собой белую плохо травящуюся полоску карбонитридного состава, содержащую ≈ 4 % азота, ≈ 1,5 углерода, ≈ 10-15% остаточного аустенита. Содержание остаточного аустенита на стали 20 возрастает с увеличением длительности насыщения и концентрации азота в растворе.
Комбинированные способы плазменного легирования
Рис. 2.46. Влияние среды на степень упрочнения на стали 3.
1. исходная твердость
2. плазменное упрочнение на воздухе
3. плазменное упрочнение в воде
4,5. плазменное упрочнение в солевом растворе NaCO (без оплавления и с оплавлением соответственно)
6. плазменное упрочнение в солевом растворе NaCO с добавкой 20% CО к плазмообразующему аргону (без оплавления)
К комбинированным способам плазменного легирования относятся способы плазменного легирования (твердая фаза + жидкая фаза; твердая фаза + жидкая + газовая фаза и т.д.) рис. 2.46.
Плазменное легирование из жидкой, твердой и газовой фазы
Исследования проводились на стали 20, 45. В качестве жидкой среды использовался водный раствор соли аммония (различной концентрации), газовые среды (азот и пропан,СО2), пасты (углеродосодержащие, азотосодержащие).
Азотирование Проведенные исследования показали, что увеличение концентрации азота в зоне обработки приводит к повышению содержания азота в поверхностных слоях, следствием чего является увеличение глубины слоя и микротвердости, табл. 2.16. Микроструктура слоя после комплексного легирования такая же, как и после простого азотирования из газовой и твердой фазы. Непосредственно на поверхности образуется насыщенная азотом нетравящаяся ε – фаза, за ней переохлажденная γ – фаза, под которой находится азотистый мартенсит.
Нитроцементация. Особенностью комбинированного способа нитроцементации при плазменном упрочнении является повышенная концентрация азота и углерода. Слой наибольшей твердости и глубины получается при комбинации: плазмообразующий газ (азот 100 %) + азотоуглеродосодержащая паста.
Глубина диффузионного слоя на стали 20 составляла 0,6-1,1 мм, микротвердость 11000-12500 Мпа. Микротвердость повышается при увеличении скорости нагрева. Нагрев с большей скоростью уменьшает время, в течении которого азотоуглеродосодержащая паста находится в расплавленном состоянии, что увеличивает концентрацию активных атомов углерода и азота на границе раздела: насыщенная среда - поверхность металла. Однако, концентрации азота и углерода приводит к увеличению остаточного аустенита (от 2,5 до 10 % на стали 20), что снижает микротвердость. Глубина диффузионного слоя на стали 45 составляла 0,65-0,8 мм., а микротвердость 11200 -13000 Мпа. Содержание остаточного аустенита увеличивается при повышении скорости обработки (от 8 до 15 %). Нитроцементированный слой на стали 45 после легирования по структуре аналогичен процессу нитроцементации, описанному выше.
Табл. 2.16.
| Марка стали | Вариант легирования | Глубина слоя, мм | Микротвердость, Мпа | |||
| Легированного | Общая | |||||
| 1 | 2 | 3 | 4 | 5 | ||
| Сталь 20 | 1. Плазмообразующий газ азот (100%) (без оплавления 2. Плазмообразующий газ азот (100%) + 90% водный раствор хлористого аммония (без оплавления) 3. Плазмообразующий газ азот (100%)+90% водный раствор хлористого аммония (с оплавлением) 4. Плазмообразующий газ азот (60%) + аргон (40%) +азотосодержащая паста (с оплавлением) 5. Плазмообразующий газ азот (100%) + 50% водного раствора хлористого аммония +азотосодержащая паста ( с оплавлением) 6. Плазмообразующий газ аргон (100%)+ 50% водного раствора хлористого аммония +азотосодержащая паста (с оплавлением) 7. Плазмообразующий газ аргон (100%)+ азотосодержащая паста (с оплавлением) | 0,3-0,35 0,35-0,55 0,6-0,8 0,6-0,8 0,75-0,1 0,75-0,1 0,6-0,8 | 0,7 0,9 1,8 2 3 1,2 2 | 8100-8200 8300-9400 8800-12000* (пористая поверхность) 7200-8800 9100-11300* (пористая поверхность) 8800-9500 8800-9200 | ||
Эффект «азотного кипения»
Многокомпонентное насыщение (N,С,В,Сг,V,Тi,W,Ni и др.)
Плазмообразующий газ (60 % азота +10% пропана + 30 % аргона) + боросодержащая паста (режим с оплавлением поверхности). В оплавленной зоне на стали 45 ближе к поверхности расположен слой, содержащий бориды ( FеВ,Fе3В), глубиной 10-50 мкм,под ним располагается слой содержащий нитрид Fе2N, карбонитрид Fе2(СN), азотистый мартенсит, остаточный аустенит (10 %) глубина слоя 0,2-0,3 мм, рис. 2.48.
Рис. 2.48.Распределение микротвердости
по глубине легированного слоя на стали 45
1.Р=4кВт
2.Р= 6,5 кВт
Плазменное легирование стали 20 карбидами (порошки) + плазмообразующий газ (60 % азота, 40 % аргона) в режиме оплавления поверхности показало, что в упрочненном слое образуются диффузионные слои сложного состава. Так, при использовании карбида титана, в диффузионном слое образуется нитрид титана, карбид титана, интерметаллид Fе2Т1, оплавленная зона состоит из α- твердого раствора на основе железа и α- титана. При легировании WC (порошок) + (порошок) + плазмообразующий газ (аргон 90 % + 10 % пропана) упрочненный слой имеет композитное строение.
Предварительное нанесение нитрида титана на поверхность стали 20 с последующей плазменной обработкой азотной струей (без оплавления поверхности) увеличивает глубину диффузионного слоя на 30-50 % и микротвердость на 40-50 %.
Возможны другие способы комбинированного легирования, позволяющие увеличивать глубину и микротвердость легированного слоя, такие как ХТО + плазменное легирование; нанесение покрытия + плазменное легирование (с оплавлением и без оплавления); термодеформационное упрочнение + плазменное легирование; электроискровое легирование + плазменное легирование и т.д.).
Плазменное легирование можно использовать для упрочнения титановых сплавов (в часности азотирование и цементирование из газовой фазы, карбоборирование, карбосилицирование из твердой фазы) алюминиевых, медных и других сплавов.
Похожие работы
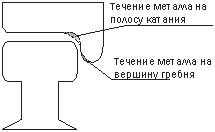
... закалку непосредственно под электровозом или вагоном (без выкатки колесных пар) [1-3]. За восемь лет работы на ВСЖД открыты 12 участков плазменного упрочнения гребней колесных пар и обработано более 35 500 колесных пар. В течение этих лет проводились исследования триботехнических свойств упрочненных колесных пар на фиксированном участке ВСЖД, а именно на горном участке Иркутск-Слюдянка. Выбор ...
... Триботехника,-М.: Машиностроение, 1985. Лахтин Ю.М. и др. Материаловедение: Учебник для ВУЗов, 3е издание. М.: машиностроение 1990. Плазменное поверхностное упрочнение / Лещинский Л.К. и др.- К.: Техника, 1990. Повышение несущей способности деталей машин алмазным выглаживанием / Яценко В.К. и др.- М.: Машиностроение,1985. Упрочнение поверхностей деталей комбинированными способами / А.Г. Бойцов и ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

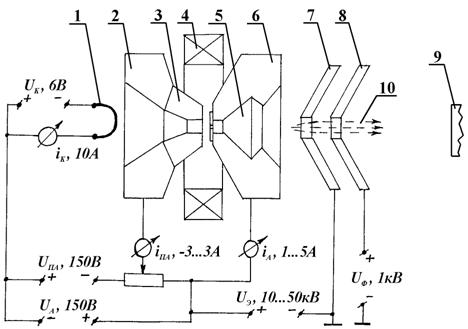
... является то, что рабочий стол 6 с обрабатываемыми образцами 5 размещается внутри данного устройства. Разрабатываемое оборудование позволит осуществлять имплантацию ионов азота с энергией 1 – 10 кэВ ( Дж) в металлы и сплавы, модифицируя их свойства в нужном направлении. Заключение Несмотря на большое количество исследований в области ионной имплантации, остаётся ещё множество вопросов, ...
0 комментариев