Состояние вопроса дозирования количества электричества и электрической энергии в современном производстве
Потребность производства в устройствах дозирования электрической энергии
О средствах учета электрической энергии, используемых в электротехнологиях
ВОПРОС КВАНТОВАНИЯ ТЕКУЩЕГО ЗНАЧЕНИЯ КОЛИЧЕСТВА ЭЛЕКТРИЧЕСТВА И ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ
Цифровое дозирование количества электричества и электрической энергии
ПРОЕКТИРОВАНИЕ УСТРОЙСТВ ДОЗИРОВАНИЯ
Разработка схемы устройства цифрового дозирования электрической энергии
АНАЛИЗ МЕТРОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК
Определение погрешности устройства дозирования количества электричества
Зависимость погрешности дозирования от состава технических средств комплексов дозирования
Расчет стоимости материалов, необходимых для изготовления устройства дозирования электрической энергии
Расчет основной заработной платы служащих на этапе проектирования
Расчет основной заработной платы рабочих на этапе изготовления опытного образца
Расчет дополнительной зарплаты и отчислений на социальное страхование рабочих и служащих
ОХРАНА ТРУДА
Освещение
Вибрация
Электробезопасность
Электромагнитное излучение
Противопожарная безопасность
Навигация
Состояние вопроса дозирования количества электричества и электрической энергии в современном производстве
Средства учета количества электричества и электрической энергии
145927
знаков
16
таблиц
16
изображений
1. Состояние вопроса дозирования количества электричества и электрической энергии в современном производстве
1.1 Анализ потребности производства в устройствах дозирования количества электричества
В любой отрасли промышленности всегда имеется потребность либо в продуктах электрохимии, либо непосредственно в самом электрохимическом производстве. На большинстве предприятий машиностроительного профиля для проведения электрохимической обработки изделий существуют гальванические цеха, функционируют электрохимические лаборатории.
К электрохимическому методу обработки часто прибегают тогда, когда никакими другими методами изготовить или обработать изделие нельзя. В первую очередь это относится к гальваностегии – методу электроосаждения металлопокрытий, который повсеместно применяется с целью защиты изделий от коррозии, для защитно-декоративной отделки, а также для повышения сопротивления механическому износу наиболее ответственных деталей механизмов и образованию у них поверхностной твердости.
Кроме электролитического существуют и другие способы нанесения металлопокрытий, например, погружение изделий в расплавленный металл, распыление расплавленного металла, термическая диффузия металла в поверхностные слои изделия, плакирование – совместная горячая прокатка металла и покрытия, химическое восстановление, вытеснение металла из раствора его соли. Однако электролитический метод по сравнению с другими имеет ряд преимуществ, основное из которых – возможность получения осадков разнообразной структуры на металлических и неметаллических изделиях с регулируемой толщиной покрытия (от долей микрона до нескольких миллиметров) [1].
Важное практическое значение имеет технология восстановления изношенных деталей механизмов твердым электролитическим железом [2], которая представляет наиболее эффективный и экономически рациональный способ ремонта изношенных поверхностей в машиностроении.
Особого внимания заслуживает технология покрытия изделий благородными металлами с целью придания их поверхностям высокой способности к электро- и теплопроводности, а также к повышению химической устойчивости по отношению к агрессивным средам. При реализации подобных покрытий самое широкое распространение имеет метод электролитического золочения [1]. Однако, при использовании данного метода электроосаждения существует проблема соблюдения оптимальной технологии металлопокрытий, которая заключается, с одной стороны, в обеспечении качества покрытий, а с другой стороны, в экономии драгоценных металлов. Именно для такой технологии требуется наиболее эффективно применять процедуру дозирования количества электричества.
Целесообразно также применять дозирующие устройства для контроля заряда аккумуляторных батарей особенно при проведении тренировочных или восстановительных циклов с реверсированием тока заряда. Поддержание емкости аккумулятора в процессе его эксплуатации в допустимых пределах продлевает срок его эффективной работы, что отвечает современным требованиям по развитию ресурсосберегающих технологий.
Необходимость учета, а вместе с ним и дозирования количества электричества, вытекает из условия обеспечения непрерывного автоматизированного контроля за ходом процесса электролиза и управления им по заранее заданной программе.
1.2 Аналитический обзор средств учета количества электричества, применяемых в электрохимии
Из курса электрохимии известно, что во время процесса электролиза из расплавов металлов или растворов солей на одном из электродов, опущенных в ванну, происходит осаждение определенного количества металлов или выделение вблизи его определенного количества газов, по своей массе или объему пропорциональное израсходованному количеству электричества.
Основополагающим законом в электрохимии, подтверждающим сказанное выше, является первый закон Фарадея, устанавливающий связь между количеством вещества G, выделившимся на электроде в процессе реакции, и количеством израсходованного при этом электричества Q [3].
![]() (1.1),
(1.1),
где ![]() – электрохимический эквивалент вещества, выделяемого на электроде [г];
– электрохимический эквивалент вещества, выделяемого на электроде [г];
F – постоянная Фарадея (F » 96500) (Кл);
А – атомная масса элемента;
n – валентность элемента.
Для измерения количества электричества, потребляемого во время электролиза, используются специальные приборы: баллистические гальванометры, кулонометры, интеграторы тока, счетчики ампер-часов.
Самыми чувствительными приборами из перечисленных являются баллистические гальванометры, которые применяют для измерения малых количеств электричества, протекающих в течение коротких промежутков времени. Например, баллистический гальванометр типа М17/13, обладает разрешающей способностью СQ = 0,8×10-9 Кл×м/мм. Погрешность измерения баллистическим гальванометром в значительной мере зависит от соотношения времени прохождения импульса тока через катушку гальванометра и периода свободных колебаний его подвижной части и может составлять ±(5 ÷ 10)%.
Известны различные типы электронных кулонометров и кулонометрических установок, специфика которых зависит от характера электродных процессов [4]. Они применяются в основном для проведения кулонометрического анализа в научно-исследовательских, химических лабораториях.
Кулонометры служат для измерения количества электричества, в импульсах тока, протекающих за время от 0,05 до 2 секунд при амплитуде тока от 20 до 200 мА. Например, милликулонометр типа М337 используется для диапазона измерений 0 ÷ 30 мКл и 0 ÷ 150 мКл. Основная приведенная погрешность такого прибора обычно не превышает ± 5 %.
Особенностью работы кулонометров является необходимость постоянства амплитуды импульса измеряемого тока, т.е. применение их ограничивается измерением количества электричества прямоугольных импульсов. К данным приборам можно отнести также кулонометры типа ЦЛА, К-1, прецизионную установку ПКУ-101, составными элементами которых, как правило, являются электрохимическая ячейка с набором электродов, потенциостат, интегратор тока, электронные потенциометры. Подсчет результатов измерений в ходе электрохимических процессов осуществляется с помощью этих приборов посредством интегрирования в течение определенного времени текущего значения тока электролиза
 (1.2)
(1.2)
где Q(t) - текущее значение количества электричества ( Кл );
i(t)- текущее значение силы тока в цепи электролиза ( А );
t - время интегрирования ( с ).
Одним из типичных представителей такого ряда приборов, используемых для электрохимических исследований в заводских лабораториях, является интегратор кулонометрический ИПТ-1[5].
Для определения количества электричества, протекающего в цепях постоянного тока в течение длительного времени, в промышленности нашли широкое применение две разновидности счетчиков количества электричества – электролитические и магнитоэлектрические.
Измерительным элементом в электролитических счетчиках является водородный кулонометр, производящий интегрирование тока. К таким приборам относится, например, счетчик Х603 [6], предназначенный для учета слабых токов и применяемый, в основном, в качестве счетчика моточасов работы приборов. Аналогичный принцип действия имеют электролитические счетчики ампер-часов типа Х602А и Х15, служащие для учета количества электричества, протекающего в цепях аккумуляторных батарей [7]. Приведенная погрешность таких электролитических счетчиков ампер-часов может достигать ± (2÷ 4) %.
Наиболее широкое применение на предприятиях электрохимии в качестве приборов контроля количества электричества, расходуемого во время процессов электролиза, в силовых установках постоянного тока имеют магнитоэлектрические счетчики ампер-часов типов СА-М640, СА-М640У и СА-Ф603П [7]. В этих цепях они, как правило, используются в комплекте с измерительными преобразователями или добавочными устройствами (Р640), рассчитанными на работу с большими токами (до сотни килоампер). Относительная погрешность таких счетчиков ампер-часов лежит в диапазоне (±1,0 ÷ ±3,0) % без учета погрешностей шунтов.
В настоящее время, наряду с электролизом при стационарных режимах работы на постоянном, относительно стабильном токе, применяют электролиз в нестационарных режимах – на токах сложной формы, для которых характерны следующие показатели. В моменты переходов из одного режима в другой плотность тока электролиза может резко изменяться по величине, а также происходить реверсирование или прерывание постоянного тока с последующей стабилизацией электрических параметров. Изменение режимов способствует интенсификации технологического процесса вследствие устранения отрицательных явлений, сопутствующих повышению плотности тока, к которым относятся снижение качества катодного осадка, потеря благородных металлов и пассивация анодов [8]. Рассмотренный динамический режим характеризуется кратковременным превышением значений тока, в 2¸10 раз превосходящих рабочие величины. Одним из сложных для реализации является ассиметричный реверсивный режим, применяемый для гальванического «осталивания» деталей, в котором используется импульсный ток с крутыми фронтами [9].
Применение магнитоэлектрических счетчиков для измерения количества электричества, потребляемого при таких режимах, приводит к увеличению погрешностей в измерениях, вследствие инерционности подвижных механизмов счетчиков, которые не успевают отрабатывать эти изменения. Еще большие погрешности измерений накапливаются в процессе периодических операций "реверсирования" тока.
Наиболее энергоемкими приемниками электроэнергии на предприятиях цветной металлургии являются электролизеры алюминия, магния, цинка, меди и никеля. Их мощности на постоянном токе достигают 1000 ÷ 2500 МВт.
Как известно [9], основными источниками питания электролизных и электротермических установок являются полупроводниковые преобразователи электрической энергии. Во время их работы в силовых цепях тиристорных преобразователей возникают периодически повторяющиеся обратные выбросы тока (с частотой, кратной 50 Гц), поступающие в нагрузку. Их воздействие в определенной мере влияет на процесс электролиза, однако по указанным выше причинам оно не может быть учтено магнитоэлектрическими счетчиками ампер-часов, что приводит к дополнительным погрешностям измерений.
Известно, что силовые установки электролизеров при производстве меди и никеля рассчитаны на токи нагрузки 25¸60 кА [10], а токи электролиза при производстве алюминия могут достигать значений до 200 кА [11], поэтому при использовании в качестве измерительных приборов указанных счетчиков, величины погрешностей, возникающих при измерениях могут быть достаточно высокими.
В электрохимии назрела ситуация, когда требуется обновить парк морально устаревших и не отвечающих требованиям времени измерительных приборов и приложить определенные усилия к созданию электронных средств измерений количества электричества, обладающих высокими точностными характеристиками.
В последнее время на некоторых предприятиях электрохимии начинают использовать электронные счетчики количества электричества, которые существенно превосходят все названные типы счетчиков по показателям точности, однако внедрение их в производство не имеет массового характера [12]. Погрешность таких электронных счетчиков, как правило, не превышает 1%.
Следует отметить, что по состоянию на настоящий момент в электрохимическом производстве дозирование количества электричества практически не применяется. Этот факт подтверждается еще и тем, что ни в одном из перечисленных лабораторных приборов, а также ни на одной из промышленных установок для электролиза не предусмотрено автоматическое отключение источника тока, которое должно осуществляться после получения нагрузкой заданной дозы количества электричества, расходуемого в электрохимическом процессе. Как уже было отмечено, наиболее острая потребность в приборах дозирования существует в гальваностегии при осаждении на металлические поверхности антикоррозийных или декоративных покрытий. На некоторых предприятиях эту задачу решают в частном порядке путем внедрения в процесс самостоятельно изготовленных образцов дозирующих устройств [10].
Отсутствие промышленных приборов дозирования количества электричества принципиально не позволяет решать задачи автоматизации технологических процессов электролиза.
Средства учета количества электричества, какими являются, например, кулонометры, интеграторы тока, счетчики ампер-часов, не наделены функциями подключать и своевременно отключать электрическую нагрузку от источников тока [13].
Современные технические требования, ориентированные на внедрение в производство энерго- и ресурсосберегающих технологий, в основу которых положен принцип непрерывного контроля за ходом технологических процессов, а также необходимость проведения мероприятий по сокращению времени присутствия оперативного персонала в цехах с вредными условиями труда, заставляют совершенствовать имеющиеся и создавать новые средства автоматизации производства.
Похожие работы
... потерь, например при передаче электроэнергии; - реконструкция устаревшего оборудования; - повышение уровня использования вторичных ресурсов; - улучшение структуры производства. Приёмники электрической энергии промышленных предприятий получают питание от системы электроснабжения, которая является составной частью энергетической системы. На ГПП (главной понизительной подстанции) напряжение ...
... на несколько десятков градусов выше водопроводной воды. И эта разность температур могла бы быть использована для получения механической и электрической энергии. Аккумулирование энергии При оценке машин для использования новых источников энергии – солнца, ветра, северного холода и т.п. – приходится исходить не из коэффициента полезного действия, а из стоимости установки и занимаемой полезной ...
... проводов, частей устройств; методы расчета электросетей, их защита от коротких замыканий; другие вопросы, которые решались и решаются учеными, инженерами, практиками, изобретателями. История открытий в электроэнергетике Открытие и применение электричества было одним из величайших достижений человечества. Этому предшествовали усилия многих и многих людей разных профессий в разные эпохи. ...
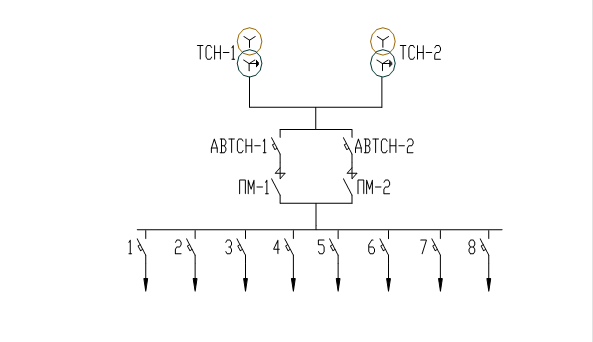
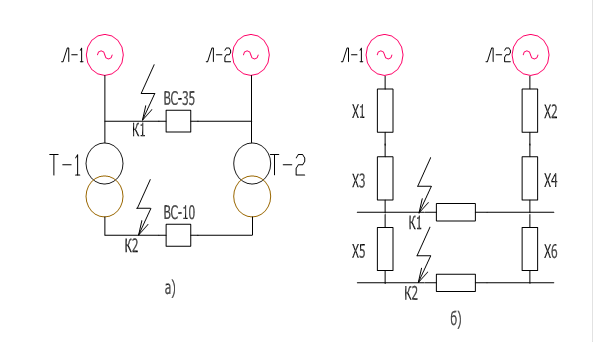
... кА ίУ(3), кА I″(3), кА ίУ(3), кА Точка К1 1,52 3,45 2,9 6,6 Точка К2 4,12 10,46 7,2 18,3 2.4 Выбор электрических аппаратов и токоведущих частей для заданных цепей 2.4.1 Выбор выключателей для цепей 35 и 10 кВ На подстанции номер 48П «Петрозаводская птицефабрика» установлены масляные выключатели, которые физически и морально устарели, из-за ...
0 комментариев