Состояние вопроса дозирования количества электричества и электрической энергии в современном производстве
Потребность производства в устройствах дозирования электрической энергии
О средствах учета электрической энергии, используемых в электротехнологиях
ВОПРОС КВАНТОВАНИЯ ТЕКУЩЕГО ЗНАЧЕНИЯ КОЛИЧЕСТВА ЭЛЕКТРИЧЕСТВА И ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ
Цифровое дозирование количества электричества и электрической энергии
ПРОЕКТИРОВАНИЕ УСТРОЙСТВ ДОЗИРОВАНИЯ
Разработка схемы устройства цифрового дозирования электрической энергии
АНАЛИЗ МЕТРОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК
Определение погрешности устройства дозирования количества электричества
Зависимость погрешности дозирования от состава технических средств комплексов дозирования
Расчет стоимости материалов, необходимых для изготовления устройства дозирования электрической энергии
Расчет основной заработной платы служащих на этапе проектирования
Расчет основной заработной платы рабочих на этапе изготовления опытного образца
Расчет дополнительной зарплаты и отчислений на социальное страхование рабочих и служащих
ОХРАНА ТРУДА
Освещение
Вибрация
Электробезопасность
Электромагнитное излучение
Противопожарная безопасность
Навигация
Потребность производства в устройствах дозирования электрической энергии
Средства учета количества электричества и электрической энергии
145927
знаков
16
таблиц
16
изображений
1.3 Потребность производства в устройствах дозирования электрической энергии
Одной из возможных областей применения разрабатываемого прибора - дозатора электрической энергии является управление процессом проведения контактной точечной сварки, где на сварку каждой точки должно выделяться определенное количество энергии, которое будет задаваться заранее с помощью набора переключателей блока задания дозы.
Выбор в качестве объекта управления установки для контактной сварки не случаен. Область применения контактной сварки чрезвычайно широка — от крупногабаритных строительных конструкций, космических аппаратов до миниатюрных полупроводниковых устройств и пленочных микросхем. В настоящее время около 30 % всех сварных соединений выполняют различными способами контактной сварки. Среди других способов сварки она отличается очень высокой степенью механизации, роботизации, автоматизации и, как следствие, высокой производительностью.
Этот способ сварки широко используют в автомобиле- и вагоностроении, строительстве, радиоэлектронике и т. д. Например, в конструкциях современных лайнеров насчитывается несколько миллионов сварных точек, легковых автомобилей – до 5000 точек. Диапазон толщины свариваемых элементов – от нескольких микрометров до 10 – 30 мм. Точечной сваркой соединяются элементы жесткости и крепежные детали с листами, тонкостенными оболочками и панелями.
Электрическая энергия, потребляемая в нагрузке за определенный промежуток времени вычисляется по формуле:
 (1.3)
(1.3)
где u, i, p– мгновенные значения напряжения, тока и мощности на нагрузке;
t – время интегрирования.
Электронный счетчик электрической энергии должен реализовывать процедуру вычисления интеграла от произведения мгновенных значений напряжения и тока нагрузки, поэтому в его состав должны входить первичные преобразователи напряжения, тока, множительное и интегрирующее устройства.
Известны различные варианты построения схем электронных счетчиков, предназначенных для систем учета и контроля электрической энергии в однофазных и трехфазных цепях переменного тока, где используются аналоговые множительные устройства с широтно-импульсной и амплитудной модуляцией с последующим преобразованием полученного напряжения в частоту. К таковым можно отнести, например, счетчики типа Ф441, Ф652 и т.п.
Потребность в использовании разрабатываемого дозатора электрической энергии может возникнуть при управлении технологическими процессами, проходящими с применением тепловой энергии, выделяемой при электрическом или электродуговом нагреве, например в машиностроении для предварительного прогрева металла перед штамповкой, при точечной и стыковой сварке деталей, при плавке металлов в дуговых электрических печах, при термических процессах в химическом производстве, в пищевой промышленности, в медицинской технике и т. д.
Во время работы электротермических и электросварочных установок энергия из электрической практически полностью превращается в тепловую.
Основным электрическим параметром для учета выделенной тепловой энергии в электродуговой установке является активная мощность, потребляемая ей за время горения электрической дуги, так как ток дуги может меняться в широких пределах при неизменной мощности установки.
Проектируемый прибор дает возможность дозировать подачу заранее определенного количества электрической энергии в электрическую нагрузку, и контролировать количество тепловой энергии, выделяющейся в зоне формирования электрической дуги, при одинаковых повторяющихся электродуговых процессах. Именно поэтому наибольший эффект от применения дозатора будет наблюдаться на автоматизированных линиях.
Конечной целью нормированного дозирования электрической энергии является стабилизация теплового импульса энергии, необходимого для обеспечения качественного выполнения технологической операции и снижения суммарных потерь энергии. Наибольшего экономического эффекта при дозировании энергии можно добиться, используя дозирующие устройства на автоматизированных поточных линиях в циклически повторяющихся операциях.
Создание дозирующих устройств на основе, например, широко распространенных цифровых измерителей мощности с аналоговыми преобразователями не составит больших экономических затрат.
В данной работе в качестве примера приведен вариант построения схемы дозатора электрической энергии с обоснованием выбора отдельных элементов.
Применение на производстве электронных счетчиков количества электричества, обладающих высокими показателями точности, не имеет массового характера. На большинстве предприятий электрохимии находятся в использовании морально устаревшие и не отвечающие требованиям времени средства учета количества электричества, что отрицательно сказывается на точности измерений, а в конечном итоге и на качестве продукции.
Одним из факторов, которые могут повлиять на успешное осуществление автоматизации производства, использующего электрохимические технологии, является создание и внедрение дозирующих устройств на основе электронных измерителей-дозаторов количества электричества, способных помимо измерительной функции выполнять функцию дозирования.
В настоящее время в машиностроении широко применяются технологии контактной сварки, электроконтактного нагрева металлов, термического нагрева различных материалов. Реализация этих технологий неразрывно связана с необходимостью применения процедуры дозирования электрической энергии.
Актуальность дозирования электрической энергии имеет место в ряде отраслей промышленности и при осуществлении хозяйственной деятельности, в связи с чем существует потребность в разработке дозирующих устройств на основе электронных счетчиков электрической энергии, которые смогут выполнять не только измерительные функции, но также функции контроля и управления, т.е. дозирования.
Внедрение предлагаемых дозирующих устройств в производство позволит, наряду с повышением качества продукции и снижением материальных затрат на ее создание, существенно облегчить решение задач автоматизации технологических процессов.
Во время работы электротермических и электродуговых установок электрическая энергия, потребляемая нагрузкой, практически полностью превращается в тепловую, поэтому дозирование тепловой энергии, выделяющейся в области электронагрева или в зоне формирования электрической дуги, можно осуществлять посредством дозирования электрической энергии, потребляемой в нагрузке.
Проводя анализ существующих в современном производстве электротехнологических процессов, можно достаточно легко определить перечень операций, где процедура дозирования электрической энергии должна быть их неотъемлемой частью. В настоящее время наибольшая потребность в устройствах дозирования существует в машиностроительных отраслях.
Наглядным примером процесса, требующего использования процедуры дозирования, является электроконтактный нагрев металлических заготовок, проводимый перед горячей ковкой или штамповкой. Этот способ нагрева заключается в пропускании тока через заготовку, в результате чего в ней, согласно закону Джоуля-Ленца, выделяется тепловая энергия, которую можно вычислить по формуле:
 , (1.4)
, (1.4)
где i - текущее значение тока, меняющееся в процессе нагрева, А;
rЭ- активное сопротивление металла между электродами, Ом;
t- длительность протекания тока при нагреве, с.
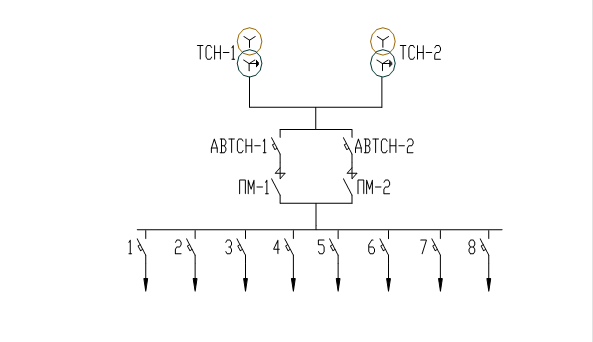
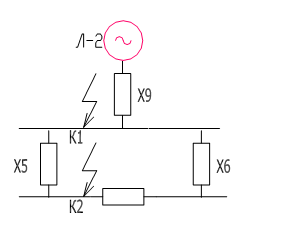
Схема силовой цепи электроконтактной установки показана на рисунке 1.1.

Рисунок 1.1 – Схема контактной точечной сварки.
К нагреваемой заготовке с помощью контактов подключена вторичная обмотка понижающего силового трансформатора 3. Электрическая энергия к первичной обмотке трансформатора 3 подводится через контактор 2 от силовой электрической сети напряжением 380 или 220 В и частотой 50 Гц. При подаче энергии происходит контактный нагрев металлической заготовки.
Электроконтактный нагрев или, так называемый, нагрев сопротивлением, характеризуется большими токами, пропускаемыми через нагреваемые заготовки (1-40 кА), и малыми подводимыми напряжениями (2-20 В) [14].
Контактным способом рекомендуется нагревать длиномерные заготовки, имеющие постоянное поперечное сечение по длине, а также прутки диаметром до 100 мм и профильные заготовки. Данный способ нагрева находит применение также и в высадочных машинах, используемых в серийном кузнечно-штамповочном производстве [14].
Способ электроконтактного нагрева приобрел широкое применение, благодаря своим преимуществам перед другими известными методами нагрева: печным, электропечным и индукционным. Например, по сравнению с печным нагревом контактные электронагреватели обеспечивают большую скорость нагрева, лучшие условия работы обслуживающего персонала, меньший угар металла, а по сравнению с индукционным – более равномерное распределение температуры по сечению нагреваемой заготовки, а также возможность получить в центре сечения заготовки более высокую температуру, чем на поверхности, и обеспечить тем самым оптимальные условия деформации металла при обработке давлением. Кроме того, этот метод имеет самый высокий КПД, достигающий 93% [14].
Электроконтактный способ является экономически более эффективным и рентабельным по сравнению с другими, поэтому не случайно в странах Западной Европы и США разработкой и производством электроконтактных установок мощностью от 2000 до 10000 кВ×А и выше занимается ряд крупных фирм, таких, как «Brawn Boveri», «Bahler Verein», «Hasen-Klever», «Hateburg» и др.
В отечественной практике в настоящее время перспективны комбинированные электроконтактные устройства, в которых совмещаются операции нагрева и рубки заготовок в одном агрегате. Встройка таких установок в поточные линии технически наиболее эффективна по сравнению с другими установками нагрева, поскольку позволяет максимально автоматизировать технологические операции [15].
В существующих электроконтактных нагревательных установках с целью стабилизации выходной температуры заготовок, как правило, задают одинаковое для всех заготовок время пропускания тока и стабилизируют его величину. Однако, при этом разброс значений переходных контактных сопротивлений, возникающих при смене заготовок в силу ряда причин (наличие загрязнений или окисных пленок на поверхностях заготовок, ослабление усилий между прижимными контактами и заготовкой, износ рабочих поверхностей контактов), препятствует стабильному разогреву каждой из них. В отдельных ответственных случаях нагрева для управления дозированием энергии используют ЭВМ [14].
При выполнении операции нагрева с использованием устройства дозирования электрической энергии за время протекания тока между электрическими контактами в массе металла выделится определенная порция тепловой энергии, равная заданной дозе, не зависящая от изменений параметров, указанных выше, за исключением незначительных тепловых потерь, затраченных на нагрев подводящих контактов.
Количество тепловой энергии, необходимое для нагрева заготовки до определенной температуры, рассчитывается предварительно и уточняется экспериментально. В конечном результате, дозированный разогрев каждой заготовки будет производиться до одинаковой температуры, что позволит существенно повысить качество проведения технологической операции (ковки, штамповки) и, тем самым, снизит уровень брака. Наибольшего экономического эффекта от дозирования энергии здесь можно добиться, используя дозирующие устройства на автоматизированных поточных линиях в циклически повторяющихся операциях.
Показательным примером процесса, требующего, как и в предыдущем случае, введения процедуры дозирования, является процесс управления машинами, предназначенными для контактной точечной сварки. Функции дозирования выполняются здесь аппаратурой управления, в результате работы которой осуществляется: включение, регулирование и выключение сварочного тока; регулирование последовательности и продолжительности отдельных операций цикла сварки, в том числе и времени протекания тока.
В большинстве машин контактной точечной сварки, используемых в машиностроении, управление производится с помощью регуляторов циклов сварки (РЦС, РВИ и др.) в зависимости от выбранной циклограммы работы машины. Такие регуляторы производят импульсное, синхронное с сетью включение вентилей контактора, обеспечивают фазовое регулирование действующего значения сварочного тока, устанавливают заданную последовательность включения блоков машины и определяют продолжительность их работы.
Еще большими возможностями регулирования, чем в машинах с РЦС, обладает аппаратура управления контактной сваркой с замкнутыми системами автоматического регулирования на основе микроЭВМ и средств микропроцессорной техники, которая может реализовывать сложные алгоритмы управления циклом контактной сварки, применять расчетные методы при определении параметров ее режимов и производить выбор наиболее оптимальной программы действий. Следует отметить, что при рассмотрении алгоритма управления машиной контактной сварки с замкнутой системой контроля рабочая программа позволяет производить своевременное изменение величины сварочного тока или длительности процесса сварки для получения качественных соединений. Однако такие системы являются дорогостоящими и сложными в эксплуатации, поэтому не имеют широкого распространения.
Для сварки изделий из легких сплавов, легированных и жаропрочных сталей, а также из сплавов других цветных металлов серийно выпускаются конденсаторные машины. В этих машинах сварку производят за счет энергии, запасенной в батарее электролитических низковольтных конденсаторов, которые заряжаются от сети переменного тока до определенного напряжения через управляемый выпрямитель. Переключающим устройством батарею разряжают через первичную обмотку сварочного трансформатора, а на сварочном токе во вторичной обмотке этого трансформатора осуществляют сварку. Доза энергии определяется уровнем заряда конденсаторов. К преимуществам машин для конденсаторной сварки следует отнести стабильность сварочного импульса, к недостаткам - сложность и более высокую стоимость.
Для проведения точечной микросварки выпускаются конденсаторные машины малой мощности, применяемые в приборостроении, радиоэлектронике, электротехнике и в других отраслях промышленности.
Крупногабаритные громоздкие изделия, точечная сварка которых затруднена или невозможна на стационарных сварочных машинах, сваривают с помощью подвесных машин или клещей со встроенными трансформаторами. Особенно широко применяются такие машины в автомобилестроении, а также для сварки арматурных каркасов железобетонных изделий и т.п. Машины комплектуются тиристорными контакторами и регуляторами цикла сварки.
На качество сварки существенное влияние оказывают возмущения, связанные с изменением сопротивления между электродами от произвольных колебаний диаметра электрода, усилия сжатия и шунтирования тока. Поэтому для стабилизации качества сварки в схему фазорегулятора вводятся дополнительно узлы автоматической стабилизации сварочного тока и напряжения на электродах. Однако поддержание на постоянном уровне величины сварочного тока в течение времени горения электрической дуги является трудновыполнимой задачей, так как в рабочих режимах ток дуги изменяется в широких пределах, поэтому речь идет лишь об относительной стабилизации данного параметра в некотором диапазоне.
Наиболее распространенными на производстве являются однофазные машины точечной сварки переменного тока средней мощности (типа МТ, МТП), работающие в малых и средних предприятиях в различных отраслях промышленности. В результате отсутствия во многих из них регуляторов цикла сварки управление машинами осуществляется вручную. Поэтому качество сварки полностью зависит от мастерства операторов.
Для каждого металла и любой толщины свариваемых деталей можно найти некоторый оптимальный режим, который обеспечивал бы получение сварных соединений необходимого качества. Использование дозирующих устройств открывает широкие возможности программирования процессов сварки и электронагрева.
Для сварочных процессов характерны некоторые особенности точного дозирования, которые возникают из-за специфики точечной сварки. Они заключаются в быстротечности данного процесса (0,08¸1,0 с), в минимальной протяженности зоны термического влияния, в нестабильности переходных контактных сопротивлений электродов, в резких изменениях основных электрических параметров: сварочного тока (для однофазных машин переменного тока 3 ¸ 20 кА) и напряжения между электродами [16].
Наличие таких особенностей предъявляет дополнительные требования, как к измерительной аппаратуре, так и к аппаратуре управления сварочными машинами, которая должна обладать высокой чувствительностью, малой инерционностью, точностью работы и одновременно иметь высокую помехозащищенность и эксплуатационную надежность. Таким требованиям может отвечать только аппаратура, созданная на базе электронных компонентов.
Включение в состав аппаратуры управления средств дозирования электрической энергии, которые в процессе сварки будут учитывать в реальном режиме времени изменения основных электрических параметров процесса, приведет к стабилизации теплового импульса, выделяемого в зоне точечной сварки, что главным образом отразится на качестве сварных соединений.
Еще одной отраслью промышленности, где дозирование электрической энергии непосредственно применяется в технологическом процессе, является сталелитейная отрасль. Здесь для автоматического управления электрическими режимами работы электропечных трансформаторов дуговых сталеплавильных печей (ДСП) используются дозаторы энергии совместно с программно-логическими устройствами [17]. Первостепенной функцией таких устройств является программирование расхода электроэнергии при проведении плавок.
Основной задачей регулирования электрического режима является ввод в печь максимально возможной активной мощности в соответствии с возможностями трансформатора. Регулируемой величиной в дуговых сталеплавильных печах является полезная активная мощность дуг, поэтому при регулировании подвергаются контролю напряжения и токи фаз.
Данные дозаторы энергии разработаны ВНИИР и ВНИИЭТО совместно с заводом «Большевик» (г. Ленинград) и с СПКТБ электротермического оборудования ПО «Сибэлектротерм».
Применение дозатора для такого чрезвычайно энергоемкого процесса, каким является электродуговая плавка в ДСП, в первую очередь обусловлено экономией электрической энергии за счет ее рационального использования с целью ограничения непроизводительных расходов.
Похожие работы
... потерь, например при передаче электроэнергии; - реконструкция устаревшего оборудования; - повышение уровня использования вторичных ресурсов; - улучшение структуры производства. Приёмники электрической энергии промышленных предприятий получают питание от системы электроснабжения, которая является составной частью энергетической системы. На ГПП (главной понизительной подстанции) напряжение ...
... на несколько десятков градусов выше водопроводной воды. И эта разность температур могла бы быть использована для получения механической и электрической энергии. Аккумулирование энергии При оценке машин для использования новых источников энергии – солнца, ветра, северного холода и т.п. – приходится исходить не из коэффициента полезного действия, а из стоимости установки и занимаемой полезной ...
... проводов, частей устройств; методы расчета электросетей, их защита от коротких замыканий; другие вопросы, которые решались и решаются учеными, инженерами, практиками, изобретателями. История открытий в электроэнергетике Открытие и применение электричества было одним из величайших достижений человечества. Этому предшествовали усилия многих и многих людей разных профессий в разные эпохи. ...
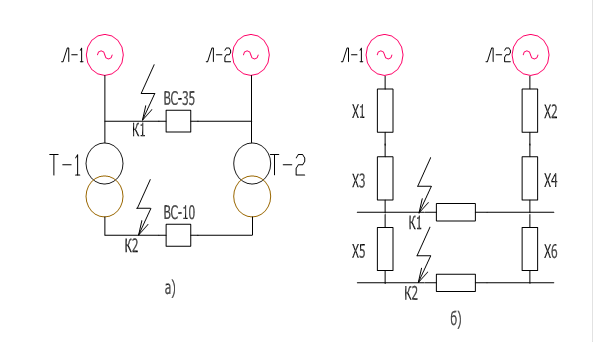
... кА ίУ(3), кА I″(3), кА ίУ(3), кА Точка К1 1,52 3,45 2,9 6,6 Точка К2 4,12 10,46 7,2 18,3 2.4 Выбор электрических аппаратов и токоведущих частей для заданных цепей 2.4.1 Выбор выключателей для цепей 35 и 10 кВ На подстанции номер 48П «Петрозаводская птицефабрика» установлены масляные выключатели, которые физически и морально устарели, из-за ...
0 комментариев