Технологический процесс коксохимического производства
По известным удельным расходам электроэнергии и производительности цеха или предприятия в единицах продукции
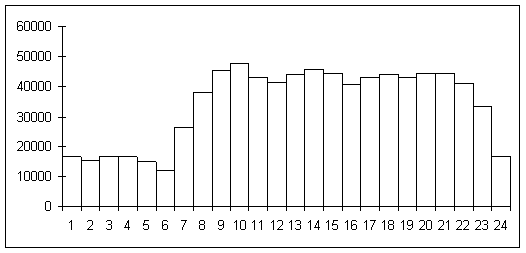
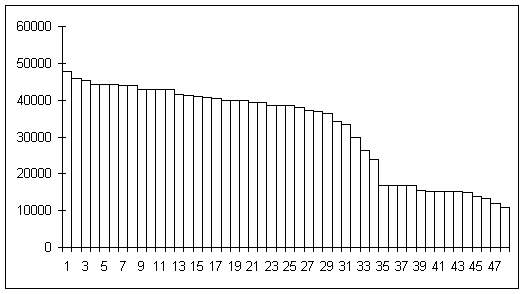
Построение графиков электрических нагрузок
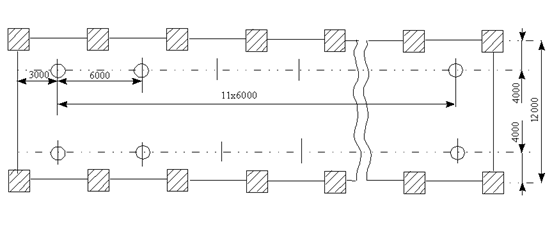
Определения центра электрических нагрузок
По условию коронного разряда и уровню радиопомех провод такого сечения можно использовать
Сечение провода рассчитывают по экономической плотности тока
Определяют показатели аварийных отключений вводов
Определяем показатели аварийных отключений вводов
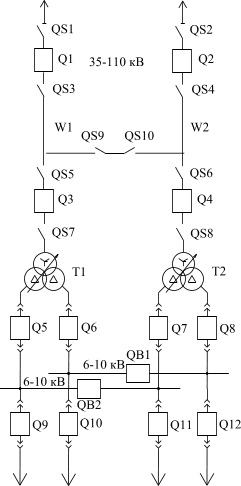
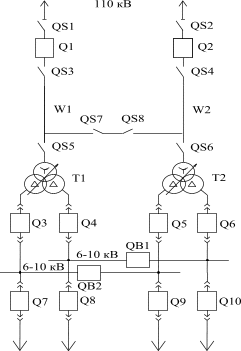
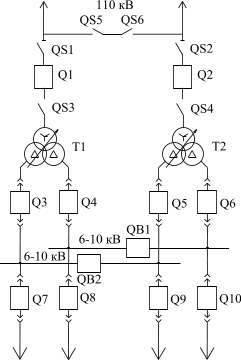
Выбор системы питания
Издержки на амортизацию и обслуживание
Выбор системы распределения
Расчет потерь в трансформаторах цеховых КТП
Выбор способа канализации электроэнергии
Расчет токов короткого замыкания
Выбор аппаратов напряжением 6 кВ
По номинальному напряжению
Аппараты и проводники, защищенные плавкими предохранителями с вставками на номинальный ток до 60 А – по электродинамической стойкости
Расчет самозапуска электродвигателей
Расчет релейной защиты
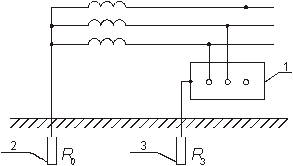
Защита от токов внешних замыканий на землю на стороне ВН
Охрана труда
Меры по снижению и устранению опасных и вредных факторов
Навигация
Технологический процесс коксохимического производства
Электроснабжение механического завода местной промышленности
169921
знак
30
таблиц
28
изображений
2 Технологический процесс коксохимического производства
Коксохимическое производство является основным производителем твердого топлива- кокса, путем сжигания которого получают тепловую энергию, а путем переработки - сырье для химической промышленности.
Основные потребители кокса - черная и цветная металлургия, литейное производство и химическая промышленность. Около 75% всего производимого кокса расходуется на выплавку чугуна в доменных печах. В СНГ ежегодно производится около 30 млрд. м3 коксового газа, 1млн. т. сырого бензола и 3млн. т. каменноугольной смолы. В настоящее время в отрасли вырабатывается свыше 3,5 млн. т. химических продуктов коксования. Ассортимент коксохимических продуктов составляет более 200 наименований.
В основе коксохимического производства лежит процесс пиролиза углей, или их сухой перегон. Он связан с нагреванием продукта без доступа воздуха. Цель пиролиза - отделение углерода от остальных веществ, содержащихся в углях.
Процесс пиролиза углей состоит из 5 стадий.
На стадии сушки при нагревании углей до 2000С происходит отделение влаги и адсорбированных газов – оксида углерода II, метана и др.
При начальном разложении(200…3500С) начинается плавление смолистых веществ и испарение углеводородов, а также разложение некоторых менее стойких, преимущественно кислородосодержащих органических соединений.
На стадии пластического состояния(350…5000С) уголь размягчается. Начинается интенсивное испарение углеводородов, смол и продолжается разложение углеводородов, азотистых и сернистых соединений.
В стадии образования полукокса(500…6000С) заканчивается процесс разложения испарения углеводородов и легкоплавких смол, благодаря чему пластическая масса твердеет (спекается). Такой спек (смесь углерода и тугоплавких смол) называется полукоксом.
При образовании кокса (при температуре свыше 6000С) начинают разлагаться тугоплавкие смолы с выделением моноциклических ароматических углеводородов, их производных и водорода. В спеке остается новообразовавшийся кристаллический углерод, связующий первичные чешуйки углерода в угле. Обычно этот процесс заканчивается при температуре около 10000С. Полученный продукт называется коксом.
Технологический процесс коксохимического завода начинается с подготовки сырья и приготовления шихты. Процесс подготовки сырья должен обеспечивать получение шихты заданного химического состава с учетом допускаемого содержания примесей, заданного размера угольных частиц и влажности.
Поступающий на завод уголь разных марок разделяется по составу и свойствам на группы, дробится и перемешивается в пределах каждой группы. Затем после дозировки на автоматических весах он обогащается путем грохочения, обеспыливания, мытьем, флотацией и другими методами с целью устранения посторонних примесей. Далее компоненты шихты подвергаются сушке и окончательному дроблению до крупности зерен не более 3 мм. Подготовленные таким образом компоненты шихты подаются в смесительные машины, а затем в бункеры накопителя угольной башни.
Готовая шихта из угольной башни определенными дозами высыпается в бункеры загрузочного вагона, который доставляет ее в камеры коксовых батарей.
Коксовая батарея представляет систему нескольких десятков коксовых камер, в которых происходит процесс коксования угольной шихты. Коксовая камера выложена огнеупорным кирпичом, длина составляет 13…15 метров, высота 5…5,5 метров при ширине 0,4…0,5 метра. Такая форма камеры обеспечивает более быстрый и равномерный прогрев шихты. В своде камеры имеются 3-4 люка, закрывающихся герметичными крышками, для загрузки шихты. Торцевые стороны камер также закрываются герметичными металлическими дверьми. Вверху камеры имеются стояки для отвода газообразных продуктов коксования в газосборнике.
Между камерами расположены обогревательные простенки, состоящие из системы отопительных каналов, в которых горячие газы обогревают стенки камеры. Под камерами находятся регенераторы, служащие для подогрева отходящими газами воздуха и газа, подаваемых через газопроводы в отопительные каналы.
По рельсовому пути, расположенному над коксовыми камерами перемещается в загрузочный вагон, который через загрузочные люки подает шихту в коксовые камеры. Он снабжен специальными механизмами, отвинчивающими и завинчивающими крышки люков.
Вдоль одной из сторон батареи по рельсовому пути перемещается коксовыталкиватель- машина, которая после окончания процесса коксования вскрывает двери камеры и выталкивает образовавшийся кокс. С другой стороны по рельсовому пути перемещается тушильный вагон, который принимает раскаленный кокс, транспортирует его под башню для тушения и затем выгружает на рампу.
Процесс коксования начинается после подачи загрузочным вагоном отмеренной дозы шихты в камеру. Загрузочные люки закрываются, и включаются подогревающие устройства. В начале из шихты выделяются вода и газы, затем она плавится и оседает. При дальнейшем повышении температуры происходит вспучивание шихты за счет выделяющихся паров и газов и затем постепенно ее отвердевание. На последней стадии коксования начинается усадка и растрескивание спека. К концу процесса коксования образуется так называемый коксовый пирог. Выделяющиеся парогазовые фракции по стоякам отводятся в газосборник.
Нагрев шихты идет от нагреваемых поверхностей к центру камеры, поэтому в силу малой теплопроводности шихты на разных расстояниях от стенок одновременно проходят разные стадии коксования.
Процесс коксования в зависимости от состава шихты, теплоты сгорания топлива и размеров камеры длится 14…17 ч.. По окончании процесса коксования нагревающего устройства выключаются, стояки перекрываются, а к дверям камеры подводится выталкиватель, который выгружает коксовый пирог в тушильный вагон, медленно движущийся вдоль батареи. Затем выталкиватель навешивает двери освободившейся камеры и отправляется к следующей камере, а загрузочный вагон открывает загрузочные люки и производит загрузку новой дозы шихты.
Выгруженный кокс подвергается тушению, так как при соприкосновении с воздухом он загорается. Тушильный вагон доставляет его в башню, где он гасится водой. После гашения кокс высыпается из вагона на рампу- наклонную бетонированную площадку, где остывает в течение 20 минут. Остывший кокс транспортерами подается на коксосортировку.
Летучие продукты, полученные в процессе коксования, представляют смесь паров и газов, которая называется прямым коксовым газом. Из 1 т. шихты влажностью 6% при коксовании получают около 270 кг или 330 м3 прямого коксового газа.
Содержание основных составляющих прямого коксового газа на 1 т. шихты: каменноугольная смола - около 32 кг, сырой бензол- 10, аммиак- 3, сероводород- 5, вода- 80 и так называемый обратный газ- 140 кг.
Коксохимическое производство до недавнего времени было единственным поставщиком бензольных углеводородов. С развитием нефтепереработки, позволяющей получать эти продукты при капиталовложениях в 1,5 раза меньше, его доля в производстве бензольных углеводородов снизилась до 40%. Однако в связи с тем, что бензол является попутным продуктом при получении кокса, коксохимическое производство остается одним из основных поставщиков бензольного сырья для органического синтеза. Легкую фракцию перерабатывают вместе с сырым бензолом. Из других фракций посредством ректификации, обработки химическими реагентами или вымораживанием с последующей кристаллизацией можно получить около 300 высококачественных химических соединений.
Коксохимический завод включает в себя следующие производственные цеха, перечисленные ниже.
Углеподготовка. Обычно состоит из отделений: углеприем, где выполняются работы по разгрузке из вагонов угля, угольных складов, где хранится оперативный запас угля всех марок и их усреднения; обогатительного отделения, где производится предварительное дробление, угли измельчаются до размеров 80-0 мм или 50-0 мм, отсев угольной пыли и последующая флотация шлама, и его сушка; дозировочного отделения, предназначенного для составления угольной шихты, окончательного измельчения угольной шихты и ее компонентов. После чего шихта поступает в угольную башню, а оттуда в коксовый цех.
Коксовый цех. В состав коксового цеха входят: батареи коксовых печей со вспомогательным и обслуживающим устройством и сооружением; обслуживающие их коксовые машины (коксовыталкиватели, углезагрузочные вагоны, двересъемные машины, тушильные и другие); газовое хозяйство коксовых батарей, газоотводящая и газоподводящая арматура, устройства для переключения и регулирования газовых, воздушных и дымовых потоков. Комплекс агрегатов для охлаждения (тушения) кокса мокрого – тушильные башни с насосами и отстойниками воды, коксовые рампы. Коксосортировка, где происходит разделение кокса по классам.
Отделение улавливаний химических продуктов коксования: конденсации, машинное, сульфатное, аммиачное, бензольное, обесфеноливающая установка, известковое отделение. В состав отделения конденсации входят осветлители для отделения воды и механических примесей от каменноугольной смолы, первичные газовые холодильники для охлаждения прямого коксового газа и выделения из него смолы и воды.
В машинном отделении располагаются газодувки-нагнетатели, отсасывающие прямой коксовый газ из газосборника коксовых печей и осуществляющие дальнейшую транспортировку его через улавливающую аппаратуру, и далее потребителям.
В сульфатном отделении производится улавливание и получение сульфата аммония.
В аммиачном отделении с обесфеноливающей установкой извлекается аммиак, фенолы и в виде фенолят натрия отправляют на централизованную переработку.
Насосная серной кислоты предназначена для перегонки серной кислоты полученной в цехах сероочистки (поступающая в дальнейшем на нужды промышленности).
В бензольном отделении из прямого коксового газа поглотительным маслом улавливают бензольные углеводороды, которые после выделения из поглотительного масла направляются на дальнейшую обработку. Основными товарными продуктами являются чистые бензол и его геммологи: толуол, ксилол.
К вспомогательным цехам относят: ремонтно-механический цех, специализированный цех по ремонту коксохимического оборудования и другие отделения занятые ремонтом оборудования. Очистные сооружения предназначены для конечной (полной) биохимической очистки воды использованной в процессе производства и дальнейший её сброс или повторное использование в производстве.
3. Определение расчетных электрических нагрузок
Важным этапом проектирования системы электроснабжения является определение электрических нагрузок. Зная электрические нагрузки, можно выбрать нужное число и мощности силовых трансформаторов, мощности и места подключения компенсирующих устройств, выбрать и проверить токоведущие элементы по условию допустимого нагрева, рассчитать потери и колебания напряжения и выбрать защиты.
Существуют различные методы расчета электронагрузок, которые в свою очередь делятся на: 1) основные; 2) вспомогательные.
К первым относят такие способы как:
1. По установленной мощности и коэффициенту спроса.
2. По средней мощности и отклонению расчетной нагрузки от средней (статический метод).
3. По средней мощности и коэффициенту формы графика нагрузки.
4. По средней мощности и коэффициенту максимума (метод упорядоченных диаграмм)
Ко вторым относят такие методы как:
5. По удельному расходу электроэнергии на единицу продукции или заданном объеме выпуска продукции за определенный период времени.
6. По удельной нагрузке на единицу производственной площади.
Применение того или иного метода определяется допустимой погрешностью расчетов.
Метод коэффициента спроса
Метод коэффициента спроса наиболее прост и широко распространен. Для определения расчетных нагрузок по этому методу необходимо знать установленную мощность РЦ группы приемников и коэффициенты мощности cosj и спроса КС данной группы, определяемые по справочной литературе.
Расчетная нагрузка для однородных по режиму работы приемников определяется по следующим выражениям:
![]() ;
; ![]() ;
; ![]() ,
,
где КС – коэффициент спроса группы приемников.
tgj - соответствует cosj.
Расчетная нагрузка (цеха, корпуса, предприятия) определяется суммированием расчетных нагрузок отдельных групп приемников, входящих в данный узел с учетом коэффициента разновременности максимумов нагрузки.
 ;
;
![]() - сумма расчетных активных нагрузок отдельных групп приемников;
- сумма расчетных активных нагрузок отдельных групп приемников;
![]() - сумма расчетных реактивных нагрузок отдельных групп приемников.
- сумма расчетных реактивных нагрузок отдельных групп приемников.
КР.Т. – коэффициент разновременности максимумов нагрузок отдельных групп приемников, принимаемый 0,85 – 1,0 в зависимости от места нахождения данного угла в системе электроснабжения предприятия.
| № | Наименование цеха | Pн | cosf | tgf | kc | P'm | Q'm |
| 1 | Административный корпус | 660 | 0,9 | 0,48 | 0,5 | 330 | 159,83 |
| 2 | РМЦ | 700 | 0,6 | 1,33 | 0,4 | 280 | 373,33 |
| 3 | Кроватный цех | 6800 | 0,7 | 1,02 | 0,8 | 5440 | 5549,9 |
| 4 | Бытовые помещения | 1690 | 0,9 | 0,48 | 0,5 | 845 | 409,25 |
| 5 | Столовая | 290 | 0,9 | 0,48 | 0,5 | 145 | 70,227 |
| 6 | Цех эмаль-посуды | 6300 | 0,75 | 0,88 | 0,8 | 5040 | 4444,9 |
| 7 | Склад готовой продукции | 300 | 0,9 | 0,48 | 0,5 | 150 | 72,648 |
| 8 | Насосная | 2880 | 0,8 | 0,75 | 0,85 | 2448 | 1836 |
| 9 | Цех размораживания | 2560 | 0,8 | 0,75 | 0,8 | 2048 | 1536 |
| 10 | Материальный склад | 460 | 0,9 | 0,48 | 0,5 | 230 | 111,39 |
| 11 | Гараж | 270 | 0,7 | 1,02 | 0,6 | 162 | 165,27 |
| 12 | Лаборатория (ЦЗЛ) | 1500 | 0,7 | 1,02 | 0,6 | 900 | 918,18 |
| 13 | Столовая | 290 | 0,9 | 0,48 | 0,5 | 145 | 70,227 |
| 14 | Опытный цех | 600 | 0,6 | 1,33 | 0,4 | 240 | 320 |
| 15 | Блок подсобных цехов | 650 | 0,7 | 1,02 | 0,6 | 390 | 397,88 |
| 16 | Медпункт | 100 | 0,9 | 0,48 | 0,5 | 50 | 24,216 |
| 17 | Электроцех | 1400 | 0,6 | 1,33 | 0,4 | 560 | 746,67 |
| 18 | Проходная | 15 | 0,9 | 0,48 | 0,5 | 7,5 | 3,6324 |
| 19 | Котельная | 3480 | 0,8 | 0,75 | 0,85 | 2958 | 2218,5 |
| 20 | Главный магазин | 70 | 0,9 | 0,48 | 0,5 | 35 | 16,951 |
| Итого | 31015 | 22403,5 | 19445 |
| Приемники 6 кВ | ||||||||
| 2 | Цех эмаль-посуды | 4200 | 0,75 | 0,88 | 0,8 | 3360 | 2963,2 | |
| 4 | Насосная | 5250 | 0,8 | 0,75 | 0,85 | 4462,5 | 3346,9 | |
| 9450 |
Статический метод расчета нагрузок
Формирование электрических нагрузок зависит от ряда случайных факторов. Поэтому числовые значения величин нагрузок, также являются случайными, чаще всего эти величины независимы. Поскольку групповая нагрузка представляет собой систему независимых случайных нагрузок отдельных электроприемников, то при большом их числе групповая нагрузка подчиняется нормальному закону распределения случайных величин.
По статическому методу расчетную нагрузку группы приемников определяют двумя интегральными показателями: средней нагрузкой РСР и среднеквадратичным отклонением s из уравнения:
![]() ,
,
где b - статический коэффициент, зависящий от закона распределения и принятой вероятности превышения графиком нагрузки Р(t) уровня РР.
Среднеквадратичное отклонение для группового графика определяют по формуле:
![]() ,
,
где  – Среднеквадратичная мощность.
– Среднеквадратичная мощность.
При введении коэффициента формы
![]() ;
; ![]() ,
,
Значение b принимается различным. В теории вероятности используется правило трех сигм
![]() ;
;
что при нормальном распределении соответствует предельной вероятности 0,9973. Вероятности превышения нагрузки на 0,5% соответствует b = 2,5, для b = 1,65 обеспечивается пяти процентная вероятность ошибки. В практических расчетах вполне достаточна точность 0,5 тогда
![]()
Определение расчетной нагрузки по средней сложности и коэффициенту форм
Данный метод может применяться для определения расчетных нагрузок цеховых шинопроводов, на шинах низшего напряжения цеховых трансформаторных подстанций, на шинах РУ напряжением 10 кВ, когда значения коэффициента формы КФ находится в пределах 1,0-1,2. Расчетную нагрузку группы приемников определяют из выражений:
![]() ;
; ![]() или
или ![]() ,
,
где ![]() ;
; ![]() .
.
В расчетном методе расчетную нагрузку принимаю равной среднеквадратичной, т.е.:
![]() ,
, ![]()
Для группы приемников с повторно-кратковременным режимом (ПКР) работы применяемое допущение справедливо во всех случаях. Оно приемлемо и для групп приемников с длительным режимом работы, когда число приемников в группе достаточно велико и отсутствует мощные приемники, способные изменить достаточно равномерный групповой график нагрузок.
Значение коэффициента КФ достаточно стабильны, если производительность завода или цеха примерно постоянна. Поэтому при проектировании КФ могут быть приняты по опытным данным системы электроснабжения действующего предприятия, аналогичному по технологическому процессу и производительности проектируемому.
Средние мощности за наиболее загруженную смену РСР.М., QСР.М для определения расчетной нагрузки находятся при проектировании любым из способов:
1. По известным установленным мощностям РУ и коэффициентам использования КИ.
![]()
![]()
где Рном. – суммарная номинальная мощность группы электроприемников приведенная к ПВ = 100 %.
Похожие работы
... повреждения или отключения другой. 1. Определяют ток в линии в нормальном и послеаварийном режимах: (6.1.5) (6.1.6) 2. Сечение провода рассчитывают по экономической плотности тока: Для текстильного комбината: Тма = 6200-8000 ч., Тмр = 6220ч. [10]. Следовательно jэк = 1 А/мм2 [9]. (6.1.7) По полученному сечению выбирают алюминиевый провод со стальным сердечником марки АС-120/19. ...
... 7 70,1 42,3≈50 70,1 50 13,5 185 8 68,7 40,4≈50 68,7 50 13,5 185 9 50 29,4≈50 50 50 13,5 185 10 240 140≈150 240 150 13,5 185 В системе электроснабжения завода применяются всего три вида сечений КЛ, поэтому требуется производить унификацию. Таким образом для прокладки внутризаводской сети используем кабели следующих сечений: ВВГ 3*50,ВВГ 3*300, ...
... или двигателя. · Местное управление – это управление приводом выключателя, разъединителя и другой аппаратуры непосредственно на месте. · Автоматическое управление – его используют в системе электроснабжения предприятий с большой потребляемой мощностью. Автоматическое управление осуществляется с помощью вычислительных машин управления ВМУ. Информация, поступающая в ВМУ, обрабатывается и ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...
0 комментариев