Навигация
Методическая печь как объект автоматизации
91177
знаков
2
таблицы
4
изображения
3. методическая печь как объект автоматизации
Методические печи, применяемые для нагрева заготовок перед листопрокатными станами, наиболее распространены в металлургическом производстве.
В печах этого типа нагревают обычно заготовки толщиной 60-400 мм, шириной 60-1850 мм и длиной от 1000 до 12000 мм, масса которых составляет от 50 до 40000 кг.
Одной из основных особенностей методических печей является противоточное движение в них газов и металла.
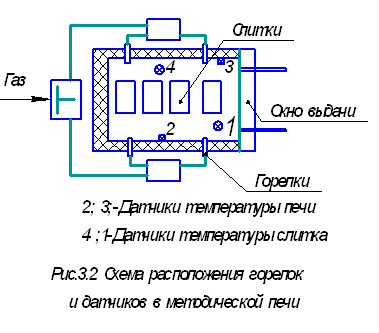
Нагревательный металл толкателем перемещается по водоохлаждаемым трубам. Топливо сжигается с помощью горелок, расположенных над и под поверхностью металла. Продукты сгорания двумя потоками – верхним и нижним движутся вдоль рабочего пространства печи в направлении, противоположном движению металла, т.е. противотоком. Через дымовые каналы продукты сгорания удаляются в боров и из него через рекуператор и дымовую трубу в атмосферу. Нагретый металл через окно выдачи попадает на рольганг и по нему к стану.
Тепловой и температурный режимы работы методических печей неизменны во времени. Вместе с тем температура в методических печах значительно меняется по длине печи. Характер изменения температуры, зависящий от требуемого графика нагрева металла, определяет как количество и назначение зон печи, так и режим теплообмена в каждой из них. Холодный металл поступает в зону наиболее низких температур и, продвигаясь навстречу дымовым газам, температура которых все время повышается, постепенно (методически) нагревается.
Первая (по ходу металла) зона имеет изменяющуюся по длине температуру и называется методической зоной. Сжигания топлива в этой зоне не производится. В ней металл постепенно подогревается до поступления в отапливаемую зону высоких температур (сварочную зону).
Во избежание возникновения чрезмерных термических напряжений необходим медленный нагрев массивных тел, в интервале температур от 0 до 500° С. Постепенный нагрев металла в методической зоне обеспечивает такую скорость нагрева, при которой не возникает недопустимого перепада температур по сечению заготовки.
Вторая (по ходу металла) зона называется зоной высоких температур или сварочной зоной. Назначение этой зоны – быстрый нагрев поверхности заготовки до конечной температуры, составляющей 1150 - 1250 °С. Для интенсивного нагрева поверхности металла до этих температур в сварочной зоне необходимо обеспечивать температуру на 150 - 250 °С и выше.
Третья (по ходу металла) томильная зона (зона выдержки) служит для выравнивания температуры по сечению металла и ликвидации холодных пятен на нижней поверхности заготовок. В сварочной зоне до высоких температур нагревается только поверхность металла; температура средних слоев металла, естественно, значительно меньше температуры поверхности, т.е. создается перепад температур по сечению металла, недопустимый по технологическим требованиям. В томильную зону металл поступает с этим перепадом температур по толщине. Температуру в томильной зоне поддерживают всего на 50 – 70°С выше необходимой конечной температуры нагрева металла. Поэтому температура поверхности металла в томильной зоне практически не меняется и поддерживается на достигнутом в сварочной зоне уровне; происходит только выравнивание температуры по толщине металла в условиях равномерно распределенного радиационного режима внешнего теплообмена.
При регулировании тепловым режимом методической печи температуру заготовок на выходе из печи выбирают с учетом ее влияния на условия нагрева металла, на прокатку и качество проката: чем выше температура на выходе из печи, тем, как правило, больше пластичность металла, меньше усилие и расход электроэнергии, затрачиваемые на его деформацию при прокатке, меньше износ и риск повреждения прокатного оборудования, т.е. с ростом температуры на выходе из печи условия прокатки становятся более благоприятными. Требуемая по условиям прокатки температура на выходе тем выше, чем ниже мощность привода клетей прокатного стана, больше расстояние от методической печи до стана и больше необходимое обжатие.
Обычно желательно, чтобы температура заднего конца заготовки превышала температуру переднего конца, так как задний конец в течение большего времени находится в прокатке и, следовательно, в большей степени охлаждается до окончания прокатки. Требуемое распределение температуры по длине заготовки зависит от скорости прокатки. Так, для прокатных станов старой конструкции было желательно, чтобы температура заднего конца сляба на 30° С превышала температуру переднего конца. На современных станах, работающих с большми скоростями прокатки, достаточен меньший перепад.
Тепловой режим печи зависит от производительности, скорости перемещения металла вдоль печи, так как методическая печь работает в одной поточной линии с прокатным станом и скорость перемещения металла зависит от темпа прокатки, который в течение коротких отрезков времени может колебаться в широких пределах вплоть до остановок стана, когда скорость перемещения металла становится равной нулю.
Колебания скорости движения металла приводят к изменению времени, за которое заготовки проходят тот или иной участок печи, а следовательно, и к изменению количества тепла, полученного ими на этом участке, если температура в зоне остается постоянной. При замедлении темпа прокатки и особенно при остановках стана это приводит к перегреву металла вплоть до сваривания заготовок, к увеличению угара и расхода топлива, а при увеличении темпа – к недогреву металла, к остановкам стана в связи с отсутствием нагретого металла.
Таким образом, при переменной производительности методической печи автоматическая стабилизация температуры в зонах не обеспечивает требуемый нагрев металла. В этом случае система управления должна определятъ скорость продвижения металла и при ее изменении автоматически изменять температурный режим печи таким образом, чтобы обеспечить требуемый нагрев металла в каждой зоне. Системы, реализующие такое управление, сравнительно просты, и их целесообразно использовать на всех методических печах.
Требуемый температурный режим в методической печи зависит от скорости продвижения металла. В связи с этим были созданы каскадные системы автоматического управления температурным режимом методических печей. Каждая такая система включает локальные САР температуры в зонах отопления и управляющее устройство, которое определяет скорость продвижения металла и при ее изменении автоматически изменяет (корректирует) задания локальным регуляторам температуры таким образом, чтобы обеспечить требуемый нагрев металла в каждой зоне. Эти системы различаются главным образом тем, какой параметр использован в них в качестве меры скорости продвижения металла или темпа прокатки.
Первоначально в качестве такого параметра выбирали температуру в методической зоне печи или температуру отходящих газов, так как увеличение скорости продвижения металла приводит к снижению этих температур, а уменьшение скорости – к их росту. Однако от этого информационного сигнала пришлось отказаться, так как указанная зависимость имеет место только при постоянном температурном режиме в зонах отопления. Если же температуры в зонах изменяют, например, в связи с изменением темпа прокатки, то эта зависимость становится неоднозначной и существенно различной при переходном и установившемся режимах.
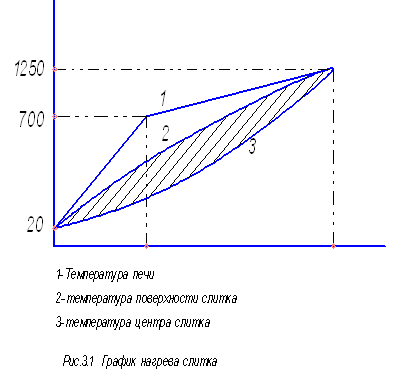
Более контролируемым параметром является температура поверхности металла, измеряемая радиационным пирометром примерно в середине методической зоны. Между этой температурой и скоростью продвижения металла также существует обратная зависимость, которая более устойчива. В этих системах сигнал выходного датчика потенциометра, работающего в комплекте с радиационным пирометром, преобразуется и поступает на вход регуляторов температуры сварочных зон, изменяя задание на требуемую величину.
Основной задачей является получение металла с заданной температурой поверхности и допустимым по условиям прокатки перепадом температур по сечению. Выполнить это при постоянной производительности печи и одинаковых параметрах загружаемого металла нетрудно. Для этого достаточно стабилизировать температуру в зонах.
Однако методические печи работают в условиях, далеких от установившихся: меняется производительность печи, определяемая работой прокатного стана и соседних печей, изменяется температура, размеры, марка загружаемого металла. Поэтому основной задачей управления процессом нагрева является выработка такого температурного режима печи, чтобы все время получать заданное качество нагрева в условиях переменной производительности агрегата с учетом других возмущений. Управляющим воздействием является расход топлива на зону, определяющий температуру в ней.
Похожие работы
... тепловой нагрузки. Для перехода на дистанционное управление служит блок 14 (БРУ-У), соединенный через пускатель 75 (ПРБ-74) с двигателем 16 (МЭО 25/100), перемещающим P.O. III. Теплота сгорания топлива контролируется датчиком 17 (КГ-7093.01), корректирующий импульс формируется во вторичном приборе 18 (КГ-7093.02). Коррекция задания при изменении тепловой нагрузки осуществляется с помощью блока ...
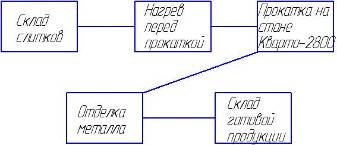
... – расходомер; 5 – датчик температуры печи. 4. Автоматизация процесса регулирования толщины полосы на толстолистовом стане кварто 2800 На листовых станах горячей прокатки в функции управляющей электронной вычислительной машины входят посадка и выдача слябов из нагревательных печей, регулирование теплового режима нагревательных печей, дистанционная перестройка черновых и чистовых клетей стана, ...
... в проведении операций компенсации входного сигнала и поэтому нашли широкое распространение для измерения, регистрации, сигнализации и автоматического регулирования температуры в металлургических агрегатах. На рисунке приведена упрощенная схема устройства автоматического потенциометра. Сигнал сравнивается с компенсирующим напряжением Uk, снимаемым с диагонали неуравновешенного измерительного ...
... площади пода печей определяют не через время нагрева, а используя величину напряжённости активного пода На. В этом случае Fа = Р/На, а длина печи La = Fa/B, где В – ширина печи. 4 Печи для термической обработки сортового проката. 4.1 Режимы термической обработки. Наиболее распространённым видом термической обработки сортового проката является отжиг с целью проведения полной фазовой ...
0 комментариев