Навигация
Инструкция по пользованию программой
91177
знаков
2
таблицы
4
изображения
10. Инструкция по пользованию программой
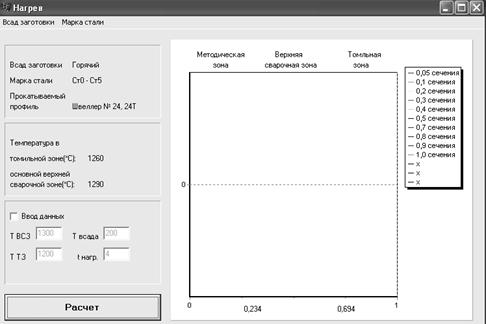
Рисунок 10.1 – Рабочее окно программы.
На рисунке 10.1 показано рабочее окно программы. Программа выполнена на языке программирования Borland C++ Builder, содержит информацию о различных прокатываемых профилях и марках стали. Для изменения Всада заготовки необходимо выбрать требуемый из выпадающего списка меню "Всад заготовки". Аналогично выбирается и марка стали и требуемая заготовка (рисунок 10.2)
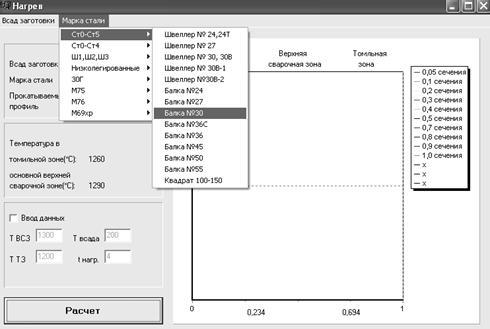
Рисунок 10.2 – Выбор требуемых параметров.
Информация о выбранных параметрах отображается на панелях слева, причем в нижней панели возможно изменять параметры, выбрав для этого "Ввод данных". По умолчанию на этой панели отображаются параметры текущей заготовки. По нажатии кнопки "Расчет" в окне появятся графики изменения температур по сечению заготовки (рисунок 10.3).
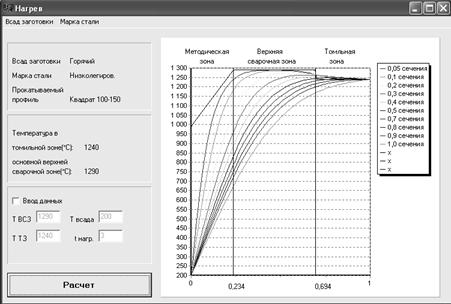
Рисунок 10-3 – Работа программы.
ВЫВОДЫ
На данный момент отделение методических печей занимает важное место в цикле производства проката различных сортов, видов и т. д. Для эффективной работы методической печи необходим серьезный контроль и автоматизация всех ее узлов.
Рост производства проката, повышение требований к его качеству, а также поточность технологических процессов создали условия для широкого внедрения эффективных средств автоматического контроля и управления и поставили задачу дальнейшего повышения уровня автоматизации. Автоматическое управление внедряют практически на всех участках отделения методических печей. Автоматизируются процессы нагрева, расходов топлива и воздуха, получают развитие новые, более совершенные способы контроля и управления процессами нагрева металла.
В рамках данного курсового проекта мною были рассмотрены контуры контроля и регулирования. Так же мною была разработана математическая модель процесса нагрева металла. Эта модель разработана на основании метода конечных разностей.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. В.А.Шамис "Borland C++ Builder 6. для профессионалов" СПб.:Питер,2003
2. А.Я.Архангельский. "C++ Builder 6. Справочное пособие." М.:Бином – Пресс, 2004г.
3. Нагрев металла и эксплуатация методических печей рельсобалочного цеха. Технологическая инструкция ТИ 232-7-89.
4. Матвеев А.Г. "Теплотехника". М. "Высшая школа" 1981.
5. А.С.Телегин "Теплотехнические расчеты металлургических печей"
6. И.Н.Сушкин "Теплотехника" М. "Металлургия" 1973
7. С.А.Малый "Автоматизация методических печей" Москва 1962.
8. Хоу Чэн Лян. Современное состояние и перспективы развития высокопроизводительных регенеративных печей в КНР // "Металлургическая теплотехника". Сборник научных трудов Государственной металлургической академии Украины. В 2-х томах. Т. 1 – Днепропетровск: ГМетАУ, 1999. – 214 с.
9. Патент 61495А Украина, С21D 9/70. Нагревательный колодец с шариковыми регенераторами / Сокуренко А.В., Шеремет В.А., Кекух А.В. и другие. Опубл. 17.11.2003. Бюллетень No 11.
10. Губинский В.И., Лу Чжун-У. Теория пламенных печей. – М.: Машиностроение, 1995. – 256 с.
Приложение А Листинг программы
void __fastcall TForm1::Button1Click(TObject *Sender)
{float h,t,l;
float u[1000][100];
float ug[1000][100];
float k[1000];
float v[1000];
float x[1000], w[1000];
int n,m;
double as=0;
if ( CheckBox1->Checked==true)
{
T1=StrToFloat(Edit1->Text);
T2=StrToFloat(Edit2->Text);
Tv=StrToFloat(Edit4->Text);
tau=StrToFloat(Edit5->Text);
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption=" ";
StaticText3->Caption=" ";
}
Edit1->Text=T1;
Edit2->Text=T2;
Edit4->Text=Tv;
Edit5->Text=tau;
Series13->Clear();
h=0.01;
n=1/h;
m=n;
Series9->Clear();
Series10->Clear();
for (int i=0; i<n; i++)
{ k[i]=0;
v[i]=0;
x[i]=0;
w[i]=0;
}
for (int i=0; i<n; i++)
{
for (int j=0; j<m; j++)
{
u[i][j]=0;
}
}
for (int j=0; j<m; j++)
{
u[0][j]=Tv;
}
for (int i=0; i<=n+1; i++)
{
if (as<=0.234)
{
u[i][0]=300/0.234*as+T2-300;
Series13->AddXY(as,u[i][0]);
}
else
if (as>0.234 && as<0.694)
{
u[i][0]=T2;
Series13->AddXY(as,T2);
}
else
if(as>=0.694)
{
u[i][0]=T1;
Series13->AddXY(as,u[i][0]);
}
as+=h;
}
l=(500*(1-0.1*tau))/(h*h*7200*0.6*n);
for (int j=1; j<=m; j+=1)
{
k[0]=0;
v[0]=u[0][j-1];
for (int i=1; i<=n-1; i+=1)
{
v[i]=(u[i][j-1]+l*v[i-1])/(1+2*l-l*k[i-1]);
k[i]=l/(1+2*l-l*k[i-1]);
}
for (int i=n; i>=1; i--)
{
x[n]=u[n][j-1];
x[i-1]=x[i]*k[i-1]+v[i-1];
}
for (int i=1; i<=n; i++)
{
u[i][j]=x[i];
}
for (int i=0; i<=n; i++)
{
w[0]=0;
for (int j=1; j<=n+1; j++)
{
float dw=h;
w[j]=w[j-1]+dw;
}
}
}
Series1->Clear();
Series2->Clear();
Series3->Clear();
Series4->Clear();
Series5->Clear();
Series6->Clear();
Series7->Clear();
Series8->Clear();
Series11->Clear();
Series12->Clear();
float asd;
if(T2<T1)
asd=T1;
else
asd=T2;
for(int f=Tv;f<=asd+10;f+=10)
{
Series11->AddXY(0.234,f);
Series12->AddXY(0.694,f);
}
for (int i=0; i<n; i++)
{
Series1->AddXY(w[i],u[i][5]);
Series2->AddXY(w[i],u[i][10]);
Series3->AddXY(w[i],u[i][20]);
Series4->AddXY(w[i],u[i][30]);
Series5->AddXY(w[i],u[i][40]);
Series6->AddXY(w[i],u[i][50]);
Series7->AddXY(w[i],u[i][60]);
Series8->AddXY(w[i],u[i][70]);
Series9->AddXY(w[i],u[i][80]);
Series10->AddXY(w[i],u[i][99]);
}
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N24241Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 24, 24Ò";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N271Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 27";
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N302Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 30,30Â";
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N3011Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1360;
tau=4;
}
else
if(vsad==2)
{
T2=1330;
tau=3.3;
}
else
if(vsad==3)
{
T2=1300;
tau=3;
}
T3=T2-50;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 30Â-1";
StaticText4->Caption=T1;
StaticText5->Caption=T2;
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N3021Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1370;
tau=4;
}
else
if(vsad==2)
{
T2=1340;
tau=3.3;
}
else
if(vsad==3)
{
T2=1310;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 30Â-2";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N241Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹24";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N272Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹27";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N303Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1360;
tau=4;
}
else
if(vsad==2)
{
T2=1330;
tau=3.3;
}
else
if(vsad==3)
{
T2=1300;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹30";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N361Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1370;
tau=4;
}
else
if(vsad==2)
{
T2=1340;
tau=3.3;
}
else
if(vsad==3)
{
T2=1310;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹36Ñ";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N362Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1370;
tau=4.3;
}
else
if(vsad==2)
{
T2=1340;
tau=4;
}
else
if(vsad==3)
{
T2=1310;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹36";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N451Click(TObject *Sender)
{
T1=1300;
if (vsad==1)
{
T2=1380;
tau=4.3;
}
else
if(vsad==2)
{
T2=1350;
tau=4;
}
else
if(vsad==3)
{
T2=1320;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹45";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N501Click(TObject *Sender)
{
T1=1300;
if (vsad==1)
{
T2=1380;
tau=4.3;
}
else
if(vsad==2)
{
T2=1350;
tau=4;
}
else
if(vsad==3)
{
T2=1320;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹50";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N551Click(TObject *Sender)
{
T1=1300;
if (vsad==1)
{
T2=1380;
tau=4.3;
}
else
if(vsad==2)
{
T2=1350;
tau=4;
}
else
if(vsad==3)
{
T2=1320;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹55";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N1001501Click(TObject *Sender)
{
T1=1240;
if (vsad==1)
{
T2=1370;
tau=3.3;
}
else
if(vsad==2)
{
T2=1340;
tau=2;
}
else
if(vsad==3)
{
T2=1310;
tau=2.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Êâàäðàò 100-150";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N11Click(TObject *Sender)
{
T1=1270;
if (vsad==1)
{
T2=1370;
tau=5;
}
else
if(vsad==2)
{
T2=1340;
tau=4.3;
}
else
if(vsad==3)
{
T2=1310;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò4";
StaticText3->Caption="Øïóíò ØÏ-1";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N12Click(TObject *Sender)
{
T1=1270;
if (vsad==1)
{
T2=1370;
tau=5;
}
else
if(vsad==2)
{
T2=1340;
tau=4.3;
}
else
if(vsad==3)
{
T2=1310;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò4";
StaticText3->Caption="Øïóíò ØÊ-1";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N50655065651Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=3.3;
}
else
if(vsad==2)
{
T2=1340;
tau=3;
}
else
if(vsad==3)
{
T2=1310;
tau=2.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò4";
StaticText3->Caption="Ä50,ÊÁ50,ÁÏ65";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N1001201Click(TObject *Sender)
{
T1=1240;
if (vsad==1)
{
T2=1370;
tau=3.3;
}
else
if(vsad==2)
{
T2=1340;
tau=3;
}
else
if(vsad==3)
{
T2=1310;
tau=2.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ø1,Ø2,Ø3";
StaticText3->Caption="Êðóã 100 è 120";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N1001502Click(TObject *Sender)
{
T1=1240;
if (vsad==1)
{
T2=1340;
tau=3.4;
}
else
if(vsad==2)
{
T2=1310;
tau=3.1;
}
else
if(vsad==3)
{
T2=1280;
tau=2.4;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Íèçêîëåãèðîâ.";
StaticText3->Caption="Êâàäðàò 100-150";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N731Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=5;
}
else
if(vsad==2)
{
T2=1340;
tau=4.3;
}
else
if(vsad==3)
{
T2=1310;
tau=4;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="30Ã";
StaticText3->Caption="ÑÏ-73";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N811Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=5;
}
else
if(vsad==2)
{
T2=1340;
tau=4.3;
}
else
if(vsad==3)
{
T2=1310;
tau=4;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="30Ã";
StaticText3->Caption="ÑÏ-81";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N49501Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1360;
tau=3.3;
}
else
if(vsad==2)
{
T2=1330;
tau=3;
}
else
if(vsad==3)
{
T2=1300;
tau=2.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ì75";
StaticText3->Caption="Ðåëüñû Ñ49,Ð50";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N651Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=3.4;
}
else
if(vsad==2)
{
T2=1340;
tau=3.1;
}
else
if(vsad==3)
{
T2=1310;
tau=2.4;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ì76";
StaticText3->Caption="Ðåëüñû Ð65";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N752Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=4.2;
}
else
if(vsad==2)
{
T2=1340;
tau=3.5;
}
else
if(vsad==3)
{
T2=1310;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ì76";
StaticText3->Caption="Ðåëüñû Ð75";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N652Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=4.1;
}
else
if(vsad==2)
{
T2=1340;
tau=3.4;
}
else
if(vsad==3)
{
T2=1310;
tau=3.1;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ì69õð.";
StaticText3->Caption="Ðåëüñû Ð65";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::CheckBox1Click(TObject *Sender)
{
Edit1->Enabled=true;
Edit2->Enabled=true;
Edit4->Enabled=true;
Edit5->Enabled=true;
N1->Enabled=false;
N2->Enabled=false;
if(CheckBox1->Checked==false)
{
Edit1->Enabled=false;
Edit2->Enabled=false;
Edit4->Enabled=false;
Edit5->Enabled=false;
N1->Enabled=true;
N2->Enabled=true;
}
}
//---------------------------------------------------------------------------
Похожие работы
... тепловой нагрузки. Для перехода на дистанционное управление служит блок 14 (БРУ-У), соединенный через пускатель 75 (ПРБ-74) с двигателем 16 (МЭО 25/100), перемещающим P.O. III. Теплота сгорания топлива контролируется датчиком 17 (КГ-7093.01), корректирующий импульс формируется во вторичном приборе 18 (КГ-7093.02). Коррекция задания при изменении тепловой нагрузки осуществляется с помощью блока ...
... – расходомер; 5 – датчик температуры печи. 4. Автоматизация процесса регулирования толщины полосы на толстолистовом стане кварто 2800 На листовых станах горячей прокатки в функции управляющей электронной вычислительной машины входят посадка и выдача слябов из нагревательных печей, регулирование теплового режима нагревательных печей, дистанционная перестройка черновых и чистовых клетей стана, ...
... в проведении операций компенсации входного сигнала и поэтому нашли широкое распространение для измерения, регистрации, сигнализации и автоматического регулирования температуры в металлургических агрегатах. На рисунке приведена упрощенная схема устройства автоматического потенциометра. Сигнал сравнивается с компенсирующим напряжением Uk, снимаемым с диагонали неуравновешенного измерительного ...
... площади пода печей определяют не через время нагрева, а используя величину напряжённости активного пода На. В этом случае Fа = Р/На, а длина печи La = Fa/B, где В – ширина печи. 4 Печи для термической обработки сортового проката. 4.1 Режимы термической обработки. Наиболее распространённым видом термической обработки сортового проката является отжиг с целью проведения полной фазовой ...
0 комментариев