Навигация
Общие задачи автоматизации
91177
знаков
2
таблицы
4
изображения
4. общие задачи автоматизации
Температура рабочего пространства
Основным направленно изменяемым параметром при управлении нагревом металла является температура рабочего пространства. Именно она в первую очередь определяет теплоотдачу металлу, распределение температур в его массе, интенсивность окалинообразования, износ конструкций печи и другие важнейшие параметры, характеризующие процесс тепловой обработки металла и работу агрегата. Измеренная температура является главным источником информации о тепловом состоянии отдельных зон и всей печи в целом. На основе этой информации составляют инструкции по нагреву, выполняют тепловой расчет зон, рассчитывают нагрев металла, задают температурный профиль печи, осуществляют управление тепловым и температурным режимами. Достоверность результатов решения перечисленных задач в первую очередь зависит от того, какая величина принята в качестве температуры рабочего пространства, где и как она измерена.
Методическая печь, как и любая её зона, является объектами с распределёнными параметрами. При этом каждой точке печного пространства присуща своя температура, которая и определяет тепловой поток из этой точки на выбранный элемент поверхности металла. Подвод тепла к этой поверхности осуществляется вследствие излучения факела, продуктов горения, стен и свода, а также конвекции. Конвективная составляющая существенна лишь в методической зоне при высоких скоростях продуктов горения, обеспечиваемых многократной принудительной рециркуляцией, создаваемой специально установленными вентиляторами. Для высокотемпературных зон можно с достаточной точностью считать, что металл получает тепло только путём излучения.
Задачей локальной системы является обеспечение заданной температуры рабочего пространства в зоне отопления путём соответствующего изменения ее тепловой нагрузки.
Изменение тепловой нагрузки зон, оборудованных инжекционными горелками, осуществляется путём изменения расхода топлива при воздействии на общую поворотную заслонку на зональном газопроводе. Соответствующее изменение расхода воздуха горения достигается автоматически изменением режима работы горелок.
Для зон, оборудованных дутьевыми горелками, изменение тепловой нагрузки может быть осуществлено либо изменением расхода топлива с последующим изменением расхода воздуха, либо изменением расхода воздуха с последующим изменением расхода топлива. Второй способ имеет то преимущество, что при недостатке воздуха горения исключается возможность подачи в зону излишнего количества топлива, полное сгорание которого может произойти в следующей зоне или рекуператоре. Как недостаток этого способа часто указывают на дальнейшее увеличение, в первый момент регулирования, отклонения температуры от заданного значения. Однако значительная инерционность датчиков температуры рабочего пространства не дает проявляться этому недостатку. Гораздо более сильное влияние оказывают люфты в сочленениях исполнительных механизмов с поворотными заслонками на зональных воздухопроводах, приводящие к снижению запаса устойчивости системы регулирования. Кроме того, при высокой температуре воздуха заслонки часто заклинивает, поэтому наибольшее распространение на методических печах получили системы, реализующие первый способ – в котором ведущим является топливо. Такие системы позволяют обеспечить с приемлемой точностью поддержание заданной температуры рабочего пространства даже при выходе из строя заслонок на воздухопроводах. Возникающие при этом нарушения в работе систем регулирования соотношения топливо – воздух не препятствуют регулированию температуры.
Качество работы системы зависит от того, насколько правильно выбраны точка контроля, способ установки датчика, тип и настройка регулятора, а также регулирующий орган.
Тип регулятора и его настройки выбирают в соответствии с динамическими свойствами зоны, которую, с достаточной степенью точности, можно рассматривать как последовательное соединение звена чистого запаздывания и статического звена первого порядка.
Требуемый температурный режим в методической печи зависит от скорости продвижения металла. В связи с этим были созданы каскадные системы автоматического управления температурным режимом методических печей. Каждая такая система включает локальные САР температуры в зонах отопления и управляющее устройство, которое определяет скорость продвижения металла и при ее изменении автоматически изменяет задания локальным регуляторам температуры таким образом, чтобы обеспечить требуемый нагрев металла в каждой зоне. Эти системы различаются главным образом тем, какой параметр использован в них в качестве меры скорости продвижения металла или темпа прокатки.
Первоначально в качестве такого параметра выбирали температуру в методической зоне печи или температуру отходящих газов, так как увеличение скорости продвижения металла приводит к снижению этих температур, а уменьшение к их росту. Однако от этого импульса пришлось отказаться, так как указанная зависимость имеет место только при постоянном температурном режиме в зонах отопления. Если же температуры в зонах изменяются, то эта зависимость становится неоднозначной и существенно различной при переходном и установившемся режимах.
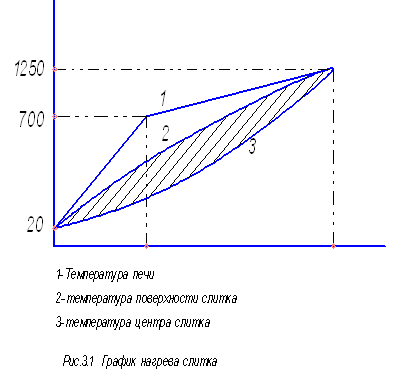
Более представительным импульсом является температура поверхности металла, измеряемая радиационным пирометром примерно в середине методической зоны. Между этой температурой и скоростью продвижения металла также существует обратная зависимость, которая более устойчива. Поэтому системы, использующие такой импульс, были смонтированы на многих методических печах
В этих системах сигнал выходного датчика потенциометра, работающего в комплекте с радиационным пирометром, преобразуется и поступает на вход регуляторов температуры сварочных, а иногда и томильной зон, изменяя задание на требуемую величину
Температура металла
Важнейшим параметром, характеризующим режим нагрева, является температура металла. Существенной является не только температура поверхности заготовки, но и её распределение по толщине. Однако непрерывный замер этого распределения для всех нагреваемых заготовок в процессе нормальной эксплуатации печи невозможен, поэтому в системах и алгоритмах управления, а также системах защиты используют в качестве измеряемого параметра только температуру поверхности. Температуру внутри заготовки определяют путём расчётов в использованием уравнений внутренней теплопередачи; и лишь периодически, для контрольных заготовок, измеряют с помощью специальных термопар.
Можно выделить ряд задач, при решении которых используют измеренную температуру металла. В зависимости от типа задачи в само понятие "температура металла" вкладывают различное содержание, соответственно формулируют требования к способу измерения температуры поверхности и формированию выходной контролируемой величины, а также требования к точности, количеству и месту установки датчиков.
Наиболее простой задачей является предотвращение оплавления заготовки. В этом случае под температурой металла понимают температуру поверхности заготовки вне зависимости от того, покрыта она окалиной или нет.
Более сложной задачей является измерение температуры металла в методической зоне с целью использования полученной информации для управления температурным режимом всей печи при изменениях её производительности.
В этом случае под температурой металла понимают температуру поверхности заготовки, измеренную в строго определённом месте печи, для которого выдерживается однозначная и линейная зависимость производительности печи от измеренной температуры.
Ещё более сложная задача возникает при переходе от систем регулирования температуры печного пространства к системе регулирования непосредственно температуры металла в процессе его нагрева. Такой переход целесообразен, так как связь между температурой металла и печного пространства не является однозначной, а непрерывно видоизменяется в зависимости от режима работы печи, сортамента и координаты нагреваемой заготовки, что приводит к значительному разбросу температур металла на выдаче из-за несвоевременного или неправильного изменения задания регуляторам температуры в зонах.
Однако при переходе к регулированию непосредственно температуры металла необходимо учитывать два основных фактора: 1) нагрев металла в методической печи является распределённым процессом, в результате чего все заготовки в зоне имеют различное распределение температур по сечению; коэффициент передачи по каналу расход топлива – температура поверхности заготовки изменяется по длине зоны, увеличиваясь в направлении движения факела; 2) зоны печи не приспособлены для независимого регулирования локальных температур.
Следовательно, для создания эффективной системы управления нагревом металла необходим распределённый контроль температуры, на основе которого может быть сформирована величина, характеризующая усреднённую по длине зоны температуру поверхности заготовок. Именно эта величина будет являться регулируемым параметром и её понимают под температурой металла при решении данной задачи.
Непрерывный распределённый контроль температуры металла в настоящее время практически неосуществим, поэтому предложено заменить его контролем в конечном числе точек, т.е. заменить пространственную реализацию температурного профиля поверхности металла по длине зоны ступенчатой кривой, которая в интервалах между точками контроля остаётся неизменной.
Следующая задача, при решении которой используется температура металла – упрощение алгоритмов систем оптимального управления, минимизирующих, например, среднее квадратическое отклонение температуры заготовок на выдаче из печи от заданного значения. В этих системах с помощью модели нагрева и на основах данных о температуре печного пространства, скорости продвижения металла через печь и его теплофизических параметрах осуществляется непрерывный расчёт температур на поверхности и внутри заготовки. Информация о температуре металла позволяет исключить из системы модель внешнего теплообмена и существенно упростить алгоритмы управления, которые в данном случае базируются на результатах прямых измерений. В этом случае под температурой металла понимается температура поверхности заготовки, измеренная в какой – либо точке зоны, например в её середине. Совпадение достигнутого в результате управления распределения температур по сечению заготовки с заданным во многом зависит от точности измерения. Однако степень влияния погрешности измерения на конечный результат управления различна для разных зон печи.
Следующая задача, при которой используется измеренная температура металла, - проверка точности моделей нагрева, их адаптация и определение достигнутых результатов управления.
В этом случае под температурой металла понимается температура поверхности заготовки, измеренная в любом заранее заданном и удобном для обслуживания месте. Число датчиков меньше или равно числу зон. Допустимая абсолютная погрешность измерения не более 10 К. Столь жёсткие требования к точности измерения связаны с тем, что сравниваются абсолютные значения рассчитанной и измеренной температур поверхности и по полученной разнице направленно корректируются коэффициенты в моделях нагрева или управления. Низкая точность измерения может привести либо к неустойчивости модели, либо к слишком большому времени их адаптации.
Из сказанного выше следует, что для решения любой из перечисленных задач необходимо обеспечить непрерывное измерение температуры поверхности заготовки. Точность измерения, количество точек контроля и их расположение по длине печи, способ обработки полученной информации и содержание понятия "температура металла" определяются типом решаемой задачи.
Непрерывное определение распределения температур по толщине заготовки может быть выполнено только расчётным путем с периодическим уточнением получаемых результатов путём измерения действительных температур на поверхности и внутри контрольной заготовки с помощью термопар.
Давление в рабочем пространстве печи
Давление в рабочем пространстве методических печей существенно влияет на их тепловую работу. Оно определяет при прочих равных условиях интенсивность нагрева металла, удельный расход топлива, величину угара и окалинообразования, удобство обслуживания и сохранность агрегата.
Излишне высокое давление ведёт к выбиванию из печи продуктов сгорания, что наряду с ростом тепловых потерь вызывает ускоренный износ внешних конструкций, затрудняет визуальный контроль и обслуживание, загрязняет атмосферу цеха.
Слишком низкое давление обусловливает подсос в печь через рабочие окна и различные неплотности в кладке холодного воздуха, что ведёт к ухудшению использования топлива, увеличению угара и окалинообразования и затрудняет управление процессом горения. Особенно опасен подсос воздуха через окно выдачи, вызывающий неравномерное охлаждение ближайшей заготовки и подстуживание подины. При длительной паузе в работе стана эта заготовка уже не может быть направлена в прокатку, а возвращается на склад.
Наиболее благоприятным в смысле обеспечения наилучшей тепловой работы печи и удобства её обслуживания является небольшое положительное давление во всём рабочем пространстве. Однако создать такой режим работы на современных методических печах практически невозможно. Главная причина – работа горелок, подающих топливо и воздух с большой кинетической энергией. По мере движения вдоль зоны скорость продуктов сгорания уменьшается, динамический напор переходит в статический, в результате чего давление непрерывно нарастает в направлении окна посада.
Возникающий при этом перепад по длине каждой зоны зависит не только от типа установленных в ней горелок, их положения и направления, но и от конфигурации самой зоны и количества топлива, подаваемого в неё.
Попытки выровнять распределение давления по длине печи уменьшением высоты пережимов, подбором угла установки горелок, изменением направления движения продуктов сгорания в отдельных зонах пока не дали положительных результатов. Различного рода газовые и паровые завесы, применяемые для снижения вредного влияния подсасываемого холодного воздуха и уменьшения выбивания, только дополнительно искажают это распределение.
По высоте печи давление также различно из-за влияния геометрического напора столба продуктов сгорания. Под сводом оно выше, чем на уровне металла, в нижних зонах – минимально, это ведёт к перетокам, обусловливающим взаимовлияние зон и перегрев торцов заготовок.
Периодическое открытие заслонок окна выдачи вызывает дополнительные изменения давления, особенно сильно проявляющиеся в томильной зоне.
При таком многообразии возмущающих факторов и различии их проявлении в различных точках рабочего пространства на современных методических печах имеется лишь один канал управления давлением – изменением тяги. В зависимости от принятой схемы это изменение реализуют путём воздействия на положение поворотного клапана в дымовом борове, или на производительность дымососа, или на режим работы вытяжной трубы.
Однако в любом случае при изменении тяги изменяются только абсолютные значения давления, а не характер его распределения по длине и высоте печи. График распределения перемещается параллельно самому себе, не претерпевая сколь-нибудь существенной деформации.
В таких условиях давление в одной произвольно выбранной точке рабочего пространства может лишь приближённо характеризовать гидравлический режим печи и соответствующую ему тепловую работу. Исходя из этого, выбор импульсной точки в рабочем пространстве осуществляется в соответствии с главной для данной печи задачей – основным требованием к её гидравлическому режиму.
Наиболее распространено требование минимума подсоса холодного воздуха как условие обеспечения приемлемого режима нагрева металла и нормального сжигания топлива. Одновременно накладываются и противоречивое требование – ограничить выбивание продуктов сгорания через окна и неплотности кладки.
Исходя из того, что наиболее вредны подсосы в томильной зоне, импульсную точку располагают под её сводом. Величину давления выбирают так, чтобы с учётом геометрического напора обеспечить небольшое положительное давление на уровне металла.
За счёт инжектирующего действия горелочного и геометрического напора, обусловленного низким расположением окна выдачи, исключить подсос холодного воздуха в томильную зону не удаётся. Чтобы уменьшить его вредное влияние, снижают подачу регулируемого воздуха в горелки томильной зоны или устанавливают у окна выдачи газовые завесы, а на печах с машинной выдачей оборудуют окалиносборник мощными горелками, работающими также со сниженным соотношением топливо-воздух. Попытки уменьшить подсосы путём подъёма давления в печи ведут к недопустимому увеличению выбивания. Кроме того, давление в других зонах печи ставится в зависимость от режима работы томильной зоны, что может вызвать нежелательные изменения режима нагрева металла в этих зонах при срабатывании системы регулирования давления в моменты открытия заслонок окна выдачи. Это объясняется тем, что для сварочных зон возмущения по давлению, а следовательно, и по режиму нагрева металла, вызванные быстрым и значительным перемещением поворотного дымового клапана, заметно превосходят таковые, вызванные только закрытием заслонок.
Другим, также весьма распространённым требованием является обеспечение минимальной длительности пребывания металла в печи. В этом случае режим работы каждой зоны и распределение давления по печи устанавливают таким образом, чтобы обеспечить за счёт оптимального распределения температуры над заготовками максимально допустимую интенсивность нагрева металла и, как следствие, минимальное время пребывания его в печи. Как показали исследования, оптимальный в этом смысле гидравлический режим характеризуется значительным разрежением в томильной зоне и высоким давлением в первых зонах у окна посада. Чтобы уменьшить вредное влияние подсосов и не допустить увеличение угара за счёт избытка кислорода в атмосфере печи, в обязательном порядке устанавливают мощную газовую завесу у окна выдачи, чем одновременно достигается рост производительности печи. Для уменьшения выбивания уплотняют кладку, уменьшают число рабочих окон в первых зонах, а заслонку окна посада поднимают на минимально возможную высоту.
В большинстве случаев ритм работы комплекса печи – стан диктуется ритмом работы стана, поэтому в зависимости от текущей ситуации режимы работы отдельных зон печи и распределение давления вдоль неё должны претерпевать существенные изменения. В этих условиях гидравлический режим должен обеспечить нагрев металла с необходимой интенсивностью при заданной температуре рабочего пространства с минимальными потерями на угар и окалину. Подразумевается, что работа соответствующей локальной системы регулирования исключает колебания соотношения топливо – воздух и связанных с ними дополнительных потерь металла и топлива.
Поддержание оптимального в этом смысле давления в каждой зоне возможно при прочих равных условиях только в том случае, если контролируемая величина характеризует условия нагрева металла в каждой точке печи, отражает только те возмущающие и регулирующие воздействия, которые оказывают существенное воздействие на гидравлический режим и тепловую работу, и обеспечивают возможность направленного воздействия на условия нагрева металла.
Из изложенного ясно, что для обеспечения оптимального гидравлического режима необходимо непрерывно изменять величину поддерживаемого среднеинтегрального давления в зависимости от поставленной задачи и текущей ситуации.
Однако, как показали исследования, выполненные на пятизонной методической печи, ее тепловую работу достаточно точно характеризует и давление в импульсной точке, расположенной под наклонным участком свода последней по ходу металла верхней сварочной зоны.
Стабилизация давления в указанной импульсной точке обеспечивает в значительной мере автоматическое возвращение гидравлического режима печи к его достижимому оптимальному состоянию практически при всех видах возмущений.
Качество работы системы регулирования зависит от представительной точки контроля, правильности подключения датчика, типа регулятора и его настройки, скорости перемещения и характеристики регулирующего органа.
Управление сжиганием топлива
Задачей этих систем является обеспечение экономичного сжигания топлива, достижение наилучших условий теплообмена факела с металлом и кладкой и поддержание в печи газовой атмосферы определённого состава. Указанные задачи решаются путём направленного изменения соотношения топливо – воздух (Со), автоматическая стабилизация которого позволяет улучшить качество нагрева металла, уменьшить удельный расход топлива, угар и окалинообразование.
В печах с инжекционными горелками происходит саморегулирование Со, требуемое значение которого устанавливают, изменяя при наладке положение воздушных клапанов перед горелками. Если при полностью открытых клапанах воздуха все же недостаточно, то уменьшают размеры газовых сопел или переходят на сжигание газа с пониженной теплотой сгорания.
В печах с дутьевыми горелками регулирование осуществляется путём принудительного изменения расхода или Со (схемы с ведущим топливом). Гораздо реже встречаются системы с ведущим воздухом. Поддержание заданного значения Со обеспечивают локальные системы регулирования, использующие в качестве входной информации непрерывно измеряемые расходы топлива и воздуха. Величину Со устанавливают с помощью выносного задатчика, отградуированного либо непосредственно в единицах Со, либо в единицах коэффициента расхода воздуха, определяемого как отношение измеренного расхода воздуха к теоретическому, необходимому для полного сжигания измеренного расхода топлива.
При заметных отклонениях барометрического или избыточного давления и температуры топлива или воздуха от расчётных в показания расходомеров вводят соответствующую поправку для приведения к стандартным условиям. Обычно учитывают только отклонения температуры.
Динамика объекта регулирования, которым в данном случае является участок трубопровода между диафрагмой и регулирующим органом, аппроксимируемый с достаточной степенью точности звеном чистого запаздывания и апериодическим звеном первого порядка. В таких условиях удовлетворительное качество регулирования достигается при использовании ПИ-регуляторов со сниженным коэффициентом передачи пропорциональной части или при использовании чистых И-регуляторов.
Качественное регулирование заданного значения Со по измеренным расходам даже при достаточно больших тепловых нагрузках ещё не гарантирует экономического сжигания топлива о постоянства состава продуктов сгорания внутри печи.
Неконтролируемые изменения теплоты сгорания топлива, особенно при отоплении смешанным газом, приводят к колебаниям действительного значения Со, которые могут достигать значительной величины. Для устранения этих колебаний в систему регулирования вводят импульс от калориметра, непрерывно измеряющего теплоту сгорания топлива.
Действительное количество воздуха, поступающего в печь, может отличаться от измеренного. Это отличие обусловлено потерями на участках воздухопровода, расположенных после диафрагмы, и подсосами в печь холодного воздуха из окружающего пространства. Количество теряемого воздуха может быть ориентировочно оценено при теплотехнических испытаниях печи. Количество подсасываемого воздуха зависит от давления в печном пространстве и увеличивается при снижении тепловой нагрузки. Используя эту зависимость, можно сформировать корректирующий импульс, вызывающий снижение заданного значения Со в соответствии с уменьшением тепловой нагрузки. Введение такого импульса, а также учёт теряемого воздуха позволяет снизить влияние этих факторов, но не устранить их полностью. Кроме того, в процессе эксплуатации печи количество теряемого воздуха и зависимость между количеством подсасываемого воздуха и тепловой нагрузки меняются.
Достаточно точно о составе атмосферы печи (полноте сжигания топлива) можно судить по результатам анализа продуктов сгорания, отбираемых в конце печи, или для печей большой мощности в конце каждой зоны. По найденному содержанию О2, CO, H2, CH4 и N2 может быть рассчитан действительный коэффициент расхода воздуха. Разность между заданным и рассчитанным значениями будет корректирующим сигналом регулятору Со. Применение указанного способа требует обеспечения представительности проб продуктов сгорания, отбираемых для автоматического анализа, решения задач очистки и охлаждения пробы, а также минимума запаздываний в импульсной линии и собственно газоанализаторе. Динамические характеристики современных автоматических газоанализаторов на порядок больше динамических характеристик объекта управления, что приводит при непосредственном регулировании Со по результатам анализа к большим и знакопеременным динамическим погрешностям. Представительный импульс может быть сформирован только по большому количеству отдельных измерений и, характеризуя тенденцию изменения действительного значения Со, может использоваться в качестве корректирующего сигнала.
Если в печи осуществляется полное сжигание топлива, то достаточно контролировать только содержание О2 в продуктах горения. Такой анализ может быть выполнен с достаточным быстродействием и без применения сложных устройств отбора и подготовки пробы с помощью датчика с твёрдым электролитом.
Чтобы уменьшить кратковременные колебания Со, связанные с запаздыванием показаний расходомеров или с прекращением регулирования, вызванным отклонением температуры датчика от заданного значения, в систему может быть введён импульс от исполнительного механизма, перемещающего регулирующий орган на трубопроводе топлива.
Управление сжиганием топлива может быть осуществлено также с помощью экстремальных систем регулирования, в которых в результате непрерывного поиска определяется значение Со, обеспечивающее максимальную при данном расходе топлива температуру в области, контролируемой датчиком.
Похожие работы
... тепловой нагрузки. Для перехода на дистанционное управление служит блок 14 (БРУ-У), соединенный через пускатель 75 (ПРБ-74) с двигателем 16 (МЭО 25/100), перемещающим P.O. III. Теплота сгорания топлива контролируется датчиком 17 (КГ-7093.01), корректирующий импульс формируется во вторичном приборе 18 (КГ-7093.02). Коррекция задания при изменении тепловой нагрузки осуществляется с помощью блока ...
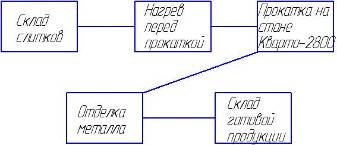
... – расходомер; 5 – датчик температуры печи. 4. Автоматизация процесса регулирования толщины полосы на толстолистовом стане кварто 2800 На листовых станах горячей прокатки в функции управляющей электронной вычислительной машины входят посадка и выдача слябов из нагревательных печей, регулирование теплового режима нагревательных печей, дистанционная перестройка черновых и чистовых клетей стана, ...
... в проведении операций компенсации входного сигнала и поэтому нашли широкое распространение для измерения, регистрации, сигнализации и автоматического регулирования температуры в металлургических агрегатах. На рисунке приведена упрощенная схема устройства автоматического потенциометра. Сигнал сравнивается с компенсирующим напряжением Uk, снимаемым с диагонали неуравновешенного измерительного ...
... площади пода печей определяют не через время нагрева, а используя величину напряжённости активного пода На. В этом случае Fа = Р/На, а длина печи La = Fa/B, где В – ширина печи. 4 Печи для термической обработки сортового проката. 4.1 Режимы термической обработки. Наиболее распространённым видом термической обработки сортового проката является отжиг с целью проведения полной фазовой ...
0 комментариев