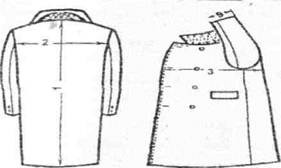
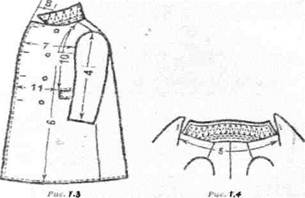
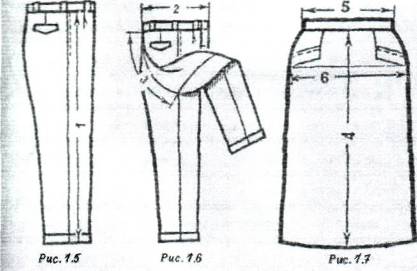
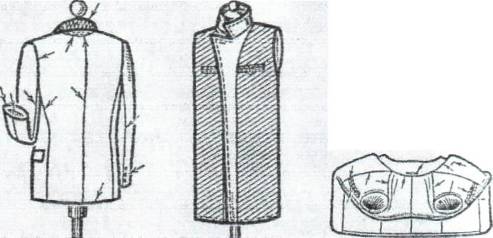
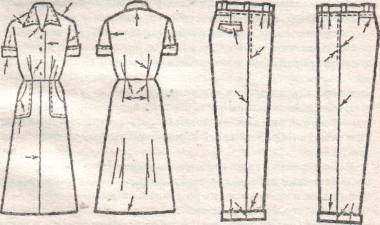
Характеристика модели заданного вида изделия
Технологические режимы влажно - тепловой обработки и параметры образования клеевых соединении
Разработка схемы последовательности сборки и обоснование степени готовности изделия к примерке
Выбор методов обработки и оборудования для заданного вида изделия
Разработка графических моделей методов обработки основных узлов изделия
Оценка эффективности методов обработки заданного узла изделия
Разработка технологического процесса заданного узла
Разработка инструкционной карты на заданный узел
Навигация
Технологические режимы влажно - тепловой обработки и параметры образования клеевых соединении
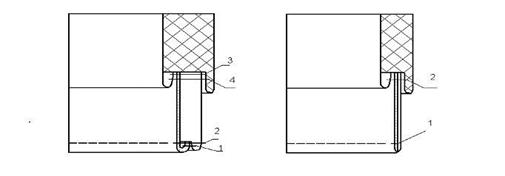
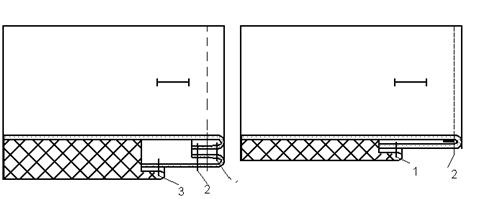
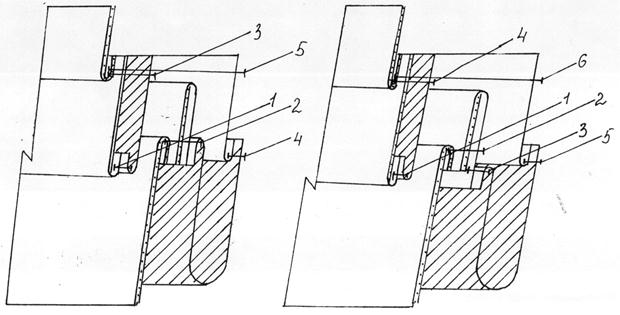
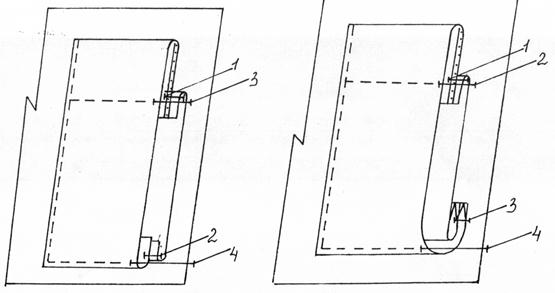
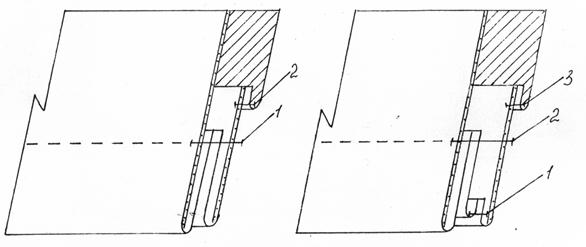
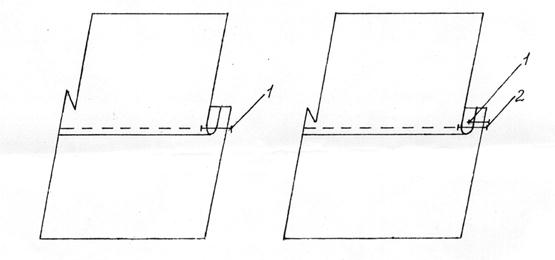
Выбор и оценка методов обработки женского жакета. Методы обработки накладного кармана
40851
знак
35
таблиц
30
изображений
2.3 Технологические режимы влажно - тепловой обработки и параметры образования клеевых соединении.
Существенное влияние на качество изделий оказало влажно-тепловая обработка, поэтому следует обоснованно подходить к выбору режимов влажно-тепловой обработки, т.к. нарушение установленных параметров приводит к появлению таких дефектов, как ласы, пятна, опалы, тепловая усадка и др.
Режимы влажно-тепловой обработки выбираны с учетом волокнистого состава материалов применительно к использованию прессового и утюжильного оборудования. Режимы влажно-тепловой обработки приведены в таблице 2.
Таблица 2- Режимы влажно-тепловой обработки
| Наименование материалов, входящих в пакет | Температура прессования, С° | Усилие прессова-ния, кПа | Масса утюга, кг | Время обработки, с | Увлажнение, % к массе материала | ||
| пресса | утюга | Прессом | утюгом | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Вельвет | 150 | 190 | 15-100 | 6-8 | 20 | 30 | 30 |
| Подкладочная | 140 | 140 | 50 | 4-6 | 5 | 20 | 15-20 |
| Прокладочная | 165 | 170 | 30-100 | 3-5 | 15-30 | 20 | 15-20 |
Клеевой материал для изготовления заданного вида изделия выбран от ассортимента изделия, его назначения, условий эксплуатации, свойств используемых основных материалов, выбранной технологии и вида оборудования для склеивания, а также способов ухода за изделием. Совокупность этих факторов определяет показатели качества образующихся пакетов одежды.
Термопластические клеевые материалы, используемые при изготовлении одежды, применяются в виде прокладочных материалов, клеевой паутинки, клеевых нитей, пленок, порошков, паст. Эти материалы предназначены для придания деталям одежды требуемых физико-механических свойств. В данном курсовом проекте выбран клеевой материал: флизелин.
Параметры образования клеевого соединения представлены в таблице 3.
Таблица 3 - Параметры образования клеевых соединений
| Клеевой материал | Клей | Режимы склеивания | ||
| Температура прессующей по- верхности , С° | Время прессова- ния, , сек | Давление, мПа | ||
| 1 | 2 | 3 | 4 | 5 |
| Прокладочный материал –флизелин | ПА6/66 | 150-160 | 20-30 | 0,03-0,05 |
Похожие работы
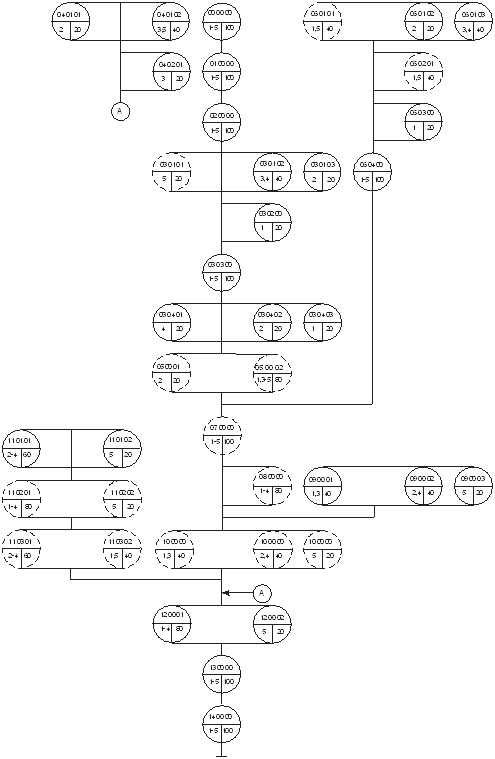
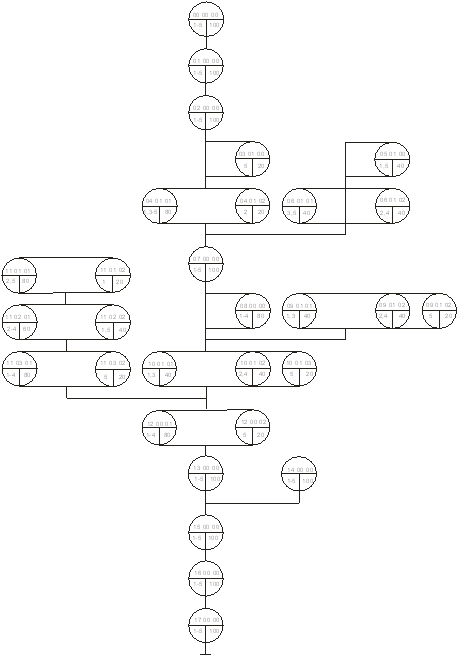
... в пройму изделия 1–4 80 12 00 02 Вмётывание рукавов-реглан в пройму изделия 5 20 13 00 00 Замётывание гладкого низа изделия 1–5 100 14 00 00 Заключительная обработка изделия перед примеркой 1–5 100 II Секция. Дошив женского жакета на подкладке после примерки 00 00 00 Бригадирские функции 1–5 100 01 00 00 Уточнение изделия после примерки 1–5 100 02 00 00 Выкраивание ...
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...
... , которые возникли в результате небрежной или интенсивной носки (деформация, наносные пятна, потертости, загрязнения, разрушение строчек, материала и др.). Если проверка качества швейных изделий проводилась с использованием лабораторных испытаний по физико-механическим и химическим показателям, к рукописному экземпляру прилагается Акт отбора образцов и протокол испытаний независимой лаборатории, ...
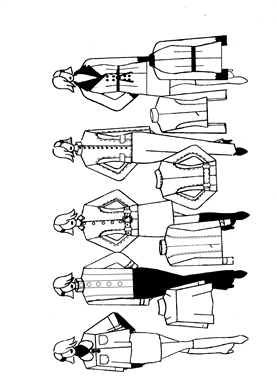
... -русые волосы, цвет глаз темно-коричневый, теплый оттенок кожи. 2.4 ПРОЕКТИРОВАНИЕ Выбор модели из нескольких возможных, в соответствии с требованиями технического задания В таблице 2 проведем анализ моделей 1, 2, 3, 4, 5 (рис. 1, 2, 3, 4, 5) в соответствии с вышеизложенными требованиями. Конструкция модели с наибольшими показателями качества будет рассмотрена в последующих пунктах с ...
0 комментариев