Характеристика модели заданного вида изделия
Технологические режимы влажно - тепловой обработки и параметры образования клеевых соединении
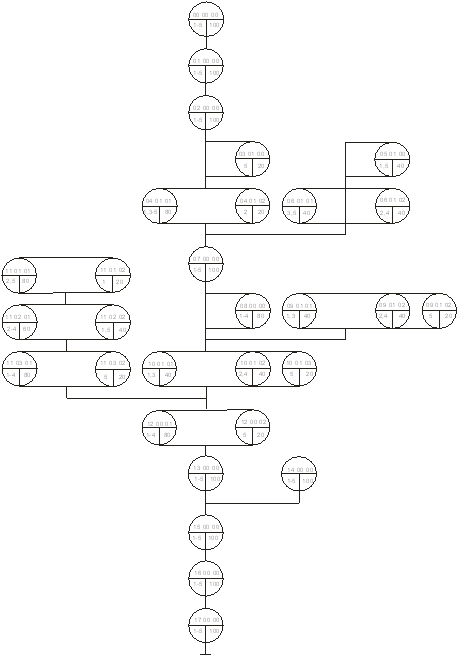
Разработка схемы последовательности сборки и обоснование степени готовности изделия к примерке
Выбор методов обработки и оборудования для заданного вида изделия
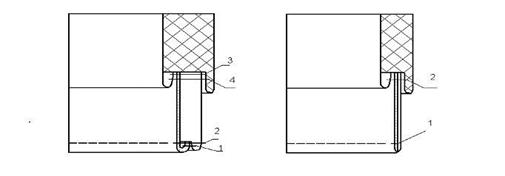
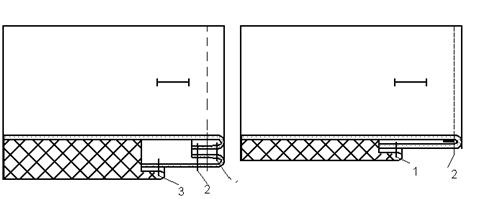
Разработка графических моделей методов обработки основных узлов изделия
Оценка эффективности методов обработки заданного узла изделия
Разработка технологического процесса заданного узла
Разработка инструкционной карты на заданный узел
Навигация
Оценка эффективности методов обработки заданного узла изделия
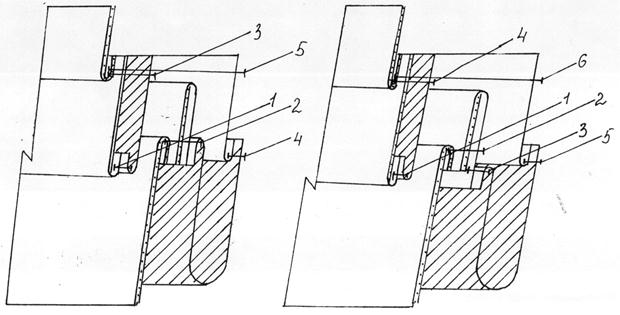
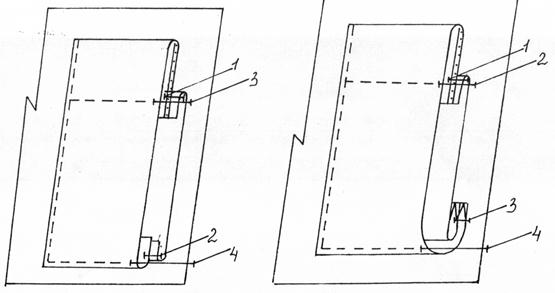
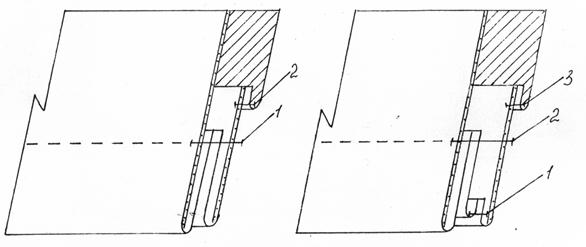
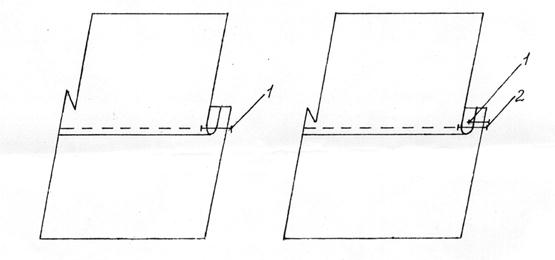
Выбор и оценка методов обработки женского жакета. Методы обработки накладного кармана
40851
знак
35
таблиц
30
изображений
5.4 Оценка эффективности методов обработки заданного узла изделия
Эффективность методов обработки определены их комплексной оценкой. Анализ каждого метода включает оценку его по трудоемкости, структуре операций, техническому совершенству оборудования, возможности использования последовательно-параллельных и последовательных методов обработки, ресурсосберегающих технологий, факторам обеспечивающим повышение производительности труда и качества обработки и др.
Для оценки качества обработки узла использованы показатели степени механизации обработки данного узла, оказывающий значительное влияние на обеспечение стабильности качества.
Степень механизации См определен в процентном отношении времени механизированных операций Тм к общей затрате времени Тобщ на узел одежды:
![]()
![]() =10,962/22,606*100%=48%
=10,962/22,606*100%=48%
![]() =18,582/37,804*100%=49%
=18,582/37,804*100%=49%
![]() =17,268/27,252*100%=63%
=17,268/27,252*100%=63%
Кроме того, при оценке качества обработки учитаны изменение физико-механических свойств узла одежды.
Для экономической оценки методов обработки использованы расчеты трудовых затрат, которые охарактеризованы показателями повышения производительности труда Рп.т. и сокращения затрат времени Рз.в.
Па основе технологической последовательности была определена трудоемкость методов обработки, что дало возможность определить экономические показатели.
Повышение производительности труда Рп.т.(%) определяют из соотношения:
![]()
Рп.т.=( 37,804-22,606)/22,606*100%=67%
Сокращение затрат времени Рз.в. (%).
![]()
Рз.в.=( 37,804-22,606)/37,804*100%=40%
где Тс –затрата времени по узлу при менее производительном способе обработки, мин.;
Тп - затрата времени по узлу при более производительном способе обработки, мин.
Результаты расчетов представлены в таблице 10.
Таблица 11 - Оценка эффективности методов обработки
| Показатели | Варианты методов обработки | ||
| 1 | 2 | 3 | |
| 1 | 2 | 3 | 4 |
| Затраты времени по узлу, мин. | 22,606 | 37,804 | 27,252 |
| Сокращение затрат времени, Рз.в., % | 40 | ||
| Повышение производительности труда, Рп.т, % | 67 | ||
| Затрата времени на механизированные технологические операции, Тм., мин. | 10,962 | 18,582 | 17,268 |
| Степень механизации обработки узла, См, %. | 48 | 49 | 63 |
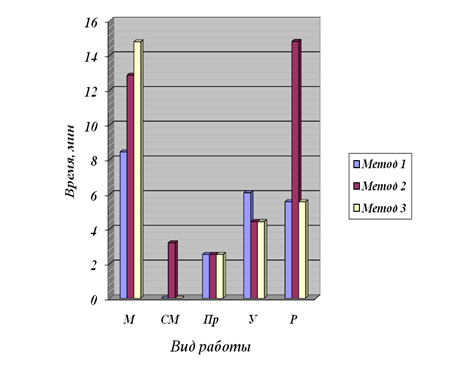
Рисунок 6 – Трудоемкость методов обработки по видам работ
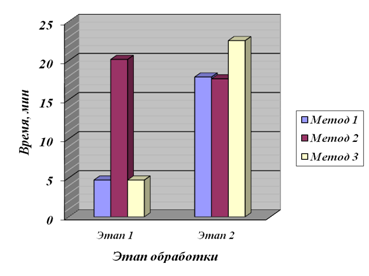
Рисунок 7 – Трудоемкость методов обработки по этапам обработки.
Таким образом, из графиков на рисунках 6 и 7 видим, что наипрогрессивным и рациональным является первый метод обработки. Его графики лежат ниже двух остальных Тобщ=22,606 мин, а более трудоемким и менее производительным является третий метод обработки, Тобщ=37,804 мин.
Из рисунка 6 видно, что в 3-ем методех преобладают машинные операции за счет исключения спецмашинных и малого использования ручных и утюжильных операций. График идет не равномерно, операции на утюге преобладают над прессом. Во втором методе преобладает ручная операция над первым и вторым методом.
Таким образом, экономическая эффективность достигнута за счет уменьшения ручных и спецмашинных операций и повышается за счет увеличения машинных операций.
Для обеспечения поузловой обработки изделий в процессе важное значение имеет также технологичность методов обработки узлов, которая позволило сосредоточить обработку узла на меньшем количестве рабочих мест, используя наиболее однородное оборудование и инструменты, и сокращая затраты времени на приемы «взять и отложить детали». При определении технологичности метода обработки подсчитано количество переходов от операций к операции с разными видами работ.
Похожие работы
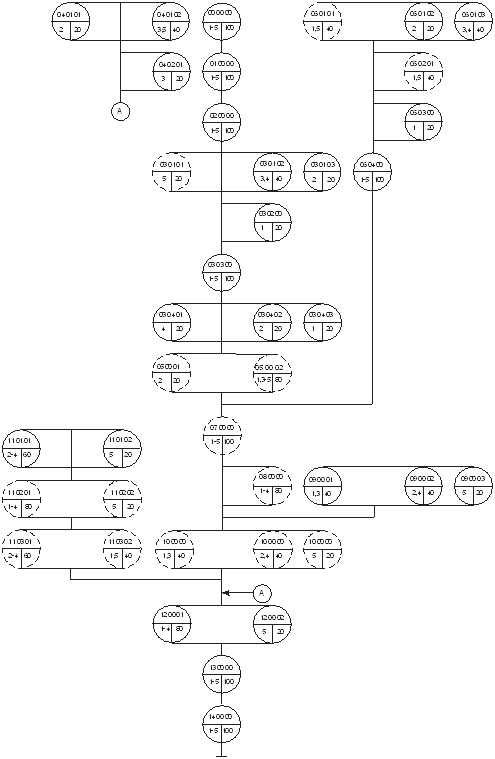
... в пройму изделия 1–4 80 12 00 02 Вмётывание рукавов-реглан в пройму изделия 5 20 13 00 00 Замётывание гладкого низа изделия 1–5 100 14 00 00 Заключительная обработка изделия перед примеркой 1–5 100 II Секция. Дошив женского жакета на подкладке после примерки 00 00 00 Бригадирские функции 1–5 100 01 00 00 Уточнение изделия после примерки 1–5 100 02 00 00 Выкраивание ...
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...
... , которые возникли в результате небрежной или интенсивной носки (деформация, наносные пятна, потертости, загрязнения, разрушение строчек, материала и др.). Если проверка качества швейных изделий проводилась с использованием лабораторных испытаний по физико-механическим и химическим показателям, к рукописному экземпляру прилагается Акт отбора образцов и протокол испытаний независимой лаборатории, ...
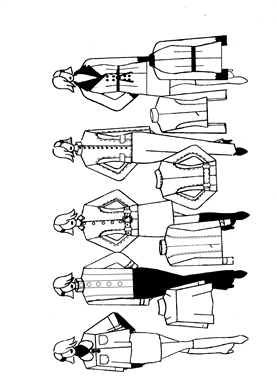
... -русые волосы, цвет глаз темно-коричневый, теплый оттенок кожи. 2.4 ПРОЕКТИРОВАНИЕ Выбор модели из нескольких возможных, в соответствии с требованиями технического задания В таблице 2 проведем анализ моделей 1, 2, 3, 4, 5 (рис. 1, 2, 3, 4, 5) в соответствии с вышеизложенными требованиями. Конструкция модели с наибольшими показателями качества будет рассмотрена в последующих пунктах с ...
0 комментариев