Характеристика модели заданного вида изделия
Технологические режимы влажно - тепловой обработки и параметры образования клеевых соединении
Разработка схемы последовательности сборки и обоснование степени готовности изделия к примерке
Выбор методов обработки и оборудования для заданного вида изделия
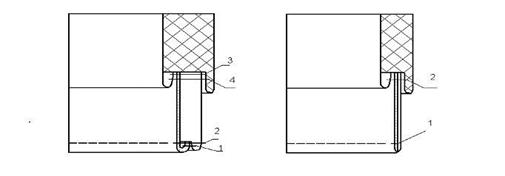
Разработка графических моделей методов обработки основных узлов изделия
Оценка эффективности методов обработки заданного узла изделия
Разработка технологического процесса заданного узла
Разработка инструкционной карты на заданный узел
Навигация
Выбор методов обработки и оборудования для заданного вида изделия
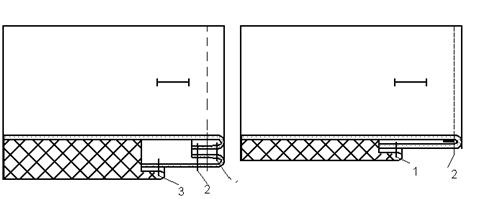
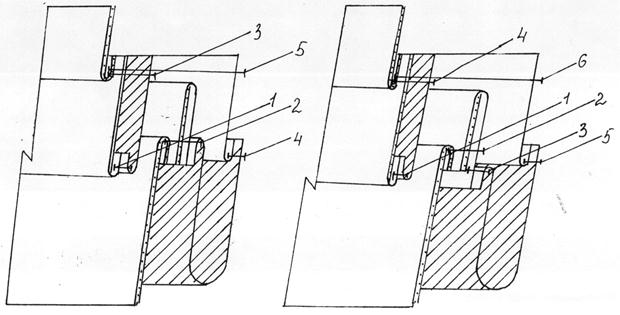
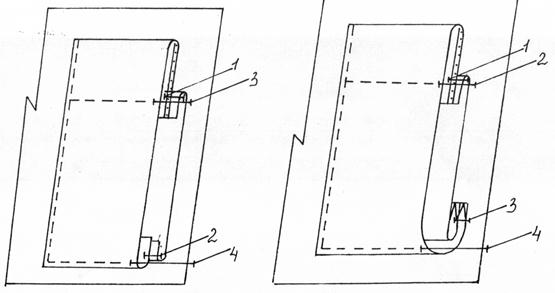
Выбор и оценка методов обработки женского жакета. Методы обработки накладного кармана
40851
знак
35
таблиц
30
изображений
5. Выбор методов обработки и оборудования для заданного вида изделия
5.1 Характеристика применяемого оборудования
Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе технического перевооружения и реконструкции, внедрения нового оборудования и средств малой механизации, применения прогрессивных технологий изготовления одежды, организации управления качеством.
Большие возможности повышения производительности труда имеет получившая в последнее время широкое распространение новая малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительного соединения отдельных деталей. Использование малоооперационной технологии в качестве средства механизации и автоматизации способствует максимальной концентрации однородных технологических операций. Большое значение для повышения эффективности производства швейных изделий имеет разработка и внедрение рациональных, так называемых технологических конструкций одежды, обеспечивающих повышение производительности труда на 10-35% в результате снижения трудоемкости обработки при высоком ее качестве, снижения ручных работ, применение высокоэффективных клеевых материалов, унификация деталей, узлов.
Важной частью технологического процесса при изготовлении швейных изделий является влажно-тепловая обработка деталей, узлов и готового изделия. При выборе оборудования для влажно-тепловой обработки следует применять комплекты усовершенствованного гладильно-прессового оборудования, оснащенные автоматическими устройствами для подачи технологического пара и вакуум - отсоса также регулирования параметров влажно-тепловой обработки. Режимы влажно-тепловой обработки устанавливают в зависимости от волокнистого состава материалов и вида технологической операции. Исходя из вышеизложенного, в курсовом проекте было выбрано оборудование и средства механизации, чьи характеристики представлены в табличной форме.
Таблица 6-Технологическая характеристика машин
| Наименование оборудования, предприятие - изготовитель | Назначение | Число стежков в 1 мин. | Механизм перемещения материала | Челнок или петлитель | Нитепритягиватель | Тип стежка | Длина стежка, мм | Применяемые иглы | Толщина, мм | Дополнительные Данные |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 131-131+50 АО ”Орша” Беларусь | Изготовление костюмов и пальто из различных материалов | 4500 | Однореечный | Вращающийся, центральный шпульный | Кулисный | 301 | 3.5-6 | 0203 № 80-90 |
6,0-10,0 | Автоматизированный привод остановки и фиксации иглы подъема лапки и обрезка ниток |
| 242 «PFAFF» Германия | Для выполнения отделочных строчек на легких и средних материалах | 2900 | Зубчатая рейка | Кулисный | 301.301 | 0,8-7,2 | 5,0 | Автоматизированные вспомогательные приемы, механизм отключения игл | ||
| 2222М АО «Орша» Беларусь | Временное соединение (сметывание, выметывание) прямолинейной однониточной цепной строчкой | 3000 | Нижняя рейка | Петлитель | Работает от нитепритягивателя | 101 | 12 | 0518-02-80 … 0518-02-100 | До 6,0 | Мощность 0,25 кВт |
| 1622 ОА «Орша» Беларусь | Прокладывание копировальных стежков на деталях кроя верхней одежды | 1000 | Нижняя рейка | Два петлителя | Работает от иглопритягивателя | 101 | 12 | 0518-02-80 … 0518-02-100 | 5,0 | Расстояние между односторонними стежками 5-10мм |
Таблица 7 - Технологическая характеристика оборудования для влажно - тепловой обработки
| Тип оборудования | Назначение | Усилие прессования, Па | Нагревательный элемент | Дополнительные данные |
| 1 | 2 | 3 | 4 | 5 |
| Утюг УТП-2, ОЭП ОАО «Агата» | Для костюмных и пальтовых материалов | _____ | ТЭН | Устройство пропаривания, доска с вакуум-отсосом |
| Пресс ПГУ-3 | Выполнение различных технологических операций | 20 | ТЭН | Гидравлический |
Таблица 8 - Характеристика средств малой механизации
| Наименование средств малой механизации | Назначение | Схема выполнения операций |
| 1 | 2 | 3 |
| Лапка с выдвижной выправляющей линейкой | Соблюдение параллельности строчки стачиваемых деталей |
Похожие работы
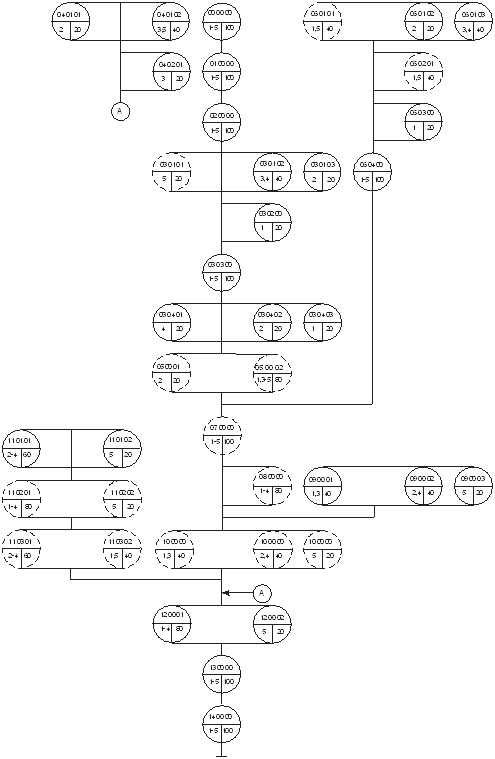
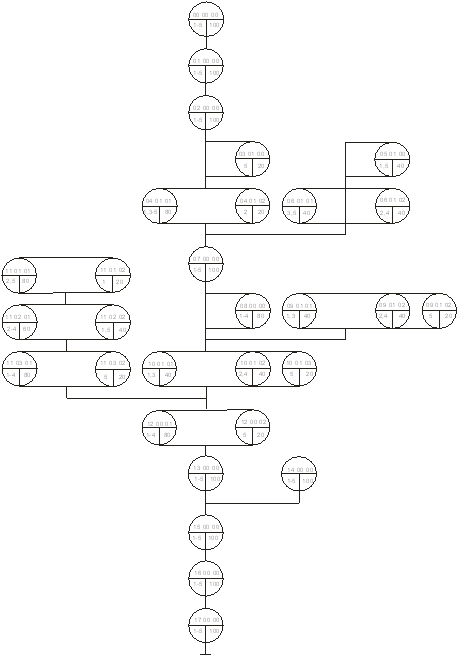
... в пройму изделия 1–4 80 12 00 02 Вмётывание рукавов-реглан в пройму изделия 5 20 13 00 00 Замётывание гладкого низа изделия 1–5 100 14 00 00 Заключительная обработка изделия перед примеркой 1–5 100 II Секция. Дошив женского жакета на подкладке после примерки 00 00 00 Бригадирские функции 1–5 100 01 00 00 Уточнение изделия после примерки 1–5 100 02 00 00 Выкраивание ...
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...
... , которые возникли в результате небрежной или интенсивной носки (деформация, наносные пятна, потертости, загрязнения, разрушение строчек, материала и др.). Если проверка качества швейных изделий проводилась с использованием лабораторных испытаний по физико-механическим и химическим показателям, к рукописному экземпляру прилагается Акт отбора образцов и протокол испытаний независимой лаборатории, ...
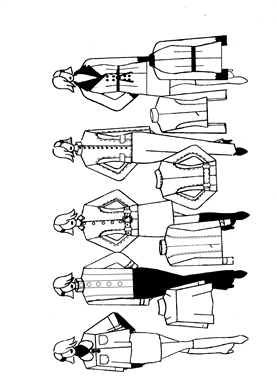
... -русые волосы, цвет глаз темно-коричневый, теплый оттенок кожи. 2.4 ПРОЕКТИРОВАНИЕ Выбор модели из нескольких возможных, в соответствии с требованиями технического задания В таблице 2 проведем анализ моделей 1, 2, 3, 4, 5 (рис. 1, 2, 3, 4, 5) в соответствии с вышеизложенными требованиями. Конструкция модели с наибольшими показателями качества будет рассмотрена в последующих пунктах с ...
0 комментариев