Навигация
1.3 Обезуглероживание
Обезуглероживание – процесс взаимодействия углерода, содержащегося в стали, с газовой атмосферой, сопровождающийся уменьшением концентрации углерода в поверхностных слоях слитков заготовок или металлоизделий. Основными обезуглероживающими газами являются: углекислый газ, кислород, водяной пар, водород. Обезуглероживание стали, держащей карбид железа, происходит по следующим основным реакциям:
2Fe3C + 02=6Fe + 2CO, (1.8)
Fe3C + C02=3Fe + 2CO, (1.9)
Fe3C + Н20 = 3Fe + СО + Н2, (1.10)
Fe3C + 2H2 = 3Fe + CH4. (1.11)
Обезуглероживание – процесс встречной двухсторонней диффузии. Обезуглероживающие газы диффундируют к поверхности металла, а навстречу им движутся газообразные продукты реакций. Помимо этого, углерод из внутренних слоев вследствие разности концентраций перемещается к поверхностным обезуглероженным слоям металла.
В общем случае после высокотемпературного взаимодействия рельсовой стали с газовой атмосферой в поперечном сечении металла можно выделить несколько характерных слоев, которые схематично представлены на рисунке 1. При окислении металла его поверхность покрывается слоем окалины, толщина которого больше толщины слоя металла, перешедшего в окалину. За окалиной следует слой внутреннего окисления или смешанная зона, которые представляют собой смесь металла и оксидов, проникших в металл (проникновение начинается, как правило, по границам зерен).
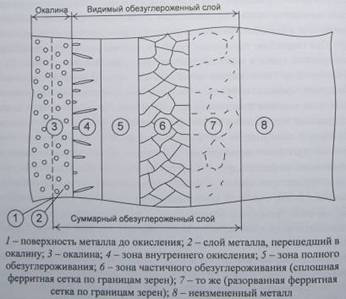
Рисунок 1 – Схема поверхностных слоев стали после высокотемпературного взаимодействия с атмосферой.
Далее можно выделить зоны полного обезуглероживания со структурой чистого феррита и частичного – со структурой, отличающейся от основной структуры металла. В рельсовой стали частичное обезуглероживание может проявляться в виде сплошной или разорванной ферритной сетки по границам зерен металла. Глубина общего обезуглероженного слоя (видимого обезуглероживания), определяемого как расстояние от поверхности металла до основной (неизмененной) структуры металла, равна сумме глубин зон полного и частичного обезуглероживания. При аналитических расчетах и компьютерном моделировании могут использовать понятие суммарного обезуглероженного слоя, который больше видимого на величину толщины металла, перешедшего в окалину, поскольку окисленный металл также был обезуглерожен. В зависимости от режима нагрева, состава атмосферы и других факторов некоторые зоны (слои) могут отсутствовать.
Наличие обезуглероженного слоя может быть идентифицировано различными способами в соответствии с ГОСТ 1763 – 68.
По внешнему виду и характеру распространения обезуглероженного слоя по периметру профиля можно судить о технологической стадии, на которой произошло его образование. В частности, если глубина обезуглероженного слоя крайне неравномерна по периметру, на некоторых участках полностью отсутствует, то обезуглероживание произошло при нагреве в печах под ОМД. Если глубина обезуглероженного слоя равномерна, то оно произошло при нагреве под термическую обработку или при охлаждении после ОМД. В зависимости от распределения обезуглероживания по периметру заготовки можно выделить три вида обезуглероженного слоя: равномерный, локальный и локальный в области дефекта (рисунок 2).
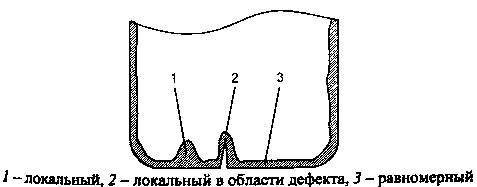
Рисунок 2 – Виды обезуглероженного слоя по периметру заготовки.
По аналогии с окислением основными факторами, влияющими на процесс обезуглероживания рельсовой стали, являются температура, время нагрева и состав атмосферы печи.
Зависимость интенсивности обезуглероживания от температуры имеет аналогичный вид, однако оно интенсифицируется при более низких, чем окисление, температурах 650 – 700 °С. При температурах менее 650 °С процесс обезуглероживания углеродистой стали протекает весьма медленно.
Влияние временного фактора на интенсивность процессов обезуглероживания идентично. Однако при обезуглероживании роль барьера, замедляющего его интенсивность, выполняет слой полного обезуглероживания, препятствующий диффузии углерода к поверхности металла.
В порядке уменьшения обезуглероживающей способности газы можно расположить следующим образом: влажный водород, водяные пары, углекислый газ, влажный воздух, сухой воздух, кислород, технический азот, сухой водород. При нагреве стали под прокатку поверхность металла фактически всегда окислена, и удаление газообразных продуктов реакций обезуглероживания (СО, СО2) осуществляется через трещины и поры в окалине. При этом диффузия углерода в окалине практически отсутствует. Характерно, что процесс обезуглероживания стали может происходить за счет кислорода, содержащегося в окалине, однако этот процесс в значительной степени зависит от содержания углерода в стали, температуры и давления в системе. В частности, при температуре 1100 °С процесс обезуглероживания стали вюститом будет происходить в том случае, если содержание углерода в ней составит более 0,2%.
В общем случае газовая атмосфера может приводить к науглероживанию поверхности металла. По термодинамическим данным при высоких температурах науглероживание стали в продуктах сгорания природного газа возможно при коэффициенте расхода воздуха менее 0,25.
В высокотемпературной области (более 800 – 900 °С) процессы окисления и обезуглероживания стали протекают параллельно и взаимосвязано. Глубина видимого обезуглероженного слоя зависит от кинетики процессов окисления стали, диффузии углерода к поверхности и его окисления. Соответственно, если скорость окисления стали выше чем скорость обезуглероживания, то после нагрева обезуглероженный слой под окалиной отсутствует, если скорость обезуглероживания выше чем скорость окисления, то в процессе нагрева под окалиной происходит формирование обезуглероженного слоя. Преднамеренное управление интенсивностью процессов окисления и обезуглероживания или использование температурных интервалов, в которых скорость окалинообразования превышает скорость обезуглероживания, в некоторых случаях, несмотря на увеличение потерь металла от угара, является эффективной мерой снижения глубины видимого обезуглероженного слоя в готовой металлопродукции.
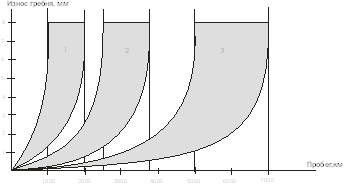
Одними из главных факторов, влияющих на динамику процессов окисления и обезуглероживания, являются температура и время нагрева, т.е. температурно-временной фактор. Различные варианты (наиболее сложные) взаимосвязанного протекания процессов окисления и обезуглероживания НЛЗ при нагреве в методической печи в случаях, когда исходный металл не окислен и не обезуглерожен, а зависимости интенсивности И окисления и обезуглероживания от времени t нагрева имеют вид, отличный от прямолинейного, схематично представлены на рисунке 3.
Рисунок 3, а: первая стадия – интенсивность окисления выше интенсивности обезуглероживания, вторая – интенсивность обезуглероживания выше интенсивности окисления, третья – интенсивность окисления выше интенсивности обезуглероживания. Соответственно на первой стадии увеличения глубины обезуглероженного слоя не происходит, поскольку он поглощается окалиной, на второй – глубина обезуглероженного слоя растет, а на третьей – уменьшается.
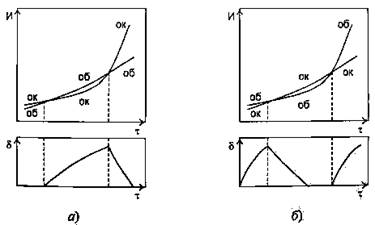
Рисунок 3 – Различные схемы совместного протекания процессов окисления (ок) и обезуглероживания (об) стали
Рисунок 3, б: первая стадия – интенсивность обезуглероживания выше интенсивности окисления, вторая – интенсивность окисления выше интенсивности обезуглероживания, третья – интенсивность обезуглероживания выше интенсивности окисления. На первой стадии наблюдается рост глубины обезуглероженного слоя, на второй – его уменьшение вплоть до полной ликвидации и на третьей – повторное увеличение.
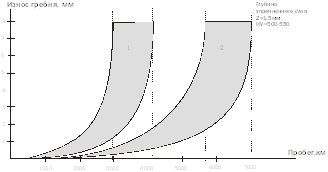
В результате исследований высокотемпературного окисления и обезуглероживания рельсовой стали в атмосфере воздуха установлено, что зависимости глубины 5, мм, обезуглероженного слоя от температуры t, °С, и времени выдержки τ, мин, для сталей марок М76 и Э76Ф существенно различаются (рисунок 3, а, б). В частности, если для стали марки М76 (без ванадия) эта зависимость близка к линейной, то для стали марки Э76Ф она носит более сложный экстремальный характер.
При температурах 1050–1100 °С глубина обезуглероженного слоя у стали марки Э76Ф больше, чем у стали марки М76, что связано с более интенсивным угаром последней и, как следствие, большим поглощением обезуглероженного слоя окалиной. При более высоких температурах и времени выдержки 10 – 25 мин глубина обезуглероженного слоя в стали марки Э76Ф уменьшается. Причина этого возможно связана с интенсификацией окалинообразования при относительно невысокой интенсивности обезуглероживания вследствие недостаточного времени выдержки для полного растворения карбидов и нитридов ванадия, препятствующих диффузии углерода.
Ванадий, являясь сильным карбидообразующим элементом, значительно снижает термодинамическую активность углерода в аустените. По данным температура растворения карбидов и нитридов ванадия находится в интервале 950 – 1050 °С, зависит от содержания в стали углерода и ванадия и хорошо коррелирует с температурой интенсивного роста зерна. Увеличение времени нахождения стали при высокой температуре приводит к полному растворению карбидов и нитридов ванадия и интенсификации обезуглероживания. При температурах 1240–1250 °С и времени выдержки 60 мин глубина обезуглероженного слоя рассматриваемых сталей примерно одинакова.
Пластическая деформация интенсифицирует процессы диффузии углерода посредством увеличения градиента концентрации углерода в поверхностном слое металла при его вытяжке, приводит к изменению термодинамической активности углерода под воздействием деформации.
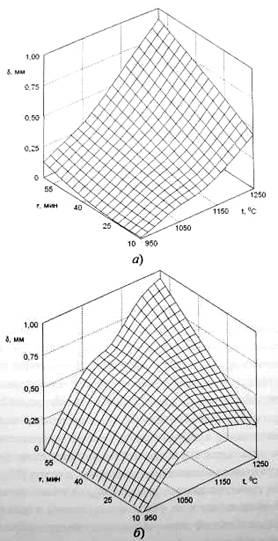
Рисунок 5 – Зависимость глубины видимого обезуглероженного слоя сталей марок М76 (а) и Э76Ф (б) от температуры и времени выдержки.
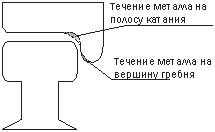
По данным обезуглероженный слой по периметру рельса распределен неравномерно. Максимальная глубина обезуглероженного слоя зафиксирована в головке на поверхности катания, наименьшая его величина отмечена в области шейки. Подобная картина распределения обезуглероженного слоя по периметру рельса предопределяется особенностями его деформирования в процессе прокатки. При существующих на российских комбинатах калибровке и способе прокатки рельсов шейка претерпевает наиболее интенсивную деформацию (проработку), головка – наименьшую. Сопоставление результатов промышленных опытов по выработке поверхностных дефектов с распределением обезуглероженного слоя показывает, что между этими факторами существует прямая связь, в частности в области шейки величина выработки достигает фактически 100%, головки – всего 75%. Максимальная глубина обезуглероженного слоя характерна для участков контура, не контактирующих с поверхностью калибра, а минимальная – для участков, подвергающихся наибольшей высотной деформации.
Глубина поверхностного обезуглероженного слоя является одним из факторов, влияющих на эксплуатационные свойства рельсов. Относительно влияния глубины поверхностного обезуглероженного слоя на качество рельсов и на их эксплуатационные свойства существует ряд весьма противоречивых мнений. Так, по данным работы, увеличение толщины обезуглероженного слоя в головке на 0,5 мм приводит к снижению количества рельсов, пораженных поверхностными дефектами, в 2 раза. При этом имеющиеся в горячекатаных рельсах трещины после закалки развиваются на глубину, не превышающую толщину обезуглероженного слоя, т.е. последний обеспечивает поверхностную локализацию дефекта, препятствует проникновению его внутрь. В качестве основных доводов в пользу положительного влияния имеющегося на поверхности обезуглероженного слоя приводятся меньшая склонность малоуглеродистой стали к образованию разрывов, высокие пластичность и вязкость.
В то же время, по данным работы, наличие в рельсах обезуглероженного слоя приводит к их ускоренному износу в начальный период службы, а при дальнейшей эксплуатации способствует образованию усталостных трещин, формирующихся в поверхностных слоях. Обезуглероженный слой ускоряет образование наплыва металла на боковую грань, вызывает неблагоприятное перераспределение контактных напряжений на глубине 3–5 мм, что приводит к возникновению микротрещин в металле. На срок службы рельсов существенное влияние может оказывать не только толщина обезуглероженного слоя головки (поверхности катания), но и шейки, а также подошвы. Намины от накладок, являясь концентраторами напряжений, приводят к образованию трещин под головкой рельса. Неравномерное распределение углерода в поверхностных слоях подошвы приводит к различной интенсивности коррозионных процессов (глубины разъедания ржавчиной), что в свою очередь оказывает отрицательное влияние на долговечность рельсов.
Для снижения негативного влияния процессов окисления и обезуглероживания на качество стали применяют различные способы ее защиты. Условно способы защиты стали от окисления и обезуглероживания можно разделить на три группы: режимные – осуществляемые в действующем печном агрегате без его реконструкции за счет организации рационального режима нагрева стали, снижения конечных температур, продолжительности томления и др.; конструкционные – реализуемые за счет изменения конструкции нагревательной печи или отдельных ее элементов, например создание в рабочем пространстве печи восстановительной (малоокислительной) атмосферы за счет установки горелок для неполного сжигания топлива и специальные – нанесение на поверхность металла защитных покрытий или обмазок, обычно углеродсодержащих, стекловидных и стеклокерамических на основе силикатов, бентонита.
Похожие работы
... предприятия. Вокруг ОЭМК расположены леса, они обладают высокой устойчивостью и способны противостоять влиянию низких концентраций хронически загрязняющих атмосферу веществ. На Оскольском Электрометаллургическом комбинате уделяется большое внимание изучению распространения загрязнений на местности, вопросами оценки последствий воздействия промышленных выбросов на окружающую природную среду, в ...
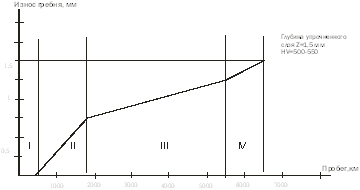
... закалку непосредственно под электровозом или вагоном (без выкатки колесных пар) [1-3]. За восемь лет работы на ВСЖД открыты 12 участков плазменного упрочнения гребней колесных пар и обработано более 35 500 колесных пар. В течение этих лет проводились исследования триботехнических свойств упрочненных колесных пар на фиксированном участке ВСЖД, а именно на горном участке Иркутск-Слюдянка. Выбор ...
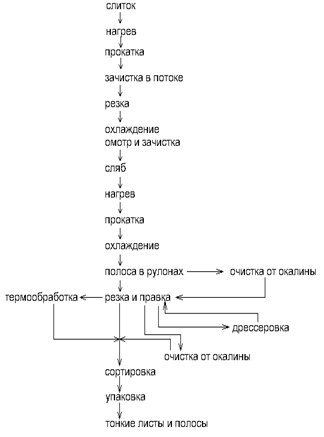

... Построение дерева показателей качества Для отображения свойств, составляющего качество готового профиля, строим дерево показателей качества для стали марки 08пс (рисунок 1.1) 2. Выбор оборудования и схема производства горячекатаной листовой стали 1250×2,5 на стане 2000 в ЛПЦ-10 2.1 Характеристика оборудования широкополосных станов 2000 Горячекатаная полосовая сталь составляет ...
... слоя. Для предотвращения приваривания слитков из высоколегированных сталей оказалось эффективным создание защитной пленки из окислов алюминия на рабочей поверхности изложниц [5]. 2. ТЕОРЕТИЧЕСКИЕ И ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ СТОЙКОСТИ ИЗЛОЖНИЦ В УСЛОВИЯХ ИХ ЭКСПЛУАТАЦИИ НА КГГМК «КРИВОРОЖСТАЛЬ» 2.1. Характеристика принимаемых на КГГМК «Криворожсталь» изложниц и анализ их стойкости Для ...
0 комментариев