Навигация
1.4 Перегрев
Перегрев металла характеризуется сильным разрастанием зерен (до -1–0 номера), значительным окалинообразованием и обезуглероживанием, а также может сопровождаться формированием рыхлой окалины на поверхности заготовки. Образующаяся при перегреве крупнозернистая структура крупно- и среднепластинчатого перлита (рисунок 1.4) характеризуется низкими механическими свойствами. Сильный перегрев заэвтектоидной стали вызывает на границах зерен образование цементитной сетки.
В зависимости от степени перегрева металла образуются следующие виды изломов: нафталинистый (нафталиновый) и камневидный.
Нафталинистый излом представляет собой однородную поверхность разрушения, проходящую по телу крупных зерен, и имеет характерный селективный блеск, изменяющийся при изменении угла падения света и похожий на блеск кристаллов нафталина.
Различают первичный нафталинистый излом, наблюдающийся в литой стали, и вторичный нафталинистый излом, наблюдающийся в литой и деформированной сталях после перегрева. Вторичный нафталинистый излом отличается от первичного равноосной формой фасеток, не связанной с характером кристаллизации стали.
В непрерывнолитой заготовке рельсовой стали наблюдается преимущественно излом дендритного строения. Вместе с этим в изломе наблюдаются участки разрушения, проходящие по телу дендритов и имеющие селективный блеск, характерный для нафталинистого излома (рисунок 1.5).
Появление вторичного нафталинистого излома в деформированной стали устраняется нормализацией или закалкой с высоким отпуском. При появлении нафталинистого излома в стали после предпрокатного нагрева его исправляют горячей пластической деформацией.
В рельсовой стали нафталинистый излом обычно выявляется на промежуточной стадии – после нагрева в методической печи перед пластической деформацией (рисунок 1.6).
В работе установлено, что образование нафталинистого излома в рельсовой стали марки Э76Ф происходит после нагрева до температур 1300 °С и более и выдержке более 3 ч. Для обеспечения высокого качества и необходимых механических свойств рельсового металла температуру нагрева НЛЗ, с учетом перепада температур по толщине окалины, рекомендуется выбирать на уровне 1200–1240 °С. При этом температура мела, прокатываемого в чистовой клети, должна быть не выше 1050 °С.
При камневидном изломе характерно образование однородной порхности разрушения, проходящей по границам грубых зерен, сформированных при высоких температурах и обогащенных различными ограниченой растворимыми в аустените фазами в виде мелких частиц или пленок оплавленных эвтектик. На границах зерен выделяются избыточные, ограниченно растворимые в γ-фазе нитриды, карбиды, карбонитриды, сульфиды, фосфиды. Камневидный излом (рисунок 1.7) в некоторых случаях можно охарактеризовать как следствие перегрева (исправимого вида брака), а в некоторых – пережога (неисправимого брака).
Механизм образования камневидного излома следующий. При нагреве до температур перегрева наблюдается значительный рост зерна аустенита. В нем растворяются карбиды, нитриды и сульфиды. В связи с высокой поверхностной активностью сера и азот адсорбируются на границах крупных аустенитных зерен и образуют избыточные фазы, сохраняющиеся после охлаждения на границах бывших аустенитных зерен.
Камневидный излом разделяют на первичный, характерный для литой стали и связанный с образованием грануляционной структуры аустенита, формирующейся после кристаллизации при замедленном охлаждении в области высоких температур, и вторичный, связанный с перегревом стали при нагреве под прокатку или термическую обработку. Различают устойчивый и неустойчивый камневидные изломы. Для исправления устойчивого камневидного излома необходим нагрев до температуры несколько ниже критической, что редко осуществимо в практике термической обработки стали. Неустойчивый камневидный излом сравнительно легко устраним интенсивной пластической деформацией, гомогенизацией или нормализацией, растворяющими зернограничные выделения.
Склонность стали к образованию камневидного излома предопределяет содержание некоторых элементов в стали или их соотношения. В частности, увеличение содержания серы и снижение содержания марганца способствуют образованию камневидного излома. Основной эффект при этом связан с природой сульфидной фазы, поскольку чем ниже температура диссоциации и плавления сульфидов и чем выше их растворимость в аустените, тем ниже температура перегрева, при которой может возникнуть устойчивый камневидный излом. Повышенное содержание в стали марганца (отношения Mn/S > 50) и микролегирование элементами (редкоземельными), образующими высокотемпературные, нерастворимые в аустените сульфиды (FeS с температурой плавления 1190 °С, MnS – 1600 °С, р.з.м. – 1800–2200 °С), снижают склонность стали к образованию камневидного излома [35,43]. Увеличение отношения Mn/S также способствует повышению пластичности стали. Для рельсовой стали текущего производства отношение Mn/S в среднем находится в интервале 70 – 100. Не менее важную роль оказывает нитридная фаза, в частности, увеличение содержания в стали нитридов алюминия способствует образованию камневидного излома, а образование нерастворимых нитридов титана препятствует его возникновению. Отрицательная роль легкорастворимых карбидов ванадия по данным начинает проявляться только при содержании ванадия в стали более 0,15%, а также замедленном охлаждении заготовок в интервале температур 900 – 1100 °С.
Причиной перегрева служит превышение допустимой температуры нагрева, а также чрезмерно длительный нагрев в области высоких температур. Перегрев стали исправляют пластической деформацией, но если температура металла в конце прокатки будет достаточно высокой, то в готовом прокате это может привести к снижению ударной вязкости.
Из-за снижения при перегреве пластичности стали при прокатке возможно образование крупных трещин и рванин, особенно по углам, кромкам и концам раската (рисунок 1.8). Рванины перегретой стали обычно имеют вытянутую форму без резких очертаний. О перегреве металла свидетельствует также наличие в структуре металла «точек» перегрева, характеризующихся присутствием точечного неметаллического включения и оторочки – в виде светлой структурной составляющей (рисунок 1.9).
В целях предотвращения образования перегрева конечная температура нагрева рельсовой стали не должна превышать допустимых значений. Для стали с содержанием углерода 0,71 – 0,82% она составляет 1190–1200 °С. Температура перегрева составляет 1160–1200 °С.
Похожие работы
... предприятия. Вокруг ОЭМК расположены леса, они обладают высокой устойчивостью и способны противостоять влиянию низких концентраций хронически загрязняющих атмосферу веществ. На Оскольском Электрометаллургическом комбинате уделяется большое внимание изучению распространения загрязнений на местности, вопросами оценки последствий воздействия промышленных выбросов на окружающую природную среду, в ...
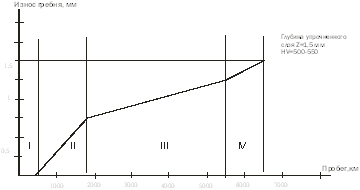
... закалку непосредственно под электровозом или вагоном (без выкатки колесных пар) [1-3]. За восемь лет работы на ВСЖД открыты 12 участков плазменного упрочнения гребней колесных пар и обработано более 35 500 колесных пар. В течение этих лет проводились исследования триботехнических свойств упрочненных колесных пар на фиксированном участке ВСЖД, а именно на горном участке Иркутск-Слюдянка. Выбор ...
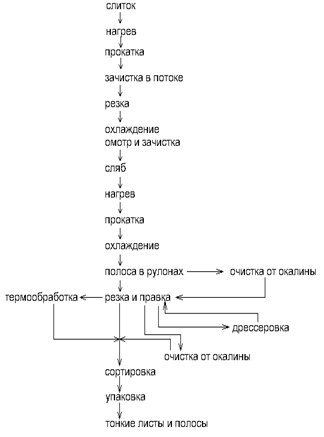

... Построение дерева показателей качества Для отображения свойств, составляющего качество готового профиля, строим дерево показателей качества для стали марки 08пс (рисунок 1.1) 2. Выбор оборудования и схема производства горячекатаной листовой стали 1250×2,5 на стане 2000 в ЛПЦ-10 2.1 Характеристика оборудования широкополосных станов 2000 Горячекатаная полосовая сталь составляет ...
... слоя. Для предотвращения приваривания слитков из высоколегированных сталей оказалось эффективным создание защитной пленки из окислов алюминия на рабочей поверхности изложниц [5]. 2. ТЕОРЕТИЧЕСКИЕ И ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ СТОЙКОСТИ ИЗЛОЖНИЦ В УСЛОВИЯХ ИХ ЭКСПЛУАТАЦИИ НА КГГМК «КРИВОРОЖСТАЛЬ» 2.1. Характеристика принимаемых на КГГМК «Криворожсталь» изложниц и анализ их стойкости Для ...
0 комментариев