Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с ЧПУ
Производительность АС
Контроль и диагностика в условиях автоматизированного производства
Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений
Пьезоэлектрические датчики
Навигация
Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений
Автоматизированное производство
67661
знак
0
таблиц
10
изображений
11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений
Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию, распределения деталей по потокам, поворота и ориентации деталей. Все транспортные устр-ва делятся на автоматизир-ные системы с жесткой и гибкой связью.
С жесткой связью включают в себя: а) шаговые транспортеры; б) поворотные столы и кантователи; в) перегружатели; г) рейнеры; д) приспособления-спутники; е) механизмы возврата приспособлений-спутников.
С гибкой связью включают в себя: а) транспортеры-распределители; б) лотки; в) делители потоков; г) подъемники; д) транспортные роботы; е) ритмопитатели. В качестве составной части к транспортным механизмам с гибкой связью можно отнести: а) транспортеры-накопители; б) магазины-накопители; в) бункеры-накопители. А также относятся транспортные средства переналаживаемых автоматизированных систем.
Технические средства ТНС делятся на две группы: основное оборудование и вспомогательное.
Основное служит для перемещения грузов в условиях автоматизир-ого произв-ва — это стеллажные и мостовые краны - штабелеры, транспортные ПР, конвейеры, накопители, перегрузочные и ориентирующие устройства, транспортно-складская тара, средства АСУ.
Вспомогательное — это толкатели, ориентаторы, подъемники, питатели, адресователи.
Кроме того, в условиях автоматизир-ого произв-ва широко применяются подвесной транспорт, напольные конвейеры, транспортеры, тележечный транспорт. К подвесному транспорту относятся:
• подвесные конвейеры для внутрицеховых и межоперац-ных перемещений деталей до 2 т на расстояние до 1000 м;
• подвесные монорельсы для внутрицеховых грузопотоков (максимальная грузоподъемность до 20 т);
• монорельсовые транспорт-ые роботы с устройтвами для перемещения изделий до 300 кг;
• подвесные дороги с электротягачом и прицепными тележками грузоподъемностью до 500 кг.
К напольным конвейерам и транспортерам для поточного производства относятся:
• рольганги (приводные и неприводные наклонные) для межоперац-ого перемещения изд-ий до 1200кг;
• ленточные конвейеры для транспортирования мелких деталей до 250 кг с малым тактом выпуска;
• тележечные конвейеры, применяемые для транспортирования изделий на сборочном участке, реже на механических участках. В зависимости от габаритов изделий применяются вертикально (до 8000 кг) и горизонтально (до 1000 кг) замкнутые конвейеры;
• шаговые конвейеры с пульсирующим перемещением изделий при сборке, грузоподъемность этих конвейеров до 7 т при относительно малых габаритах и простоте конструкции.
К напольно-тележечному внутрицеховому транспорту относятся:
• электропогрузчики и электротележки (электрокары) грузоподъемностью до 0,5 т;
• электроштабелеры напольные грузоподъемностью до 2 т;
• транспортные напольные ПР (рельсовые и безрельсовые), смонтированные на тележках и управляемые по программе.
В качестве накопителей могут использоваться автоматизир-ные склады, обслуживаемые штабелерами и транспортными ПР, и межоперационные магазины-накопители (напольные и подвесные). Магазины-накопители применяют в условиях поточного производства для деталей типа тел вращения. Подвесные накопители применяют в основном для корпусных деталей, для деталей сложной конфигурации.
Система взаимосвязанных транспортных и складских устройств, используемая на АП для укладки, хранения, временного накопления, разгрузки и доставки предметов труда, технологической оснастки, называется автоматизированной транспортно-складской системой (АТСС).
Существует два основных конструктивных варианта построения АТСС: с совмещенными и раздельными транспортной и складской подсистемами.
Основные типы автоматизированных складов:
а) клеточные стеллажные с автоматическим краном-штабелером или мостовым краном-штабелером;
б) гравитационные стеллажные с краном-штабелером; в) элеваторные стеллажные;
г) подвесные в сочетании с толкающим конвейером, имеющим автоматическое адресование грузов.
Наиболее распространены склады со стеллажными роботами-штабелерами, поскольку они весьма производительны, занимают мало места, легче автоматизируются.
12. Автоматизация сборочных операций. Роботы, используемые на операциях сборки. Структура автоматизированного сборочного технологического процесса
Автоматизированная сборка изделий выполняется на сборочных автоматах и АЛ. Важным условием разработки рационального ТП автоматизированной сборки является унификация и нормализация соединений. На основе унификации и нормализации соединений в сборочных единицах и изделиях разрабатывают типовые сборочные процессы (операции и переходы), выполняемые на типовом сборочном оборудовании с использованием типовых инструментов и приспособлений.
Главным отличием роботизированного производства является замена сборщиков сборочными роботами и выполнение контроля контрольными роботами или автоматическими контрольными устройствами.
Роботизированная сборка должна выполняться по принципу полной взаимозаменяемости или (реже) по принципу групповой взаимозаменяемости. Исключается возможность подгонки, регулировки.
Выполнение операций сборки должно проходить от простого к сложному. В зависимости от сложности и габаритов изделий выбирают форму организации сборки: стационарную или конвейерную.
Состав РТК — это сборочное оборудование и приспособления, транспортная система, операционные сборочные роботы, контрольные роботы, система управления.
При разработке ТП сборки в РТК предпочтительна высокая концентрация операций, определяющая модели роботов, их функции, точность, оперативность, быстродействие. Особенно важно уточнить временные связи элементов РТК, так как и они могут определить операционные возможности, модели и количество сборочных промышленных роботов (ПР).
Обучаемые роботы — это роботы, которые могут приспосабливаться к различным случайным факторам, сопровождающим запрограммированную работу.
Промышленные роботы, построенных по блочно-модульному принципу.
Структура алгоритма включает в себя ряд этапов.
1. Подготовка геометрических моделей собираемых деталей среде графического пакета САПР (при проектировании сборочного комплекса всегда можно выделить группу оборудования, обслуживаемого одним СР, и соответственно множество совершаем им для этого движений с тем, чтобы для них проектировать УП).
2. Имитация разборки собранного изделия с записью промежуточных точек локальных траекторий в массив точек из условия отсутствия соударений разбираемых деталей в требуемой области или точке пространства (могут быть наложены и другие условия и ограничения со стороны внешней среды).
3. Выбор оптимальной последовательности опорных точек локальной траектории по какому-либо критерию.
4. Получение вектора для шарнирных переменных в каждой точке из кинематического уравнения СР при решении обратной кинематической задачи для каждой опорной точки траектории.
5. Формирование управляющего воздействия на исполнительные механизмы СР.
В результате укрупненного проектирования сборочной операции не вызывает трудностей программирование движений манипулятора и логики управления вне локальных траекторий перемещения одним из известных способов. Вместе с тем локальные движения фазы соединения осуществляются при значительных ограничениях технологической среды и требуют сложных траекторий, сочетающих перемещение по разным степеням подвижности. Такая траектория, если и удается ее запрограммировать, требует многократной отладки, так как выполняется без учета реальных скоростей и ускорений звеньев.
14.Промышленные роботы в современном машиностроении. Основные классификационные признаки. Этапы развития. Примеры наиболее широко применяемых кинематических схем промышленных роботов
Применение роботов в совр промыш-ном производ-ве обусловлено не только стремлением к повышению производ-сти, но и к необходимости обеспечить высокое качество продукции и стабильность этого показателя при больших партиях.
Применение роботов также обусловлено:
- непрерывным снижением стоимости роботов на фоне роста стоимости рабочей силы
- нехваткой квалифицированной раб силы по ряду профессий
- освобождением рабочих от тяжелого, интенсивного и монотонного труда, особенно на сборочных операциях
- снижением влияния вредного пр-ва (сварка, окраска) на здоровье рабочих.
Применение роботов на операциях современного производства
Классификационные признаки
1. по уровню развития
- 1-го поколения – с жестким алгоритмом работы
- 2-го поколения – с корректировкой ф-ций (прим в совр пр-ве)
- 3-го поколения – роботы с элементами искусственного интеллекта.
2. по технологическому назначению
- основные – производят непосредственное воздействие на объект труда (сварочн, окрасочн, сборочный робот)
- вспомогательные – выполняют вспомогательные технологические ф-ции (загрузка/разгрузка, обслуживание оборудования)
3. по грузоподъемности
- с малой Г – до 2 кг
- со средней Г – от 2 до 50 кг
- с высокой Г – свыше 50 кг
4. по числу степеней свободы
- с малой подвижностью 1-3
- со средней 3-6
- с высокой свыше 6
5. по точности позиционирования
системы абсолютной точности и сист относительной точности.
6. по виду используемой системы координат
- декартовая (простые роботы)
- сферическая
- цилиндрическая
- полярная
7. по типу привода
- гидравлический +усилия – габариты
- пневматический +точность – усилия
- электрический
- комбинированный
8. по типу использования сист управления
- с цикловой СУ
- с позиционной СУ
- с контурной СУ
Этапы развития комплексной автоматизации:
1. автоматизация рабочего цикла, создание автоматов и полуавтоматов. Появление автоматов явилось логическим следствием развития и совершенствования конструкции, рабочих машин
2. автоматизация системы машин, создание автоматических линий, объединяющих выполнение разнообразных операций обработки, контроля, сборки, упаковки и т.д.
3. должны создаваться автоматические цехи и заводы
Этапы развития автоматизации определяются тенденциями промышленного производства.
Кинематические схемы промышленных роботов
1. кинематическая схема коромысового антропоморфного 6-ти подвижного манипулятора
0 – базисное основание
1 – поворотная карусель
2 – карамысло
3 – основание руки
4 – рука
5 – кисть
6 – фланец для крепления раб инструмента

2. кинематическая схема параллельного антропоморфного манипулятора
0 – базисное основание
1 – поворотная колонна
2 – приводной рычаг
3 – приводная стойка
4 – основание руки
5 – рука
6 – кисть
7 – фланец крепления инструмента
15. Измерительные преобразователи. Типы датчиков. Основные характеристики датчиков. Статические характеристики датчиков. Переходные процессы в измерительных преобразователях. Понятия о чувствительности, точности и диапазонах измерений
Измерения осуществляются с помощью измерительных преобразователей, использующих те или иные физические принципы.
На объект измерения обычно выносится датчик, который состоит из одного или нескольких измерительных преобразователе. Датчик—это устройство, воспринимающее измеряемый параметр и вырабатывающее соответствующий сигнал с целью передачи его для дальнейшего использования или регистрации.
По принципу измерения:
- абсолютными
- циклические
По типу выходной информации:
- дискретные (импульсные или цифровые)
- аналоговые (на выходе сигнал в виде напрядения или фазовых данных)
Датчики могут быть:
- пассивные (параметрические) для работы которых необходим внешний источник энергии:
резисторные, индуктивные, трансформаторные, емкостные датчики
- активные (генераторные)
пьезоэлектрические, термоэлектрические, индукционные, фотоэлектрические датчики
Типы датчиков:
Тензорезистор (1,2,3,4,5,6)
Потенциометрический (1,2,3,4,5)
Дифференциальный трансформатор (2,3,4,5)
Термопара (7)
Емкостный (1,2,3,5,6)
Вихревой токовый (2,3,4)
Магниторезистивный (2,3)
Пьезоэлектрический (1,2,4,5,6)
Термистор (7)
Параметры: 1-Давление; 2-Перемещение; 3-Положение; 4-Скорость; 5-Ускорение; 6-Вибрация; 7-Температура
Чувствительность – величина показывающая на сколько изменится выходная величина при изменении входной.
Точность измерения – показывает как близко значение измеряемой величины к величине истинного значения.
Диапазон – разница между максимальным и минимальным значениями измеряемой величины.
Под Статической характеристикой понимают зависимость м/д установившимися входной и выходной величинами

Х-вход Y-выход
а) выходная величин пропорциональна установившемуся значению входной величины.
Б) датчик с зоной нечувствительности
в) датчик с зоной нечувствительности и насыщением выхода
г) датчик с зоной нечувствительности на входе, с насыщением на выходе и с петлей гистерезиса
Гстерезисом называется различие между характером соответствия выходной величины входной при прямом и обратном ходе изменения входной величины.
Нелинейные статические характеристики датчиков
в) Идеализированная релейная статическая характеристика
г) релейная статическая характеристика с гистерезисом
16. Резистивные датчики. Электроконтактные датчикиСтроятся на основе электроконтактных преобразователей, которые преобразуют механическое перемещение в замкнутое или разомкнутое состояние контактов, управляющих электрической цепью.
В начале обработки детали, когда ее размер наибольший, измерительный шток контрольного устройства находится в крайнем (верхнем) положении. Первая пара из заранее настроенных контактов замкнута. По мере уменьшения контролируемого размера обрабатываемой детали измерительный шток преобразователя перемещается и коромысло начинает поворачиваться. Первая пара контактов размыкается, вследствие чего формируется и подается команда на изменение режима работы, например на переход от черновой к чистовой обработке. При дальнейшем снятии припуска (уже при чистовой обработке) измерительный шток продолжает перемещаться, а коромысло поворачиваться, пока вторая пара заранее настроенных контактов не замкнется. Это значит, что заданный размер достигнут, и обработка останавливается.
Пневмоэлектроконтактные датчикиДля бесконтактного точного измерения размеров. Принцип действия основан на измерении сопротивления истечению воздуха через калиброванное сопло, находящееся на том или ином расстоянии от поверхности. Это расстояние и является контролируемой величиной.
Если размер отверстия находится в пределах допуска, то давление воздуха в правом и левом коленах датчика примерно одинаково и датчик не подает никаких команд.
Если диаметр отверстия меньше заданного, то зазор между калибром-пробкой и отверстием сопла будет маленьким и давление в правом колене датчика возрастет От датчика тогда последует дискретный сигнал «Размер занижен».
Если же отверстие получилось больше заданного, давление в правом колене датчика станет меньше, чем в левом, левый сильфон растянется, а правый сильфон сожмется. От датчика тогда последует дискретный сигнал «Размер завышен».
Реостатные датчики и контактные датчики сопротивленияРеостатными датчиками называются датчики, которые строятся на основе преобразователей, представляющих собой реостат, движок которого движется под действием измеряемой неэлектрической величины. Входной величиной является при этом механическое перемещение движка, а выходной величиной — изменение сопротивления.
Датчиками, омическое сопротивление которых изменяется под действием силовых факторов, являются также контактные датчики сопротивления. Принцип действия используемых для построения таких датчиков преобразователей основан на изменении под действием механического давления электрического сопротивления между проводящими элементами, разделенными слоями из плохо проводящего материала.
Примером электроконтактного датчика сопротивления является обычный угольный микрофон, преобразующий колебания акустического давления в колебания электрического сопротивления, которые далее преобразуются в колебания электрического сигнала.
Тензодатчики (тензорезисторы)
В основе работы тензорезисторов лежит явление тензоэффекта, заключающееся в изменении сопротивления проводников и полупроводников при их механической деформации. Тензорезисторы бывают разных размеров, и их минимальная длина равняется примерно 0,025 см.
Тензорезисторы закрепляются на поверхности исследуемого образца или монтируются в материал, деформация которого измеряется. Они способны измерять деформации порядка 1 мкм.
Тензорезисторы могут быть трех различных типов: проволочные, фольговые и полупроводниковые. Проволочные тензодатчики могут быть наклеиваемыми и ненаклеиваемыми, а полупроводниковые — наклеиваемыми или диффузионными.
Терморезисторы, термопары и магниторезистивные датчикиТерморезисторы — это разновидности параметрических резистивных датчиков, меняющие свое сопротивление в соответствии с изменением измеряемой температуры.
Терморезисторы бывают двух разновидностей: полупроводниковые и металлические.
Существует два способа измерения температуры с помощью терморезисторов:
1.Температура определяется окружающей средой.
2. Температура определяется условиями охлаждения терморезистора, нагреваемого постоянным по величине током. Такая схема применяется, например, для построения датчиков потока жидкости или газа, теплопроводности окружающей среды, плотности окружающего газа .
Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...
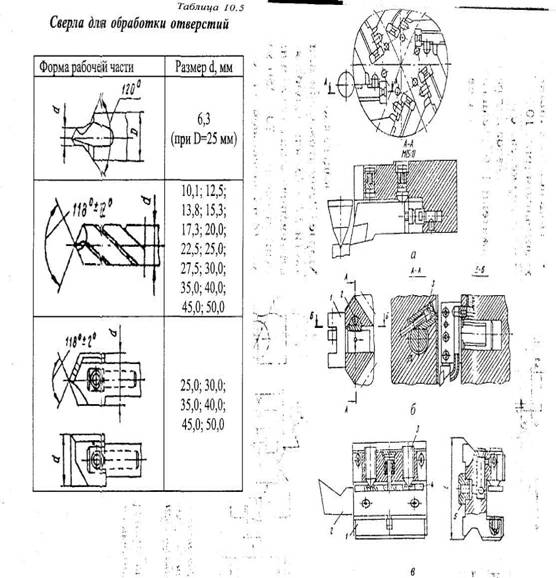
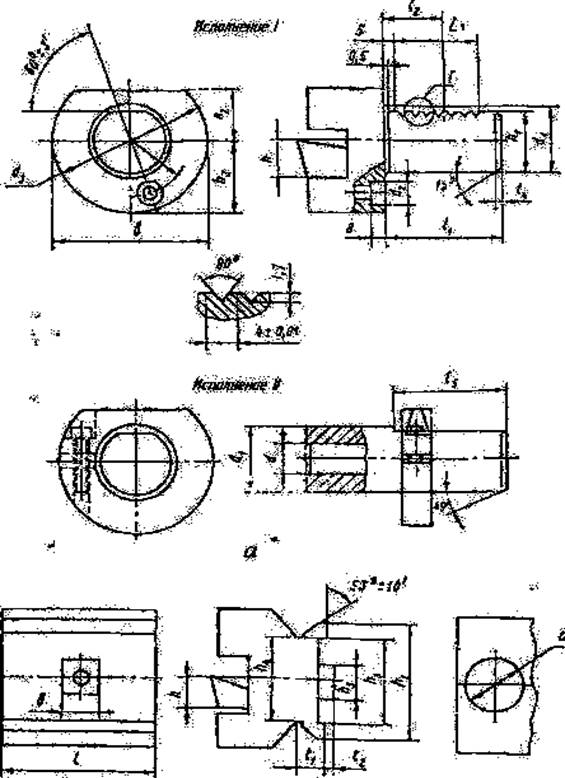

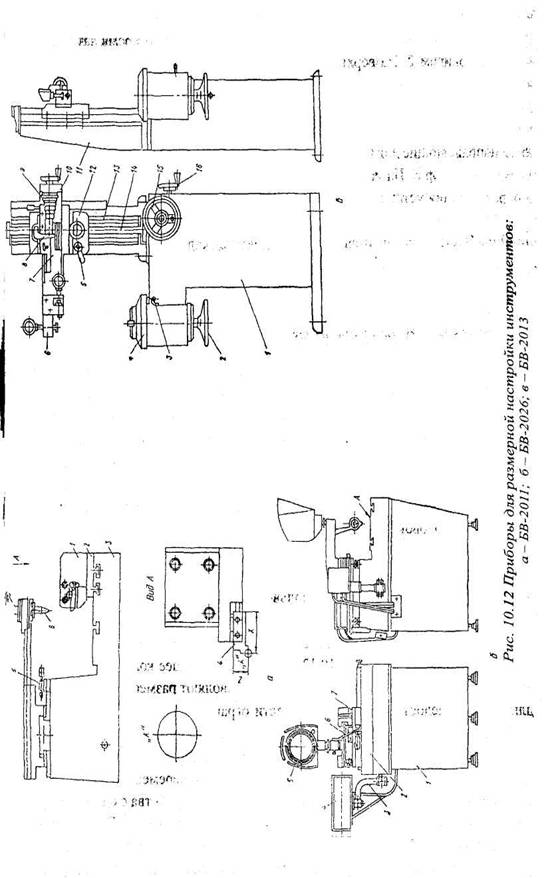
... элементы устройств для настройки инструментов вне станка выполняются в строгом соответствии с базирующими элементами станков, предназначенными для установки инструмента. В устройстве БВ-2011 (рис. 5, а) инструментальный блок 1 устанавливается в переходной плите 2. Она монтируется и настраивается на столе 3 с помощью эталонного блока 4 так, чтобы при подводе каретки устройства с визирным ...
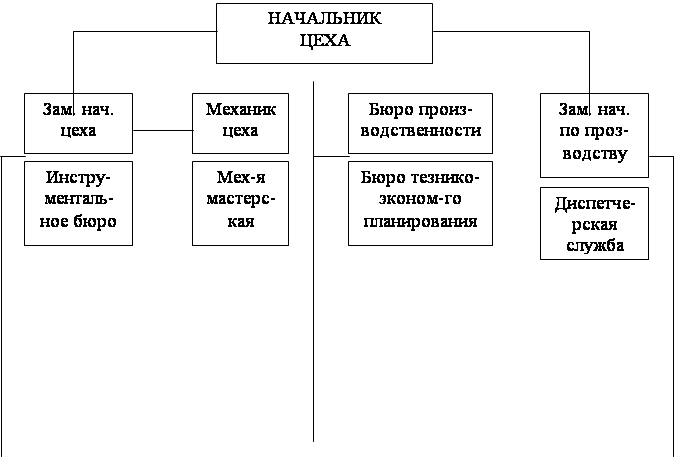
... приобретенного или изготовленного самим предприятием. 3 Модернизация эксплуатируемого оборудования. 4 Изготовление запасных частей и узлов. 5 Организация хранения оборудования и запасных частей. 6 Планирование всех работ по техническому обслуживанию и ремонту оборудования. 7 Разработка мероприятий по повышению эффективности работ, по техническому обслуживанию и ремонту оборудования. На ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев