Организационно-хозяйственная характеристика вагонного депо
Система управления персоналом в вагонном депо
Повышению квалификации персонала
Мероприятия по повышению эффективности работы вагонного депо
Экономическая эффективность внедрения дефектоскопа ДФ – 201.1А
Расчёт экономической эффективности внедрения установки УДБ-2 для демонтажа буксовых узлов колёсных пар грузовых вагонов методом холодной распрессовки
Экономический эффект от внедрения ресурсосберегающей технологии при ремонте замка автосцепки
Экономическая оценка эффективности обучения
Навигация
Экономический эффект от внедрения ресурсосберегающей технологии при ремонте замка автосцепки
Анализ производственно-финансовой деятельности вагонного депо ст. Кинель
99585
знаков
9
таблиц
3
изображения
3.5 Экономический эффект от внедрения ресурсосберегающей технологии при ремонте замка автосцепки
Внедрение ресурсосберегающих технологий предполагает как улучшение, так и ухудшение структуры внутренних финансовых потоков предприятия.
Замок автосцепки, имеющий износ, в настоящее время восстанавливают несколькими способами, одним из которых является индукционно – металлургический способ или базовая технология.
Базовая технология имеет ряд недостатков (индукционно металлургическая наплавка) имеет ряд недостатков:
– высокая стоимость установки для наплавки;
– высокое потребление электроэнергии (110кВт/ч);
– наплавленная поверхность имеет большую шероховатость и твёрдость (выше 600НВ), что затрудняет обработку поверхности.
ВНИИЖТ для восстановления замка разработал способ газопорошковой наплавки, которая производится электродуговым способом электродом марки МР – 3 диаметром 4 мм (при глубине износа свыше 3 мм).
Восстановление газопорошковой наплавкой производят в соответствии с ТИ ВНИИЖТ-0501/2–99 «Упрочнение автосцепного устройства газопорошковой наплавкой на пропане». Для наплавки используют порошки ПР–Н80Х13С2Р, ПР–Н77Х115С3Р2, «Термо».
В составе эксплуатационных расходов учитывается:
– стоимость материалов с учётом транспортных издержек и заготовительно – складских расходов, принимаемых равными 2,5% от стоимости материалов;
– заработная плата с премиями и доплатами. Премии составляют 15%, приработок составляет 10% от основной заработной платы, рассчитанной по тарифной ставке и времени работы;
– отчисления на социальные страхования (38,5% от общего фонда зарплаты);
– энергия, расходуемая на технические нужды по осуществлению ремонта;
– амортизационные отчисления, на балансовую стоимость вводимого оборудования исходя из срока службы указанного оборудования (10%).
При восстановлении по новой технологии замка автосцепки используется электрод марки МР – 3 по цене 16440 руб./т и порошок «Термо – 50» по цене 650 руб./кг.
![]()
Удельный вес электрода составляет приблизительно ![]() . Тогда вес электрода используемого при наплавке замка автосцепки составляет:
. Тогда вес электрода используемого при наплавке замка автосцепки составляет:
![]()
Коэффициент использования электрода ![]() Масса используемого электрода составит:
Масса используемого электрода составит:
![]()
Общая стоимость электрода при наплавке, используемого в количестве ![]() составит:
составит:
![]()
Объём металла, наплавленного порошком «Термо-50», составляет:
для замка автосцепки ![]()
Удельный вес порошка составляет приблизительно ![]() (определён экспериментально). Тогда вес порошка, используемого при наплавке замка, автосцепки составляет:
(определён экспериментально). Тогда вес порошка, используемого при наплавке замка, автосцепки составляет:
![]()
Коэффициент использования порошка ![]() (определён экспериментально).
(определён экспериментально).
Масса используемого порошка составит:
![]()
Общая стоимость порошка при наплавке, используемого в количестве ![]() составит:
составит:
![]()
Для наплавки используется газ: пропан и кислород. Расход кислорода на один отремонтированный замок составляет: ![]() баллона, пропана –
баллона, пропана – ![]() баллона. Цена кислорода
баллона. Цена кислорода ![]() за
за ![]() баллон, пропана
баллон, пропана ![]()
Затраты на материалы при новой технологии для одного отремонтированного замка (с учётом транспортных издержек и заготовительно – складских расходов) составят:
![]()
Состав исполнителей, их тарифные ставки и основная заработная плата при восстановлении поверхностей замка по новой технологии приведены в таблице 3.1
С учётом премий, приработка и доплат за выслугу лет, а также отчислений на социальные нужды, зарплата при ремонте одной автосцепки составляет:
![]()
где ![]() – коэффициент, учитывающий начисления на зарплату (премия 40%, приработок 20%, доплата за выслугу лет 10%).
– коэффициент, учитывающий начисления на зарплату (премия 40%, приработок 20%, доплата за выслугу лет 10%).
Таблица 3.1. Расчёт основной заработной платы работников, при ремонте замка автосцепки по новой технологии
| №п/п | Исполнители | Количество | Трудоёмкость | Часовая тарифная ставка | Зарплата, руб. |
| 1 | Фрезеровщик | 1 | 0.2 | 18.46 | 3.915 |
| 2 | Электрогазосварщик | 1 | 1.1 | 23.07 | 5.225 |
| 3 | ВСЕГО: | 9.14 |
Отчисления на социальные нужды составляют ![]() :
:
![]()
Для подготовки поверхностей под наплавку по новой технологии используют фрезерный станок мощностью ![]() , фрезерование требует
, фрезерование требует ![]() . Расход электроэнергии составляет:
. Расход электроэнергии составляет:
![]()
При электродуговой наплавке используют сварочный выпрямитель ВДУ – 506 мощностью ![]() . ЭДН занимает
. ЭДН занимает ![]() , расход электроэнергии составляет
, расход электроэнергии составляет ![]() , стоимость
, стоимость ![]() составляет
составляет ![]() .
.
Стоимость электроэнергии равна:
![]()
Определение годовой экономии суммарных эксплуатационных расходов при использовании технологии газопорошковой наплавки по сравнению с базовой технологией
Годовые эксплутационные затраты на восстановление поверхностей замка автосцепки при использовании технологии газопорошковой наплавки составляют:
![]() (3.22)
(3.22)
где ![]() – годовой объём ремонтируемых замков,
– годовой объём ремонтируемых замков, ![]()
![]()
Годовые эксплуатационные затраты на восстановление поверхностей замка автосцепки при использовании индукционно – металлургического метода наплавки в среднем составляют (без учёта амортизационных отчислений) ![]()
![]()
Разность годовых эксплуатационных расходов на объём восстановленных поверхностей при использовании базовой технологии и газопорошковой наплавки составляет:
![]() (3.23)
(3.23)
![]()
Экономия эксплуатационных расходов составила ![]()
Похожие работы
... каждого ОРСа являлось обеспечение полной выборки выделенных фондов и доведение их по прямому назначению до потребителя через сеть магазинов[216]. В работе ОРСов железной дороги им. В.В. Куйбышева в годы Великой Отечественной войны, особенно в 1943г, имелись существенные недостатки такие как: не полностью удавалось получить выделенные фонды, плохо осуществлялась связь с поставщиками товаров и ...

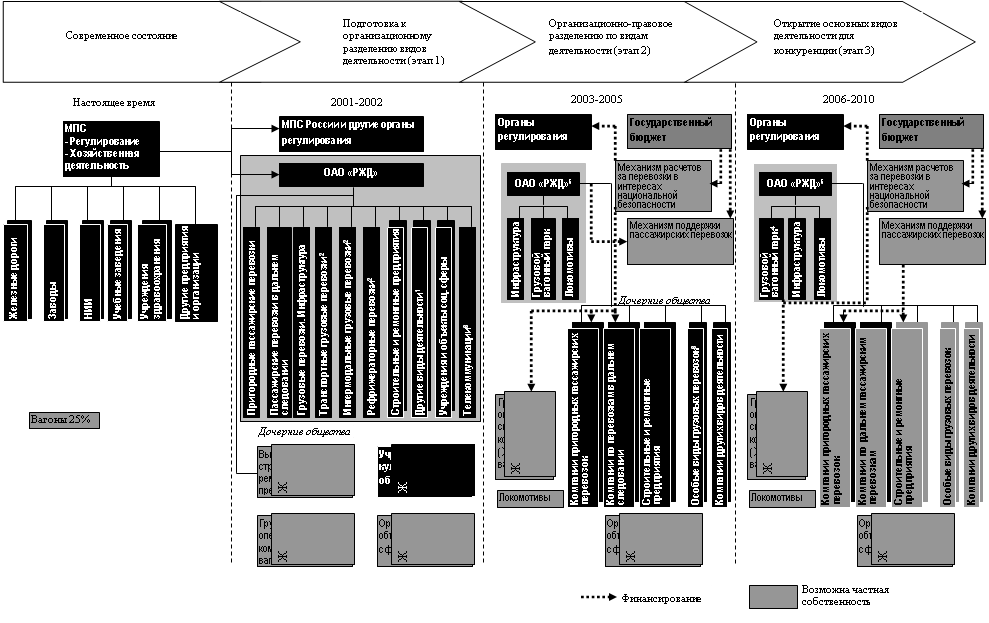
... телями услуг федерального железнодорожного транспорта, в конечном итоге — повышение эффективности функционирования экономики страны. 7. Концепция реформирования железнодорожного транспорта (1998 г.) Основное содержание социально-экономической политики России на 1999—2000 гг. заключалось и осуществлении комплекса широкомасштабных реформ для преодоления таких острых экономических проблем, как ...
... США или стран Евросоюза. Основным поставщиком грузов для железнодорожного транспорта является промышленность, на долю которой приходится до 90% общего объема грузов. 1.3 Анализ и экономическая оценка деятельности железнодорожного транспорта В России электрифицировано 41 тыс. км железных дорог и переведено на тепловозную тягу более 45 тыс. км, что соответственно составляет 47,6% и 52,4% в ...
... в высокотехнологичном секторе экономике, с одной стороны, используют преимущества этого процесса, а с другой – сами ускоряют его своей деятельностью. 2. АНАЛИЗ СОВРЕМЕННОГО СОСТОЯНИЯ РЫНКА ВЫСОКОТЕХНОЛОГИЧНОЙ ПРОДУКЦИИ 2.1 Научно-технический потенциал Самарской области Самарская область на протяжении многих десятилетий вносила солидный вклад в развитие отечественной индустрии и, в ...
0 комментариев