Применяемые способы восстановления коленчатого вала
Проектирование технологического процесса восстановления коленчатого вала
Определение режимов нанесения покрытия, выбор материалов и технологического оборудования, механической обработки и норм времени выполняемых операций
Определение норм времени при выполнении операций
Навигация
Применяемые способы восстановления коленчатого вала
Назначение и характеристика кривошипно-шатунного механизма двигателя Д–240
24280
знаков
6
таблиц
3
изображения
3 Применяемые способы восстановления коленчатого вала
Основной дефект коленчатых валов — износ коренных и шатунных шеек. Износ шеек устраняют шлифованием их под ремонтный размер. Для шлифования валов служат станки ЗА423 или ЗВ423. Шейки вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16...60 мкм, твердостью СМ2, CI, С2, СТ1 и СТ2. При восстановлении коленчатых валов перешлифовкой под ремонтный размер шеек практически невозможно обеспечить их 100%-й ресурс, и он уменьшается тем больше, чем больше номер ремонтного размера. Это объясняется тем, что твердость закаленных ТВЧ шеек уменьшается от поверхности по сечению вала и при шлифовании удаляется наиболее твердый слой. Некоторые ремонтные предприятия для обеспечения высокой износостойкости и ресурса валов после перешлифовки шеек выполняют их закалку ТВЧ, лазерное упрочнение и др.
Коренные и шатунные шейки, вышедшие за ремонтные размеры, восстанавливают наращиванием различными методами: наплавкой (под флюсом, плазменной, в среде защитных газов, широкослойной и др.); гальваническими покрытиями (железнением, хромированием); металлизацией; напеканием порошков; электроконтактной приваркой ленты; приваркой или приклеиванием полуколец; пластинированием и др.
Более 85 % объема восстановления шеек коленчатых валов выполняют наплавочными способами и прежде всего наплавляют под слоем флюса. При этом можно выделить следующие основные варианты технологических процессов: наплавка без термической обработки; наплавка с последующей термической обработкой; термическая обработка, наплавка, термическая обработка; наплавка, упрочнение.
Наиболее распространенной считают наплавку пружинной проволокой второго класса под слоем легированного флюса, представляющего собой смесь, состоящую из плавленного флюса АН-348А (93,2 %), феррохрома (2,2 %), графита (2,3 %) и жидкого стекла (2,5 %). Этот метод резко снижает усталостную прочность наплавленных коленчатых валов из-за наличия огромного количества трещин.
Разработана наиболее прогрессивная технология наплавки изношенных коленчатых валов. Она предусматривает наплавку шеек валов проволокой Нп-30ХГСА под флюсом АН-348А с последующей механической обработкой и полным повторным циклом термической обработки (нормализация и закалка ТВЧ). Эта технология требует специального термического оборудования и целесообразна при большой производственной программе восстановления.
Для восстановления шеек валов используют электроконтактную припайку стальной ленты из стали 50ХФА, дуговую металлизацию порошковой проволокой ПП-ОМ-2.
Коленчатые валы некоторых двигателей (типа ЗМЗ и др.) изготавливают из высокопрочного магниевого чугуна ВЧ50 и ВЧ45. Их износостойкость и усталостная прочность примерно одинаковы с соответствующими показателями валов, выполненных из стали 45, но себестоимость получения заготовок отливкой в 2,0...2,5 раза ниже получения поковок. В то же время чугун относится к трудно-свариваемым материалам. Поэтому рассмотренные выше способы наплавки не дают хороших результатов при восстановлении чугунных валов.
Для восстановления чугунных коленчатых валов применяют следующие способы дуговой наплавки: по стальной оболочке; двухслойную наплавку; наплавку с последующей нормализацией; наплавку проволокой Нп-15 СТЮЦА под слоем флюса АН-348А; широкослойную наплавку малоуглеродистой проволокой марки 08А с добавлением в зону горения дуги ферромагнитной шихты и др.
При восстановлении валов дуговой наплавкой усталостная прочность валов достигает 80 % новых, но процесс сложен и трудоемок.
При двухслойной наплавке оболочкой служит первый наплавленный слой, который получают с помощью малоуглеродистой порошковой проволоки под слоем
флюса АН-348А. Второй слой наплавляют как бы по стальной поверхности обычными методами. Однако усталостная прочность таких валов составляет всего около 70 % новых. Наплавку с последующей нормализацией применяют для восстановления чугунных коленчатых валов двигателя ЗМЗ-53, которые разрушаются из-за усталости после наплавки по шатунным шейкам. При нормализации твердость наплавленных шатунных шеек уменьшается до HRC 25...30, снижаются внутренние напряжения, и в итоге усталостная прочность повышается до 85 % уровня новых валов. Некоторое снижение износостойкости шатунных шеек компенсируется ее запасом по сравнению с коренными шейками. К перспективным и эффективным способам восстановления стальных и чугунных коленчатых валов относится плазменная наплавка. Рекомендуют комбинированный способ наплавки, предусматривающий одновременную подачу проволоки и порошка. При восстановлении коленчатых валов, изготовленных из стали 45 (СМД-14, А-41 и др.), шейки наплавляют композицией проволока Св-08МХ или Св-08Г2С (85 %) + порошок ПГ-СР4 (15 %), а галтели - той же композицией, но в соотношении 75 и 25 %. Валы из стали 50Г (ЯМЗ-238НБ и др.) наплавляют проволокой Св-15ГСТЮЦА (75...80 %) и порошком ПГ-СР4 или ПГ-СРЗ (20...25%). При восстановлении чугунных валов применяют проволоку Св-15ГСТЮЦА (70%) и порошок ПР-Н70Х17 СЧР4 (30 %).
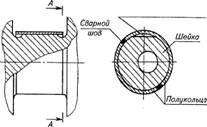
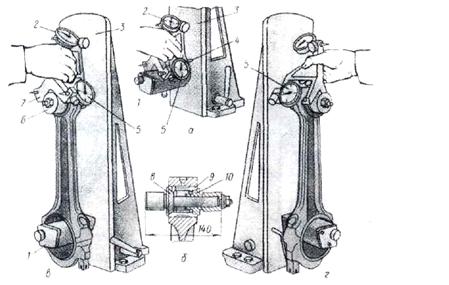
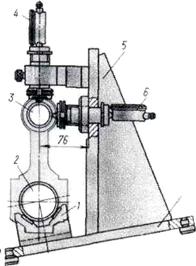
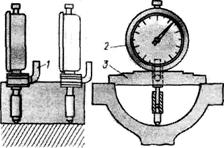
Для восстановления чугунных коленчатых валов разработано и внедрено два способа: постановка полуколец и пластинирование. Предел выносливости методом постановкой полуколец коленчатого вала такой же, как и нового (рисунок 1.3). Метод восстановления шеек валов пластинированием заключается в установке с последующим механическим креплением на шейках валов стальной холоднокатаной термообработанной полированной ленты, изготовленной из пружинистой стали типа 65Г (рисунок 1.2).
|
|
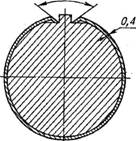
| 140° |
Рисунок 1.2 - Схема восстановления шеек коленчатого вала пластинированием
|
Рисунок 1.3 - Схема восстановления шеек коленчатого вала двигателя ЗМЗ-53 приваркой стальных полуколец |
При использовании данного метода можно существенно упростить технологический процесс и оснастку для восстановления валов, полностью исключить сварочно-термическое воздействие на вал, отказаться от шлифования и полирования восстановленных валов, в 4...5 раз сократить расход металла и в 3 раза повысить производительность процесса по сравнению с наплавкой. Метод успешно апробирован при восстановлении чугунных валов двигателей ЗМЗ-53 и ЗМЗ-24.
Похожие работы
... только лицам, прошедшим инструктаж. 3.2 Требования безопасности при ТО и ремонте Рабочее место для дефектации деталей кривошипно-шатунного механизма трактора располагается на учебном полигоне. Возможные опасные факторы: - опасность механического травмирования инструментами, приспособлениями, тяжелыми деталями кривошипно-шатунного механизма, такие как коленчатый вал, блок цилиндров, ...

... четвертого колеса к третьему; отношение модулей зубчатых колес первой ступени к второй. 3. Исследование качественных характеристик внешнего эвольвентного зацепления Зубчатые передачи являются наиболее распространенным видом механических передач. В зависимости от условий эксплуатации при проектировании зубчатых передач учитываются различные факторы, влияющие на повышение их прочности, ...
... 147 19,273 60,293 99,268 0,844 0,187 1,031 313 18,872 54,987 75,482 0,641 0,218 0,859 375,6 20,653 2. ДИНАМИЧЕСКИЙ РАСЧЕТ Динамический расчет автомобильного двигателя производится на режиме максимальной мощности по результатам теплового расчета. В результате расчета необходимо определить следующие силы и моменты, действующие в кривошипно-шатунном механизме двигателя: ...
... нитросоединений может привести к обгоранию клапанов и электродов запальных свечей, поломкам деталей кривошипно-шатунного механизма. После работы на топливе, содержащем нитроприсадки, двигатель требует незамедлительной промывки. В качестве смазок гоночных двигателей внутреннего сгорания наибольшее применение имеют касторовое масло и комбинированные смазки на его основе. Такие масла обладают очень ...
0 комментариев