Навигация
Особливості та режими зварювання різних металів
59023
знака
11
таблиц
3
изображения
Особливості та режими зварювання різних металів
Зміст
1. Зварювання вуглецевих сталей
2. Зварювання легованих сталей
3. Зварювання чавуну
4. Зварювання міді
5. Зварювання латуні і бронзи
6. Зварювання алюмінію і його сплавів
7. Зварювання інших металів
1. Зварювання вуглецевих сталей
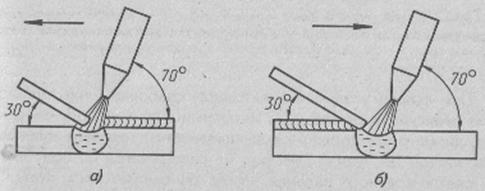
Маловуглецеві сталі можна зварювати будь-яким з способів газового зварювання. Полум'я пальника під час зварювання сталі повинно бути нормальним, потужністю 100—130 дм3/год ацетилену на 1 мм товщини металу в разі лівого і 120— 150 дм3/год в разі правого зварювання.
Висококваліфіковані зварники застосовують полум'я великої потужності — 150—200 дм3/год ацетилену на 1 мм товщини металу та товщий дріт, що підвищує продуктивність. При такому режимі зварювання від зварника вимагається значний досвід, оскільки в разі невмілого зварювання можна перегріти метал і одержати крупнозернисту будову металу шва.
Для зварювання вуглецевих сталей застосовують дріт з маловуглецевої сталі Св-08, Св-08А або Св-ЮГА за ГОСТ 2246—60. Під час зварювання цим дротом частина вуглецю, марганцю та кремнію вигоряє, а метал шва набуває крупнокристалічної структури і його границя міцності нижча від такої для основного металу. Щоб одержати наплавлений метал рівноміцний основному, застосовують дріт Св-12ГС, який містить, %: до 0,17 вуглецю; 0,8—1,1 марганцю і 0,6—0,9 кремнію. Діаметр дроту беруть залежно від товщини зварюваного металу.
У разі зварювання полум'ям великої потужності, з метою запобігання перегріванню металу, зменшують кут нахилу мундштука до основного металу, а полум'я переважно направляють на кінець дроту.
Під час зварювання треба стежити за тим, щоб кромки шва і кінець дроту розплавлялись одночасно і щоб краплі розплавленого присадного металу не потрапляли на ще недостатньо нагріту кромку основного металу. Якщо це станеться, то у даному місці не буде міцного з'єднання наплавленого металу з основним і утвориться непровар кромки. У недосвідченого зварника при дотиканні до кромки металу кінцем недостатньо нагрітого дроту він часто приварюється до основного металу.
Для ущільнення і підвищення пластичності наплавленого металу застосовують проковування шва у гарячому стані. Проковування провадять при температурі ясно-червоного і закінчують при температурі темно-червоного жару. При нижчій температурі проковування провадити не можна, оскільки це веде до наклепування металу і може спричинити появу тріщин у шві і у прилеглій до нього зоні основного металу.
При зварюванні листів великої товщини, а також зварюванні відповідальних виробів застосовують термічну обробку зварного шва або виробу в цілому за способом, описаним у попередньому розділі. Необхідність та порядок термічної обробки передбачається технічними умовами на виготовлення виробу.
Середньовуглецеві сталі (до 0,6% вуглецю) зварюються гірше, ніж маловуглецеві. Вони схильні до жолоблення і утворення тріщин під час зварювання. Наконечник беруть потужністю 75 дм3/год ацетилену на 1 мм товщини зварюваного металу, тобто меншою, ніж для зварювання маловуглецевої сталі.
Полум'я повинне бути нормальним або трохи навуглецьовувальним, оскільки окислювальне полум'я спричинює вигоряння вуглецю. Якщо товщина металу понад 3 мм, рекомендується попередньо підігрівати вироби до 250—350°С з метою зменшення нерівномірності нагрівання, зниження внутрішніх напруг і запобігання загартовуванню основного металу у пришовній зоні. Поряд з загальним підігріванням застосовують також місцеве підігрівання пришовної зони до 650—700° С.
Як присадний метал використовують дріт Св-08А за ГОСТ 2246—60. Низький вміст вуглецю у цьому дроті зменшує вигоряння вуглецю та "кипіння" зварювальної ванни. З метою запобігання перегріванню металу слід застосовувати ліве зварювання. Після зварювання шов проковують при 850—900°С з наступною нормалізацією нагріванням до 900°С і охолодженням на повітрі. Структуру металу шва та пришовної зони можна поліпшити відпусканням при 600—650°С. Для зварювання сталей, що містять вуглецю 0,7—0,8%, доцільно застосовувати флюс (буру). Сталі, що містять вуглецю понад 0,6%, зварюються значна гірше. Якісне їх зварювання можна одержати при товщині не більшій 5—6 мм. Для зварювання сталі важливе значення має чистота поверхні кромок, оскільки забруднення спричинює у шві пори, непровари, шлакові включення.
2. Зварювання легованих сталей
Більшість конструкційних легованих сталей зварюється газовим зварюванням задовільно. Зварювання цих сталей має ряд особливостей, оскільки відбувається часткове вигоряння легуючих домішок, внаслідок чого метал шва втрачає властивості сталі даної марки. Леговані сталі гірше проводять тепло, ніж маловуглецева сталь і через те більше жолобляться при зварюванні. Сталі деяких марок здатні загартовуватися на повітрі, особливо в прилеглих до шва ділянках, і схильні до утворення тріщин.
Hизьколеговані сталі для будівельних конструкцій (наприклад, 15ХСНД і 10ХСНД) добре зварюються газовим зварюванням. Потужність наконечника вибирають 75—100 дм3/год при лівому і 100—130 дм3/год ацетилену при правому зварюванні на 1 мм товщини металу. При зварюванні застосовують нормальне полум'я і дріт Св-08, СВ-08А або Св-10Г2 за ГОСТ 2246—60. Можна застосовувати ліве і праве зварювання. Для поліпшення якості наплавленого металу доцільно проковувати шов при ясно-червоному жарі (800—850°С) з наступною нормалізацією металу шва. Флюс не застосовують.
Низьколеговані молібденові і хромо-молібденові теплостійкі сталі для котлобудування. Газове зварювання цих сталей може використовуватися при монтажі і ремонті парових котлів і трубопроводів.
Полум'я застосовують лише нормальне, потужністю 100 дм3/год ацетилену на 1 мм товщини металу. При зварюванні застосовують дріт марок Св-08ХНМ, Св-ЮНМ, СВ-18ХМА, Св-ЮХМ, Св-ЮМХ за ГОСТ 2246—60. Зварюють невеликими ділянками завдовжки 15—25 мм, підтримуючи температуру ясно-червоного жару всієї зварюваної ділянки.
При товщині металу понад 16 мм всі вироби необхідно попередньо рівномірно підігрівати до 250—360°С, зберігаючи цю температуру сталою в процесі зварювання. Для цього виріб під час зварювання підігрівають пальниками або іншими способами.
При навколишній температурі мінус 10°С зварювати сталі 15М і 20М завтовшки до 10 мм можна без попереднього нагрівання, а при більшій товщині — з підігріванням до 250—300°С. Хромомолібденові сталі 12ХМ, 15ХМ, 12Х1МФ при мінус 10°С зварюють з підігріванням до 250— 300°С, незалежно від товщини металу.
Кромки перед зварюванням зачищають до металічного блиску. При товщині металу до 5 мм зварювання провадять в один шар, при більшій товщині застосовують багатошарове зварювання. Спочатку "пролуджують" кромки, для чого їх у вершині шва розплавляють і зварюють без додавання присадного металу з метою одержання повного провару вершини шва. Довжина пролудженої ділянки не повинна перевищувати 15—25 мм, оскільки при більшій довжині в цьому місці можлива поява непомітної тріщини, яка може лишитися в шві. Для зменшення вигоряння хрому і молібдену метал зварювальної ванни треба підтримувати в можливо густішому стані, не перегріваючи його.
Зварювання провадять з найменшою кількістю перерв. При поновленні зварювання після перерви необхідно рівномірно підігріти шов у даному місці (при зварюванні труб — увесь стик), до 250—300° С з метою попередження появи тріщин. Підсилення шва розміщують симетрично до осі шва, забезпечуючи плавний перехід від наплавленого металу до основного.
Повній термообробці (нормалізації) підлягають барабани і деталі котлів при товщині металу більше 10 мм — їх нагрівають до 900—930°С для молібденової і до 930— 950°С для хромомолібденової сталі, видержують при цій температурі з розрахунку 1—1,5 хв на 1 мм товщини металу і охолоджують в спокійному повітрі до 300°С.
При зварюванні труб і зварюванні на монтажі допускається також місцева термообробка у вигляді відпалювання. Місцевій термообробці піддаються всі зварні з'єднання паропровідних і колекторних труб. Для молібденових і хромомолібденових сталей нагрівання при відпалюванні провадиться до 680—700°С (для хромомолібденованадієвих — 720—740°С) з видержкою 4—5 хв на 1 мм товщини металу і повільним охолодженням до 250—300°С. Для хромомолібденових сталей місцева термообробка провадиться індукційними нагрівниками, кільцевими газовими пальниками і муфельними електропечами опору. Зварне з'єднання треба нагріти по всьому периметру на ширині не менше 100 мм в обидва боки від шва.
Низьколеговані хромокремнемарганцеві сталі (хpомансиль). При газовому зварюванні цих сталей марганець, хром і кремній, які входять до їх складу, частково вигоряють, що спричинює появу в шві включень окислів, шлаків і непровару. Щоб запобігти цьому, зварювання провадять нормальним полум'ям, наконечником потужністю 75—100 дм3/год ацетилену на 1 мм товщини металу. Окислювальне полум'я шкідливе, оскільки збільшує вигоряння хрому, кремнію і марганцю. Застосовують або маловуглецевий дріт Св-08 і Св-08А або легований Св-18ХГСА і СВ-18ХМА.
Зварювання провадять в один шар. Перед зварюванням листи попередньо прихвачують через 20—30 мм при товщині листів від 0,5—1,5 мм і через 40—60 мм при товщині 2 мм і більше. Прихватки розміщують на відстані 10—15 мм від краю листа або кута зварного з'єднання. Велике значення для якості шва при зварюванні цієї сталі мають старанна очистка і підгонка кромок, а також точне додержання зазора між ними, який повинен бути однаковим по всій довжині шва. Ці сталі при різкому охолодженні схильні до утворення тріщин у шві і біля нього. Тому після закінчення зварювання пальник треба відводити повільно, одночасно підігріваючи факелом полум'я метал кінцевої ділянки на площі радіусом 20—40 мм. Зварювання треба провадити якомога швидше, без перерв, не затримуючи полум'я на одному місці. Для зменшення жолоблення прихвачування і зварювання провадять від середини шва до його кінців.
Після зварювання вузлів відповідальних виробів їх піддають гартуванню і відпусканню. Гартування провадять нагріванням спочатку до 500—650°С з видержкою при цій температурі з розрахунку 1,5 хв на 1 мм товщини (але не менше 5 хв) і наступним нагріванням до 880°С з тією ж видержкою. Після цього деталь охолоджують в маслі з температурою 20—50°С або спочатку в гарячому маслі (190°С), а потім в маслі з температурою 20°С.
Відпускання полягає в нагріванні до 400—600°С з наступним охолодженням в гарячій воді (60°С). Чим нижча температура відпускання, тим вища міцність, але менша пластичність металу шва.
Хромисті сталі можуть містити від 4 до 30% хрому. Зварювання хромистих сталей пов'язане з рядом труднощів, оскільки, вони схильні до сильного жолоблення і гартування в момент остигання шва, що спричинює утворення тріщин. Чим вищий вміст вуглецю у хромистій сталі, тим гірше вона зварюється.
Зварювання хромистих сталей провадять нормальним полум'ям наконечником потужністю не більше 70 дм3/год ацетилену на 1 мм товщини металу. При зварюванні застосовують дріт з хромонікелевої сталі Св-02Х19Н9. Кращих результатів досягають при зварюванні дротом Св-06Х19Н9Т (з титаном). Титан і ніобій перешкоджають утворенню в шві твердих хімічних сполук хрому з вуглецем (карбідів хрому).
Зварювання треба провадити якомога швидше, прагнучи не допускати перерв і повторних нагрівань шва. Щоб уникнути утворення тріщин, слід застосовувати однобічне, одношарове зварювання.
При зварюванні застосовують флюс, який є запобіжником вигоряння хрому і сприяє видаленню із шва окислів хрому. Склад флюсу, %: борної кислоти 55; окису кремнію 10; феромарганцю 10; ферохрому 10; феротитану 5; титанової руди (концентрату) 5 і плавикового шпату 5. Перед зварюванням кромки зачищають до металічного блиску. Хромисті сталі, що містять понад 14% хрому, зварюють з попереднім підігріванням до 200—250°С, а після зварювання піддають термічній обробці за режимом, передбаченим для сталі даної марки.
Високохромисті кислотостійкі сталі при тривалому нагріванні схильні до зростання зерна в зоні нагрівання, що знижує їх міцність. Тому газовим зварюванням ці сталі не зварюють.
Хромонікелеві нержавіючі аустенітні сталі зварюють нормальним полум'ям потужністю 75 дм3/год ацетилену на 1 мм товщини металу. Окислювальне полум'я не допускається. Застосовують дріт CB-02X19H9, CB-06X19H9T або Св-08Х19Н10Б. При зварюванні жароміцної нержавіючої сталі застосовують дріт, що містить 21% нікелю і 25% хрому. Для зварювання корозієстійкої сталі, що містить молібден, застосовують дріт, який містить 3% молібдену, 11% нікелю і 17% хрому.
Основні труднощі при зварюванні цих сталей полягають в тому, що при нагріванні до 400—900°С відбувається виділення карбідів хрому по границях зерен сталі, внаслідок чого сталь втрачає стійкість проти корозії. Титан або ніобій зв'язують вуглець і чинять опір утворенню карбідів хрому. Вміст ніобію повинен не менше ніж у 10 раз перевищувати вміст вуглецю в сталі; максимально допустимий вміст ніобію—1,2%.
Зварювання нержавіючих сталей треба провадити швидко, тримаючи кінець дроту весь час у зварювальній ванні. Для кращого відведення тепла можна зварювати на підкладці з міді. Можна застосовувати ліве і праве зварювання. При довгих швах застосовують зворотноступінчастий спосіб зварювання. Мундштук тримають під кутом 45° до поверхні деталі.
Після зварювання деталь піддають термообробці (гартуванню) нагріванням до 1050—1100°С і швидким охолодженням у воді. Гартування може бути замінене відпалюванням при 850°С з охолодженням на повітрі. При цьому карбіди хрому, що виділилися, знову розчиняються у сплаві і шов набуває властивостей основного металу. Метал завтовшки 1—2 мм можна охолоджувати на повітрі. Сталь з добавкою титану можна не піддавати термообробці після зварювання.
Для поліпшення зовнішнього вигляду шва і видалення окислів хрому застосовують флюс складу, %: плавикового шпату 80 і феротитану 20. Як флюс придатна також суміш складу, % : бури 50 і борної кислоти 50 або бури 80 і двоокису кремнію 20. Флюс наносять на кромки за 15—20 хв до зварювання, а після зварювання видаляють промиванням у гарячій воді або кип'ятінням у 5%-ному розчині NaOH.
Кращі результати дає флюс-паста НЖ-8, який не містить бору і фтору, що спричинюють корозію шва. До складу флюсу НЖ-8 входять мармур, фарфор, феромарганець, феросиліцій, феротитан і двоокис титану.
Хромонікелеві сталі доцільніше зварювати дуговим, в захисних газах або контактним електрозварюванням, оскільки ці способи дають меншу зону нагрівання, і тому забезпечують кращу якість зварного шва, ніж газове зварювання. Газовим зварюванням зварюють нержавіючу сталь завтовшки не більше 3 мм, оскільки при більшій товщині сталі її деформації досягають значної величини.
Похожие работы
... , при зварюванні у вуглекислому газі завжди нижче, ніж при газовому і ручному дуговому зварюванні. Тому для зварювання обічайки використовується напівавтоматичне зварювання в СО2. Режими зварювання Режимом зварювання називається сукупність характеристик зварювального процесу, що забезпечують здобуття зварних з'єднань заданих розмірів, форм і якості. При всіх дугових способах зварювання такими ...
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах. 2.1.1 Технологія зварювання вугільними і графітовим електродом Вугільні електроди складаються з аморфного електротехнічного вугі ...
... і вирізаються, при цьому виконують виявлення і усунення причин браку. Якщо причиною браку виявляється низька кваліфікація зварника, то його звільняють від роботи. 5.3 Технологія будівництва поліетиленовими газопроводами з висвітленням технології зварювання поліетиленових труб в розтруб Для з'єднання труб І деталей з поліетилену низького тиску застосовують контактне теплове зварювання у стик ...
0 комментариев