Навигация
Зварювання латуні і бронзи
59023
знака
11
таблиц
3
изображения
5. Зварювання латуні і бронзи
Зварювання латуні. Газове зварювання широко використовують для зварювання латуні, яка важче піддається зварюванню електричною дугою. Основним утрудненням при зварюванні є значне випаровування з латуні цинку, яке починається при 900° С. Якщо латунь перегріти, то внаслідок випаровування цинку шов буде пористим. При газовому зварюванні може випаровуватися до 25% цинку, що міститься в латуні.
Іншою причиною пористості шва при зварюванні латуні є поглинання рідким металом водню зварювального полум'я; не встигаючи виділитись при застиганні металу, водень утворює в шві газові пузирі. Пари цинку, потрапляючи в газові пузирі і розширюючись у них, збільшують їх розміри, утворюючи пори. Для зменшення випаровування цинку зварювання латуні провадять полум'ям з надлишком кисню до 30—40%, тобто на і м3 ацетилену подається від 1,3 до 1,4 м3 кисню. В цьому разі на поверхні металу зварювальної ванни утворюється рідка плівка окису цинку, яка зменшує його випаровування. Надлишок кисню також окислює основну частину вільного водню, внаслідок чого поглинання водню рідким металом різко зменшується.
Для видалення з ванни окислів міді і цинку застосовують флюси таких складів:
| № 1 | №2 | |
| Борна кислота | 35 | 80 |
| Плавлена технічна бура | 50 | 20 |
| Фосфорний натрій | 15 | — |
Ці флюси придатні також при наплавлюванні стальних і чавунних деталей латунню. Як флюс при зварюванні латуні застосовують також одну прожарену буру, яку розводять водою і у вигляді пасти наносять пензлем на кромки. Кромки перед зварюванням треба ретельно зачищати шкуркою, напилком або металевою щіткою до блиску. Якщо на поверхні металу є шар окислів, латунь травлять в 10%-ному розчині азотної кислоти, а потім ретельно промивають гарячою водою і насухо протирають. Види підготовки кромок при зварюванні латуні наведено в табл. 3.
Теплопровідність латуні більша від теплопровідності маловуглецевої сталі приблизно на 70%. Отже, здавалося б, що при зварюванні латуні слід застосовувати потужніше зварювальне полум'я, ніж при зварюванні сталі такої самої товщини. Проте потужнішим полум'ям легше перегріти метал ванни і збільшити випаровування цинку, в результаті чого шов буде пористим, тому при зварюванні латуні потужність полум'я вибирають таку саму, як при зварюванні сталі, тобто 100—120 дм3/год ацетилену на 1 мм товщини листа. Для зниження випаровування цинку і зменшення поглинання водню металом кінець ядра полум'я тримають від зварюваного металу на відстані у 2—3 рази більшій, ніж при зварюванні сталі. Полум'я слід направляти на зварювальний дріт, який тримають під кутом 90° до осі мундштука. Кінець дроту час від часу занурюють у флюс, підсипаючи його також у зварювальну ванну і на краї шва. Зварювання провадять по можливо швидко.
Таблиця 3 Підготовка кромок при зварюванні латуні
| Вид шва | Схема шва | Розміри, мм | ||
| Товщина, S | Зазор, а | Затуплення, b | ||
| З відбортовкою кромок |
| 0,5—1 | — | 1—1 |
| Без скошування кромок: однобічний | 1—5 | 0,5—2 | — | |
| двобічний | 3—6 | 1—2 | — | |
| з технологічною підкладкою | 3—5 | 2-3 | ||
| V-подібний | 6—15 | 2-4 | 1,5—3 | |
| Х-подібний | 15—25 | 2-4 | 2—4 | |

Для латуні ВНДІавтогенмаш розробив кілька марок латунного дроту, що містить розкислювачі: кремній і олово. Склади цих дротів наведено в табл. 4.
При зварюванні цими дротами застосовують як флюси прожарену буру або газоподібний флюс БМ-1. Зварювання з застосуванням дротів даних марок дає чисту зварювальну ванну, щільний безпористий шов і незначне виділення парів цинку, що зменшує шкідливість процесу зварювання латуні. Полум'я застосовують окислювальне з надлишком 30—40% кисню в суміші.
Таблиця 4 Склади латунного дроту для зварювання латуні
| Компоненти | Вміст трьох марок дроту, % | ||
| ЛК62-05 | ЛО60-1 | ЛОК59-1-03 | |
| Мідь | 60,5—33,5 | 59,0—61,0 | 58,0—60,0 |
| Кремній | 0,3—0,7 | — | 0,2—0,4 |
| Олово | — | 1-1,5 | 0,7—1,1 |
| Цинк | Решта | ||
Для зварювання латуні Л62, Л68 і ін. ВНДІавтогенма-шем розроблений також самофлюсуючий присадний дріт ЛКБ062-02-004-05, який містить, %: міді 60,5—63,5; кремнію 0,15—0,2; бору 0,03—0,07; олова 0,4—0,6; решта — цинк. Кремній і олово, які входять до складу дроту, е розкислювачами, а бор виконує функцію флюсу. При зварюванні латуні цим дротом втрати цинку практично відсутні, продуктивність зварювання підвищується, а застосування додаткового флюсу не потрібне.
Після зварювання латуні шов для підвищення щільності і міцності іноді проковують, загладжуючи підсилення врівень з основним металом. Якщо латунь містить менше 60% міді, проковку можна провадити при 650°С ; при вмісті міді більше 60% — в холодному стані.
Після проковування застосовують відпалювання при 600—650°С з наступним повільним охолодженням. Це робить метал шва дрібнозернистим і знищує вплив наклепу. Відпалювання при температурі понад 650°С не допускається, бо при цьому можливе часткове випаровування цинку. Для латунних зварних виробів застосовують також відпалювання при температурі 260—280°С, яке не змінює структури металу, але знищує залишкові внутрішні напруги в латуні, що оберігає її від наступного розтріскування.
Білі пари окису цинку, що виділяються при зварюванні латуні, шкідливі для організму. Тому при зварюванні латуні звичайним дротом треба користуватися захисною маскою (респіратором) і забезпечувати посилену вентиляцію місця зварювання, споруджуючи місцеві вентиляційні відсмоктувачі. Припустима концентрація цинку в навколишньому повітрі при зварюванні не повинна перевищувати 0,005 мг/дм3. При зварюванні латуні найкращі результати дає розроблений ВНДІавтогенмашем газоподібний флюс БМ-1 з пари леткої борорганічної рідини. Ця рідина являє собою суміш 25% метилового спирту (СН3ОН) і 75% метилборату В(СН3О)3. Можна застосовувати також флюс, що складається з самого метилборату. Перед надходженням у пальник ацетилен проходить через рідкий флюс, що заповнює посудину — флюсоживильник, де ацетилен насичується парою рідкого флюсу і далі надходить у пальник. Пара флюсу надходить у зварювальне полум'я, де метилборат згоряє за реакцією
2В (СН3О)3 + 9О2 = В2О3 + 6СО2 + 9Н2О.
Борний ангідрид В2О3 утворює в полум'ї летку борну кислоту (Н2ВО3), яка осаджується на вироби і знову розкладається, утворюючи борний ангідрид, що є флюсуючою речовиною. Метиловий спирт, що міститься в рідині, повністю згоряє в полум'ї без утворення будь-яких шкідливих для процесу зварювання сполук. Витрата флюсу БМ-1 для одержання наплавленого металу доброї якості становить близько 70 г на 1 л3 ацетилену.
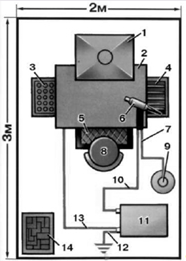
Газофлюсове зварювання латуні з флюсом БМ-1 дає можливість значно підвищити продуктивність, забезпечує одержання щільного безпористого металу шва без проковування з границею міцності до 38 кГ/мм2, кутом загину 180°, ударною в'язкістю 15 кг ∙ м/см2. Випаровування цинку не відбувається і склад шва залишається попереднім, що відповідає складу, проміжному між основним і присадним металом, залежно від розміру участі кожного з них в утворенні металу шва. Поверхня шва виходить чистою від окислів і шлаків, незначний наліт яких легко усувається протиранням ганчіркою. Значно спрощується і поліпшується процес виконання багатошарових швів. Флюс БМ-1 придатний для зварювання латуней всіх марок як дротом, що містить, так і тим, що не містить кремнію. Полум'я при зварюванні з флюсом БМ-1 може мати надлишок кисню від 10 до 40%. Схема установки для зварювання з флюсом БМ-1 наведена на рис. 2. Оскільки до складу флюсу БМ-1 входить метиловий спирт, роботи по заповненню, випорожненню і промиванню флюсоживильника, а також переливанню флюсуючої рідини треба виконувати під місцевою витяжною вентиляцією в гумовому фартусі і гумових рукавицях, які після роботи треба старанно промити протічною водою. В разі потрапляння флюсу БМ-1 на шкіру, одяг, підлогу, стіл і інші речі в приміщенні треба змити його водою (не менше ніж 10-кратним об'ємом води), провітрити приміщення, а одяг зняти. При роботі з полум'ям, що містить флюс БМ-1, зварник повинен захищати очі окулярами з жовто-зеленими стеклами-світлофільтрами марок ГС-4—ГС-7, що забезпечують захист від ультрафіолетових променів.
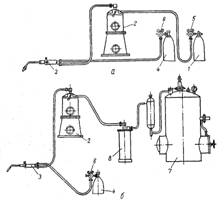
Рис. 2. Схема установки для зварювання з газоподібним флюсом при живленні ацетиленом від балона (а) та від ацетиленового генератора (б) ;
1 — балон з ацетиленом; 2 — флюсоживильник; 3 — пальник: 4 — балон з киснем; 5 — ацетиленовий редуктор; 6 — кисневий редуктор; 7 — ацетиленовий генератор; 8 — осушник.
Для зварювання товстої латуні (40 мм і більше) ВНДІавтогенмаш розробив спосіб порошкового газофлюсового зварювання. Суть способу полягає в тому, що зварювання провадять пальником, в полум'я якого з допомогою струменя азоту або осушеного повітря безперервно подається дозована кількість порошкоподібного флюсу з бачка флюсоживильника. Пальник має водяне охолодження, що дає можливість працювати у важких умовах, при сильному нагріві мундштука. Схему установки показано на рис. 4. Як флюс використовують при цьому незневоднену буру, оскільки зневоднену (плавлену) буру дуже видуває полум'ям і через те застосовувати її недоцільно. Витрата флюсу дорівнює 2 г/кг розплавленого металу. При зварюванні латуні ЛЖМц завтовшки 40 мм дістають щільний, добре розкислений метал шва з границею міцності 42 кГ/мм2 і відносним видовженням 34%.
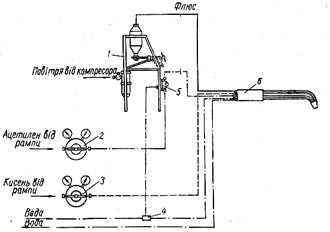
Рис. 4. Схема установки для порошкового газо флюсового зварювання: 1 — установка для подавання флюсу; 2, 3 — відповідно ацетиленовий та кисневий постові редуктори; 4 — трійник; 5 — блокувальний клапан; 6 — пальник.
Зварювання бронзи. Газове зварювання застосовують при ремонті литих виробів з бронзи, наплавлянні шатром антифрикційних бронзових сплавів на поверхні деталей, що працюють на тертя. В разі необхідності зварювання і наплавлення бронз провадять з підігріванням до 450° С. Підігрівання необхідне для запобігання тріщинам. В нагрітому стані підвищується крихкість бронз, тому при зварюванні виріб треба добре закріплювати; зварювання провадять нижнім швом, прагнучи не допустити поштовхів і ударів по деталі.
Зварювальне полум'я повинно мати відновний характер, оскільки при окислювальному полум'ї збільшується вигоряння із бронзи олова, кремнію, алюмінію. Окисли, що утворюються, утруднюють зварювання, шов виходить пористим з включеннями шлаків. Щоб не перегрівати метал, полум'я тримають на такій самій відстані від зварювальної ванни, як при зварюванні латуні. Як присадний матеріал використовують прутки або дріт, близькі за складом до зварюваного металу. Для розкислення у присадний дріт вводять до 0,4% кремнію. Потужність полум'я мусить бути 100—150 дм3/год ацетилену на 1 мм товщини основного металу.
Для захисту металу від окислення і видалення окислів у шлаки застосовують флюси тих самих складів, що й при зварюванні міді і латуні. Для алюмінієвих бронз застосовують флюси, що містять хлористі і фтористі сполуки натрію, барію, калію і літію, тих самих складів, що й для алюмінію.
Після зварювання деталі піддають відпалюванню при 750° С і наступному охолодженню у воді. Проковуванню після зварювання піддають тільки прокатну бронзу, але не литу. При газовому зварюванні бронзи можна одержувати наплавлений метал з границею міцності до 30 кГ/лш2,
Похожие работы
... , при зварюванні у вуглекислому газі завжди нижче, ніж при газовому і ручному дуговому зварюванні. Тому для зварювання обічайки використовується напівавтоматичне зварювання в СО2. Режими зварювання Режимом зварювання називається сукупність характеристик зварювального процесу, що забезпечують здобуття зварних з'єднань заданих розмірів, форм і якості. При всіх дугових способах зварювання такими ...
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах. 2.1.1 Технологія зварювання вугільними і графітовим електродом Вугільні електроди складаються з аморфного електротехнічного вугі ...
... і вирізаються, при цьому виконують виявлення і усунення причин браку. Якщо причиною браку виявляється низька кваліфікація зварника, то його звільняють від роботи. 5.3 Технологія будівництва поліетиленовими газопроводами з висвітленням технології зварювання поліетиленових труб в розтруб Для з'єднання труб І деталей з поліетилену низького тиску застосовують контактне теплове зварювання у стик ...
0 комментариев