Навигация
Зварювання алюмінію І його сплавів
59023
знака
11
таблиц
3
изображения
6. Зварювання алюмінію І його сплавів
Алюміній і його сплави добре зварюються газовим зварюванням. Особливість зварювання алюмінію і його сплавів полягає в утворенні плівки дуже тугоплавкого (tпл понад 2060° С) окису алюмінію (А12Оз), яка розміщується на поверхні рідкого металу зварювальної ванни. Ця плівка окису заважає сплавлянню частинок металу і повинна видалятися з допомогою флюсу.
Газове зварювання алюмінієвих сплавів найдоцільніше застосовувати для товщини від 1 до 5 мм. Воно дає добрі результати при правильному виборі режиму зварювання, наявності навичок у зварника і застосуванні флюсів, які добре розчиняють окис алюмінію.
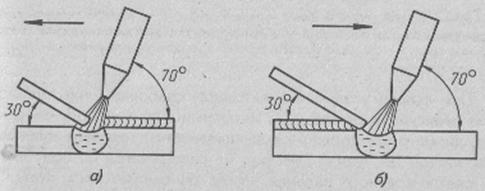
Особливе значення має правильний вибір потужності полум'я, оскільки плівка окису алюмінію повністю закриває зварювальну ванну і заважає зварнику контролювати початок розплавлення металу. При занадто потужному полум'ї цього моменту можна не помітити і тоді в даному місці утворюється наскрізне проплавляння металу, яке важко виправити. Залежно від товщини металу потужність полум'я при зварюванні алюмінію і його сплавів повинна бути:
| Товщина металу, мм | 0,5—0,8 | 1 | 1,2 | 1,5—2 | 3—4 |
| Витрата ацетилену, дм3 /год | 50 | 75 | 75—100 | 150—300 | 300—500 |
Флюс наносять на кромки і дріт у вигляді пасти або порошку. Склад флюсів наведено в табл. 5.
Таблиця 5 Склад флюсів для зварювання алюмінію і його сплавів
| Марка флюсу | Склад, % | Призначення |
| АФ-44, реактивний "ч" технічний, АМТУ 219-60 | Хлористий калій 55 Хлористий натрій 28 Хлористий літій 14 Фтористий натрій 3 | Для газового зварювання алюмінію і алюмінієвих сплавів |
| АН-А201, реактивний "ч" ТУ 17-61 | Хлористий літій 15 Фтористий літій 15 Хлористий барій 70 | Для газового зварювання алюмінієво-магнієвих сплавів |
| АН-4А, реактивний "ч" ТУ 20-61 | Фтористий літій 30 Фтористий натрій 70 | Те саме |
| ВАМИ, технічний ТУ 18-61 | Хлористий калій 50 Хлористий натрій 30 Кріоліт 20 | Для газового зварювання алюмінію і алюмінієвих сплавів |
| КМ-1, технічний | Хлористий калій 45 Хлористий натрій 20 Хлористий барій 20 Фтористий натрій 15 | Для газового зварювання жил алюмінієвого кабеля |
| ВФ-156 (ВФС-1), реактивний "ч" ТУ 21-62 | Фтористий магній 24,8 Фтористий барій 33,8 Фтористий літій 19,0 Фтористий кальцій 14,8 Окис магнію 4,8 Кріоліт 2,8 | Для газового зварювання легких сплавів на магнієвій основі |
Хлористі солі, що входять до складу флюсу, наприклад, літію, віднімають кисень від окису алюмінію, утворюючи хлористий алюміній за реакцією:
6LіCl + Аl2О3 = 2АlСl3 + 3Li2O.
Фтористі сполуки розчиняють в розплавленому стані окис алюмінію. Всі флюси для зварювання алюмінію, особливо ті, що містять сполуки літію, гігроскопічні, тобто дуже поглинають вологу, і тому повинні зберігатися в банках, що герметично закриваються, невеликими порціями відповідно до фактичної витрати флюсу на зварювання. Залишки флюсу спричинюють корозію шва, тому їх необхідно видаляти промиванням у гарячій воді. Для утворення захисної плівки на поверхні шва його промивають протягом 5 хв 5%-ним розчином азотної кислоти з добавлянням 2% хромпіку.
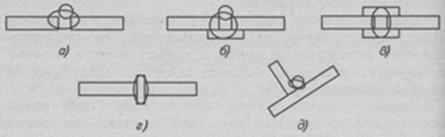
Видаляти плівку окису алюмінію із зварювальної ванни можна і без допомоги флюсу, наприклад, користуючись для цього спеціальним скребком. Проте цей спосіб потребує великої навички від зварника і при недостатній кваліфікації останнього може призвести до потрапляння в шов плівок окису алюмінію, що спричинює несплавлення металу і дефект шва в даному місці. Тому завжди слід віддавати перевагу застосуванню флюсу для зварювання алюмінію і його сплавів. У табл. 6 показано способи підготовки кромок при газовому зварюванні алюмінієвих сплавів.
Таблиця 6 Підготовка кромок при зварюванні алюмінію
| Ескіз з'єднання | Розміри, мм | Кут скосу кромок a, град | ||
| Товщина металу S | Зазор а | Притуплення b | ||
|
| До 1,5 | До 1,0 | Без скосу кромок, допускається відбортовування кромок | |
| 1,5—3,0 | 0,8—2,0 | Без скосу кромок | ||
| 3,1—5,0 | 1,5—2,5 | 1,5—1,8 | 60—65 | |
| Більше 5,0 | 2,0—5,0 | 1,6—2,0 | 65—70 | |
| До 1,5 | 0,3—0,5 | Без скосу кромок | ||
| 1,6—3,0 | 0,5—1,0 | Те саме | ||
| 3,1—5,0 | 0,8—1,5 | 1,0—1,2 | 50—60 | |
| Більше 5,0 | 1,0—2,0 | 1,2—1,5 | ||
| До 1,5 | 0,3—0,5 | Без скосу кромок | ||
| 1,6—3,0 | 0,5—1,0 | |||
| 3,1—5,0 | 0,8—1,5 | 1,0—1,5 | 40—60 | |
| Більше 5,0 | 1,0—2,0 | 1,5-2,0 | ||

Примітки: 1. В кутовому з'єднанні при товщині металу до 5 мм включно кромки вертикального листа можна не скошувати.
Похожие работы
... , при зварюванні у вуглекислому газі завжди нижче, ніж при газовому і ручному дуговому зварюванні. Тому для зварювання обічайки використовується напівавтоматичне зварювання в СО2. Режими зварювання Режимом зварювання називається сукупність характеристик зварювального процесу, що забезпечують здобуття зварних з'єднань заданих розмірів, форм і якості. При всіх дугових способах зварювання такими ...
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах. 2.1.1 Технологія зварювання вугільними і графітовим електродом Вугільні електроди складаються з аморфного електротехнічного вугі ...
... і вирізаються, при цьому виконують виявлення і усунення причин браку. Якщо причиною браку виявляється низька кваліфікація зварника, то його звільняють від роботи. 5.3 Технологія будівництва поліетиленовими газопроводами з висвітленням технології зварювання поліетиленових труб в розтруб Для з'єднання труб І деталей з поліетилену низького тиску застосовують контактне теплове зварювання у стик ...
0 комментариев