Навигация
6.4 Оборудование
В течение 12 ч до начала измерений и во время измерений температурный градиент окружающей среды и его изменения в градусах в час должны быть в пределах, установленных.
Испытательный стенд должен быть подвергнут ремонту раз в полгода.
Следует протирать от пыли незакрытые части двигателя раз в смену.
Охлаждение станка должно быть подключено и исправно.
Испытание проводится прибором API XD3, состоящим из лазерной головки, интерферометра и блока управления, подключаемого к компьютеру с предварительно установленным программным обеспечением.
6.5 Требования к персоналу
Оператор должен обладать знанием:
- устройств, принципиальных схем оборудования и взаимодействия механизмов станков с программным управлением, правил их подналадки;
- корректировки режимов резания по результатам работы станка;
- устройств и правил пользования контрольно-измерительными инструментами и приборами;
- основных способов подготовки программы;
- кодов и правил чтения программы по распечатке и перфоленте;
- определения неисправностей в станках и системе управления;
- способов установки инструмента в инструментальные блоки;
- способов установки приспособлений и их регулировки;
- правил чтения чертежей обрабатываемых деталей;
6.6 Показатели безопасности:
Методика должна соответствовать ГОСТ 12.2.007.0–75 Изделия электротехнические. Общие требования безопасности, ГОСТ Р 50948-2001 Общие эргономические требования и требования безопасности.
6.7 Требования к пожарной безопасности
Методика должна соответствовать требованиям ГОСТ 12.1.004—91 Пожарная Безопасность Общие требования; ГОСТ Р 51838-2001 Безопасность машин Электрооборудование производственных машин Методы испытаний.
6.8 Показатели экологичности:
Методика испытаний не наносит вреда окружающей среде.
6.9 Показатели эргономичности:
- Методика должна соответствовать эргономическим требованиям к организации работы оператора согласно ГОСТ 26387-84 Система «человек-машина». Термины и определения и ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования;
- Методика должна соответствовать формам отображения информации на средствах управления согласно ГОСТ 22269-76 Система «Человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования и ГОСТ 22902-78 Система «человек-машина». Отсчетные устройства индикаторов визуальных. Общие эргономические требования.
6.10 Требования к себестоимости испытаний
Себестоимость испытаний не должна превышать 300 000 руб. в год с учетом всех расходов вызываемых проведением испытаний.
Методика проведения испытаний линейных осей станка с ЧПУ на точность позиционирования
1 Наименование и область применения
Наименование: Методика проведения заводских испытаний линейных осей станка с ЧПУ на точность позиционирования.
Код
55 Машиностроение
55.01 Общие вопросы машиностроения
55.01.81 Измерения, испытания, контроль и управление качеством
Область применения: Рекомендации настоящей методики распространяются на проведение заводских испытаний линейных осей станка с ЧПУ на точность позиционирования в производственных условиях, а так же при испытаниях в испытательных лабораториях.
2 Объект испытаний
2.1 Наименование
Токарный станок с ЧПУ с линейной осью до 2000 мм.
2.2 Область применения
Станок предназначен для токарной обработки в полуавтоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности.
3 Цель испытаний
Определение точности позиционирования токарного станков с ЧПУ с линейной осью до 2000 мм. Анализ полученных данных. Сравнение их с установленным паспортными данными станка значением. Принятие решения о необходимости калибровки и настройки.
4 Нормативные ссылки
4.1 ГОСТ Р 8-82 Станки металлорежущие. Общие требования к испытаниям на точность.
4.2 ГОСТ Р 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров.
4.3 ГОСТ Р 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения.
4.4 ГОСТ Р 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности
4.5 ГОСТ Р 7599-82 Станки металлообрабатывающие. Основные условия, размеры и технические требования.
4.6 ГОСТ Р ЕН 12840-2006 Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
4.7 ГОСТ 26387-84 Система "человек-машина". Термины и определения.
4.12 ГОСТ 22269-76 Система "Человек-машина". Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования
4.13 ГОСТ 22902-78 Система "человек-машина". Отсчетные устройства индикаторов визуальных. Общие эргономические требования.
4.14 СН 2.2.4/2.1.8.562-96 Санитарные нормы. Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки.
5 Условия испытаний
5.1 Условия проведения испытаний
Испытания должны проводиться в нормальных условиях, установленных ГОСТ Р 8-82:
- температура окружающее о воздуха, 0С – 21+1
- относительная влажность воздуха, % – от 40 до 60
- питание испытываемой аппаратуры согласно технической документации.
- при испытании станок должен быть защищен от потоков воздуха, тепловой радиации и других источников тепла,
- напряжение питающей сети переменного тока, В – 220+4,4
- частота питающей электросети, Гц – 50+0,5
- охлаждение станка должно быть подключено и функционировать согласно инструкции, указанной в паспорте станка.
Похожие работы





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
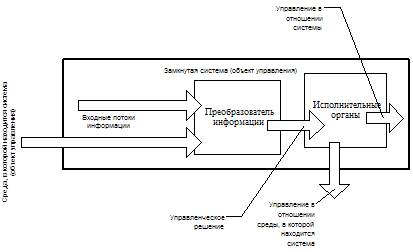
... за собой её гибель, либо требующие подключения к процессу самоуправления суперсистемы иерархически высшего управления. Так соборный интеллект видится индивидуальному интеллекту с точки зрения достаточно общей теории управления; возможно, что кому-то всё это, высказанное о соборных интеллектах, представляется бредом, но обратитесь тогда к любому специалисту по вычислительной технике: примитивная ...


... износу, а также при возможных повреждениях при нарушении правил эксплуатации, должны изготовляться с учетом их легкого и безопасного монтажа и демонтажа. Доступ к этим частям станка для работы с соответствующими вспомогательными средствами (инструментами, измерительными инструментами и т. д.) обеспечивают в соответствии с заданными изготовителем методами работы. 1.5 Работы по наладке и уходу, ( ...

... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
0 комментариев