Навигация
Порядок проведения испытаний
37091
знак
12
таблиц
4
изображения
7.2 Порядок проведения испытаний
После закрепления измерительного оборудования предварительно запрограммированный станок запускают на выполнение программы.
В каждом цикле в каждой из пяти достигнутых позиций производится замер при помощи контрольно-измерительного средства и заносится в электронный протокол испытания.
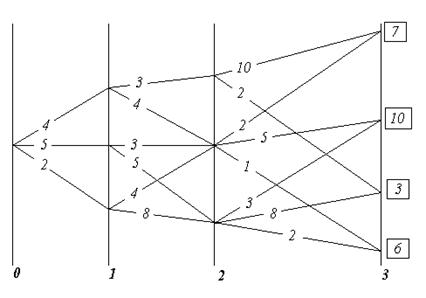
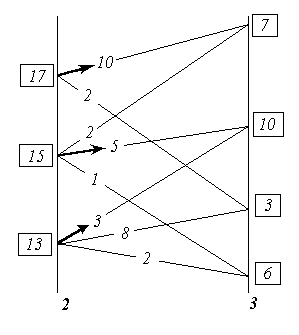
Измерения должны быть сделаны во всех заданных позициях согласно стандартному измерительному циклу (см. рисунок 2). Каждая заданная позиция должна быть достигнута по пять раз в каждом направлении.
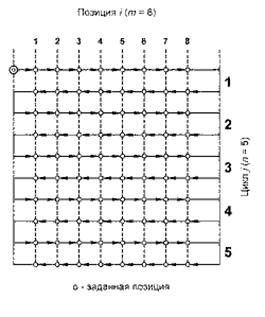
Рисунок 2 – Стандартный цикл измерений
7.3 Обработка результатов
Для каждой заданной позиции Р и для пяти подходов (n=5) в каждом направлении вычисляют границы отклонений по формулам:
|
| (2) |
Параметры, которые должны быть определены в цифровой форме в результате проверки линейных осей:
- точность одностороннего позиционирования осей А и А¯,
рассчитываемые по формулам:
|
| (3) |
- зона нечувствительности оси В, рассчитываемая по формуле:
|
| (4) |
- среднее двустороннее позиционное отклонение оси М, рассчитываемое по формуле:
|
| (5) |
Результаты испытаний фиксируются в протоколе, форма которого приведена в Приложении 1. При соответствии полученных данных паспортным характеристикам станка, протокол испытания вкладывается в паспорт станка и сохраняется до следующего испытания. При несоответствии параметров, станок выводят из плана пользования и проводят калибровку с последующими повторными испытаниями.
При невозможности установки приемлемых параметров обработки приглашаются специалисты из аттестационной организации для документального свидетельствования и понижении класса точности станка.
8 Расчет себестоимости методики
Определим среднюю ежегодичную стоимость испытаний по указанной методике.
Количество станков на предприятии – 10. Каждый год должны проводится испытания всех без исключения станков с ЧПУ.
Определим стоимость испытаний в таблице 1.
Таблица 1 – Определение стоимости испытаний
| Источник затрат | Затраты | План | УЕ (руб.) |
| М1 | Для проведения испытаний необходим персонал: - наладчик- программист станков с ЧПУ, - приглашенный работник фирмы API. | 700 р.*3 1000 р.*3 | 5100 р. |
| М2 | Аренда измерительного оборудования | 190 000р. | 190 000р. |
| М6 | Обеспечение теплогазоснабжения | 500р*3 | 1500р. |
| Итого | 196 600р | ||
9 Расчет эффективности испытаний
В рамках проведения испытаний необходимо установить точность позиционирования линейной оси до 2000 мм станка с ЧПУ. При попадании установленных значений в интервал, заданный паспортными характеристиками станка – станок признается годным.
Эффективность испытаний рассчитывается по формуле 2:
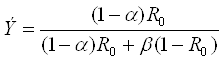 (6)
(6)
Эффективность проведения заводских испытаний на точность позиционирования линейных осей до 2000 мм станка с ЧПУ не ниже 0,95 при значении параметра R0=0,95. Параметры α и β равны 0,1.
Приложение 1
Форма протокола испытаний на точность позиционирования линейных осей до 2000 мм станка с ЧПУ.
Модель станка________________
Маркировка станка_____________________
Дата проведения испытания______________
Ответственный ________________________
Приглашенная сторона__________________
Таблица А – Типовые результаты проверки
| № заданной позиции | 1 | 2 | 3 | 4 | 5 | |||||
| Целевое значение позиции Р мм. | ||||||||||
| Направление подхода | | ¯ | | ¯ | | ¯ | | ¯ | | ¯ |
| Позиционные отклонения, мкм | ||||||||||
| Среднее одностороннее позиционное отклонение | ||||||||||
| Среднеквадратическая неопределенность, мкм | ||||||||||
| 2 s, мкм | ||||||||||
| х - 2s, мкм | ||||||||||
| х + 2s, мкм | ||||||||||
| Повторяемость в одном направлении R1, мкм | ||||||||||
| Зона нечувствительности В, мкм | ||||||||||
| Повторяемость в двух направлениях позиционирования R, мкм | ||||||||||
| Среднее двустороннее позиционное отклонение Х, мкм | ||||||||||
Заключение о приемлемости полученных данных:
_____________________________________________________________
Подпись ________________________________
Федеральное агентство по образованию
ГОУ ВПО Тольяттинский государственный университет
Институт финансов, экономики и управления
Кафедра менеджмента организации
| «Согласовано» | «Утверждено» | |
| Заказчик | Зав.кафедрой МО | |
| __________Щипанов В.В. | __________Искосков М.О. | |
| « ___» _________ 201_г. | « ___» _________ 201_г. |
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
на проектирование установки для проведения заводских аттестационных испытаний станка с ЧПУ на точность позиционирования линейных осей.
Код ОКП 44 3130
| Исполнитель(и) | Чиркова О.А. | /ФИО/ |
Тольятти 2010 г
Содержание
1 Наименование и область применения проектируемого объекта
2 Основание для разработки
3 Цель и технико-экономическое обоснование разработки
4 Источники разработки
5 Этапы разработки
6 Технические требования к объекту
1 Наименование и область применения проектируемого объекта
1.1 Наименование проектируемого объекта: испытательный стенд для проведения заводских аттестационных испытаний резины на надежность в нормальных условиях
Код ОКП 44 3180.
44 0000 Приборы и аппаратура оптические.
44 3000 Приборы оптические общепромышленного, специального и научного применения.
44 3100 Приборы оптические контрольно-измерительные.
44 3180 Приборы контрольно-измерительные прочие.
1.2. Краткая характеристика области (отрасли) и условий применения:
Испытательный стенд может применяться в испытательных лабораториях, на производственных предприятиях и предприятиях станкостроения с целью определения точности позиционирования станка с ЧПУ при работе в нормальных условиях.
2 Основание для разработкиЗадание на курсовое проектирование по дисциплине «Методы и средства испытания, измерения и контроля».
3 Цель и технико-экономическое обоснование разработки 3.1 Предназначение объекта Проведение заводских аттестационных испытаний на определение точности позиционирования линейной оси до 2000 мм станка с ЧПУ.3.2 Наличие отечественных и зарубежных аналогов
Рассматриваемая методика аттестационных испытаний применяется на промышленных предприятиях и предприятиях станкостроения России.
4 Источники разработки
4.2 ГОСТ Р 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности
4.3 ГОСТ Р 7599-82 Станки металлообрабатывающие. Основные условия, размеры и технические требования.
4.4 ГОСТ Р 23597-79 - Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движений. Общие положения
4.5 ГОСТ Р ЕН 12840-2006 Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
5 Технические требования к объекту5.1 Показатель назначения
Определение положения резца, перемещающегося по линейной оси станка с ЧПУ.
5.2 Показатели надежности
- Вероятность безотказной работы - 0,99.
- Допустимая погрешность регистрации удлинения ± 0,2 мкм от измеряемой величины
- Назначенный срок службы 5 лет.
- Ремонт следует проводить не реже 1 раза в год.
Похожие работы





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
... за собой её гибель, либо требующие подключения к процессу самоуправления суперсистемы иерархически высшего управления. Так соборный интеллект видится индивидуальному интеллекту с точки зрения достаточно общей теории управления; возможно, что кому-то всё это, высказанное о соборных интеллектах, представляется бредом, но обратитесь тогда к любому специалисту по вычислительной технике: примитивная ...


... износу, а также при возможных повреждениях при нарушении правил эксплуатации, должны изготовляться с учетом их легкого и безопасного монтажа и демонтажа. Доступ к этим частям станка для работы с соответствующими вспомогательными средствами (инструментами, измерительными инструментами и т. д.) обеспечивают в соответствии с заданными изготовителем методами работы. 1.5 Работы по наладке и уходу, ( ...

... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
0 комментариев