Навигация
5.2 Требования к образцам
Каждый станок с ЧПУ на предприятии должен проходить проверку раз в год.
Станок должен быть полностью собран и находиться в работоспособном состоянии, все необходимые проверки установки и геометрической точности станка должны быть удовлетворительно завершены перед началом проверки точности позиционирования.
В течение 12 ч до начала измерений и во время измерений температурный градиент окружающей среды и его изменения в градусах в час должны быть в пределах, установленных.
Испытательный стенд должен быть подвергнут ремонту раз в полгода.
Следует протирать от пыли незакрытые части двигателя раз в смену.
5.3 Требования к оборудованию
Измерения производятся лазерным интерферометром API XD3, работающим по схеме интерферометра Кёстерса, схема которого представлена на рисунке 1.
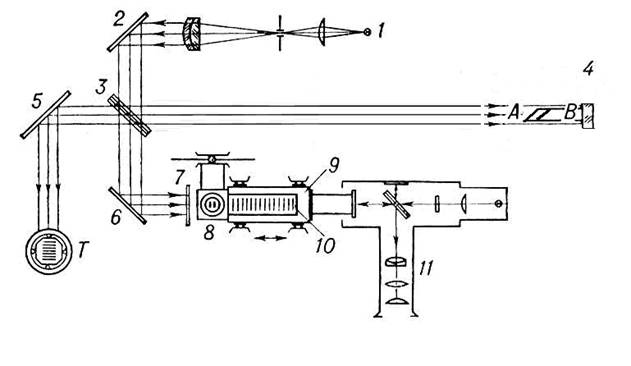
Рисунок 1 – Схема интерферометра Кёстерса
Свет от источника 1 в виде параллельного пучка лучей зеркалом 2 направляется на полупрозрачную стеклянную разделяющую пластину 3. Часть света, отражённая пластиной, падает на резец 4. Передняя поверхность резца А — свободная. После отражения от плоскостей А и В свет проходит пластину 3 и зеркалом 5 направляется в зрительную трубу Т. Часть света от зеркала 2, прошедшая пластину 3, зеркалом 6 направляется на зеркало 7, жестко связанное с фотоэлектрическим микроскопом 8. Последний может перемещаться вдоль стола 9 с уложенной на нём штриховой мерой 10. Отражённый зеркалом 7 свет возвращается к зеркалу 6 и направляется на пластину. Свет, отражённый последней, зеркалом 5 также направляется в зрительную трубу Т. Положение стола фиксируется интерференционным индикатором 11, представляющим интерферометр Майкельсона, одно из зеркал которого жестко связано со столом. При сравнении эталонной, концевой и измеряемой штриховой мер положением нулевого штриха штриховой меры фиксируется под микроскопом, а перемещением каретки с концевой мерой добиваются равенства длин путей обоих пучков лучей, образовавшихся при отражении света от поверхности А меры и зеркала 7. Затем перемещением зеркала 7 и микроскопа 8 добиваются равенства длин путей обоих пучков лучей, образовавшихся при отражении света от зеркала 7 и поверхности В меры. Необходимое для этого перемещение зеркала 7 и микроскопа 8, очевидно равно расстоянию до резца.
Все действия по определению конечного значения производятся при помощи компьютерного оборудования, и пользователь получает на экране конкретные значения расстояния.
5.4 Требования к техническому обслуживанию оборудования
Испытательное оборудование должно быть защищено от воздействия пыли.
5.4 Требования к персоналу, проводящему испытания
Измерения положения резца должны проводиться приглашенным персоналом фирмы, предоставляющей измерительное оборудование в аренду.
Расчеты конечных показателей должны производиться сотрудником предприятия, обладющим знаниями:
- устройств, принципиальных схем оборудования и взаимодействия механизмов станков с программным управлением, правил их подналадки;
- корректировки режимов резания по результатам работы станка;
- устройств и правил пользования контрольно-измерительными инструментами и приборами;
- основных способов подготовки программы;
- кодов и правил чтения программы по распечатке и перфоленте;
- определения неисправностей в станках и системе управления;
- способов установки инструмента в инструментальные блоки;
- способов установки приспособлений и их регулировки;
- правил чтения чертежей обрабатываемых деталей.
5.4 Требования к рабочему месту оператора
Методика соответствует эргономическим требованиям к организации работы оператора согласно ГОСТ 26387-84 Система «человек-машина». Термины и определения и ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования.
Рабочее место оператора должно соответствовать ГОСТ 26387-84 Система «человек-машина». Термины и определения и ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования, ГОСТ 22269-76 Система «Человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования.
Выполняемые работы относятся к разряду работ малой точности (наименьший размер объекта различения 1-5 мм), разряд зрительных работ -V (СНИП 23-05-95).
5.5 Требования к безопасности
5.5.1 Электробезопасность
Настоящая методика соответствует ГОСТ 12.2.007.0–75, ГОСТ 12.1.019-79 ССБТ «Электробезопасность. Общие требования и номенклатура видов защиты».
5.5.2 Пожарная безопасность
Методика соответствует требованиям ГОСТ 12.1.004—91 Пожарная Безопасность Общие требования; ГОСТ Р 51838-2001 Безопасность машин Электрооборудование производственных машин Методы испытаний.
5.6 Требования по экологичности
Методика не наносит вреда окружающей среде, так как не имеет отходов.
6. Программа проведения испытаний
Данная методика устанавливает следующие виды испытаний:
6.1 По назначению: контрольные
6.2 По характеру оценок: точечная оценка.
6.3 По плану организации проведения испытаний:
NMT – план испытаний, согласно которому испытывают N объектов (для заводских испытаний, N устанавливается в зависимости от числа испытываемой продукции – каждый станок), отказавшие объекты восстанавливают. Испытания останавливают при завершении времени испытания для каждого не отказавшего объекта. [2]
6.4 По виду этапов разработки продукции: приемочно-сдаточные.
По рабочим условиям проведения испытаний: испытания проводятся в нормальных условиях.
6.5 По характеру получения информации: косвенное.
6.6 По методам получения результатов испытания: расчетно-экспериментальные.
7 Проведение испытаний
7.1 Подготовка образцов
На время испытания со станка снимаются защитные дверцы, для облегчения доступа к подвижному элементу.
Измерительный прибор API XD3 устанавливается в устойчивое положение при помощи устойчивой плиты и отстраивается как точка отсчета измерений, вносятся заранее заданные позиции для измерения – 5 позиций.
Значение каждой заданной позиции должно быть предварительно выбрано и установлено и иметь общую формулу:
|
| (1) |
где i – номер текущей заданной позиции,
p – интервал, основанный на постоянном интервале заданных позиций по ходу измерений,
r – принимает различные значения в каждой заданной позиции, образуя заданные позиции, расположенные через неодинаковые интервалы, по ходу измерения для обеспечения того, чтобы не были представлены только периодические ошибки.
Станок должен быть запрограммирован на движение подвижного компонента вдоль проверяемой оси и на помещение его в ряд заданных позиций.
Время покоя в заданных позициях – 10 с.
Станок должен быть запрограммирован на движение между заданными позициями со скоростью позиционирования резца:
- скорость вдоль оси X - 500 мм/с.
Похожие работы





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
... за собой её гибель, либо требующие подключения к процессу самоуправления суперсистемы иерархически высшего управления. Так соборный интеллект видится индивидуальному интеллекту с точки зрения достаточно общей теории управления; возможно, что кому-то всё это, высказанное о соборных интеллектах, представляется бредом, но обратитесь тогда к любому специалисту по вычислительной технике: примитивная ...


... износу, а также при возможных повреждениях при нарушении правил эксплуатации, должны изготовляться с учетом их легкого и безопасного монтажа и демонтажа. Доступ к этим частям станка для работы с соответствующими вспомогательными средствами (инструментами, измерительными инструментами и т. д.) обеспечивают в соответствии с заданными изготовителем методами работы. 1.5 Работы по наладке и уходу, ( ...

... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
0 комментариев