Вимоги фізико-хімічних властивостей матеріалу деталі і її елементів
Вихідні дані для розробки технологічного процесу контролю
Визначення типу виробництва й виду технологічного процесу контролю
Групування елементів об'єктів контролю по метрологічних ознаках
Вибір типового процесу ТК
Визначення об'єму контролю. Плани контролю
Вибір методів і засобів контролю
Навигация
Визначення типу виробництва й виду технологічного процесу контролю
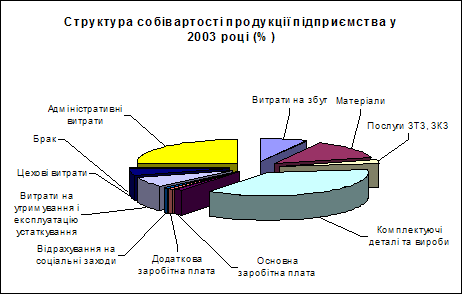
Технічний контроль на машинобудівних підприємствах
36518
знаков
11
таблиц
1
изображение
5.2 Визначення типу виробництва й виду технологічного процесу контролю
Для визначення типу виробництва використовуємо заданий річний об'єм випуску зубчастих коліс і масу виробу.
У відповідності з довідковою літературою вибираємо серійне виробництво, тому що річний об'єм випуску циліндричних коліс становить 17000 шт.; маса - 2,48 кг.
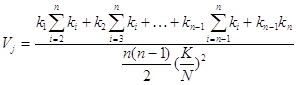
Кількість виробів у партії для одночасного запуску визначаємо по формулі:
![]() ,
,
де N - річний об'єм випуску виробів, шт.
а - число днів, а яке необхідно мати запас виробів,
F - число робочих днів у році.
У нашім випадку: N = 17000 шт., F = 250 днів, а = 10 днів.
![]() шт.
шт.
Виробництво характеризується виготовленням виробів періодично повторюваними партіями. У виробництві встаткування розташовують відповідно до послідовності виконання етапів обробки заготівель. За кожною одиницею встаткування закріплюють кілька технологічних операцій, для виконання яких проводять переналагодження встаткування. Застосовують спеціалізовані й універсальні засоби технологічного оснащення. Розмір виробничої партії в виробництві звичайно становить від декількох десятків до кілька сотень деталей.
В умовах виробництва технологія контролю розробляється з маршрутним і операційним описом. Застосовується вибірковий операційний контроль статистичними методами, суцільний операційний контроль для відповідальних і високоточних деталей, складальних одиниць; профілактичний контроль першої деталі. Приймальний контроль в основному суцільній. Застосовують універсальні засоби контролю, калібри, шаблони, спеціальні контрольні пристосування. На окремих операціях використовують механізовані, напівавтоматичні й автоматичні засоби контролю. Організують контрольні пункти стаціонарного контролю. Кваліфікація контролерів в основному середня.
в умовах виробництва, коли виробу безупинно надходять на контрольний пункт у послідовності, у якій вони виробляються (спосіб «потік»), а формування окремих партій для контролю неможливо або недоцільно, застосовують безперервний приймальний контроль. Плани контролю вибирають відповідно до ДЕРЖСТАНДАРТ 50779 - 73 «Статистичний приймальний контроль по альтернативній ознаці. плани контролю». Порядок вибору приймального рівня дефектності такий же, як при приймальному контролі партій. Число виробів одного виробничого циклу вибирають із міркувань, аналогічних вибору об'єму партії. Стандарт визначає три рівні контролю (загальних), з яких звичайно використовують рівень II, у більше відповідальних випадках - рівень III і в менш відповідальних - рівень I. За цим даними за допомогою таблиць, наведених у стандарті, визначають параметри плану контролю й здійснюють процедуру безперервного контролю як чергування періодів суцільної й вибіркової перевірок.
6. Групування елементів об'єктів контролю по контрольованих ознаках
Важливими критеріями високої якості деталей машин є фізичні, геометричні й функціональні показники, а також технологічні ознаки якості: відсутність неприпустимих дефектів типу порушення цілісності матеріалу, відповідність фізико-механічних властивостей і структури основного матеріалу й покриття, геометричних розмірів і чистоти обробки поверхні необхідним технічною документацією. Тому необхідно проводити угруповання елементів об'єкта, головне завдання якої складається в попереднім формуванні (надлишкової) сукупності кількісних і якісних ознак, які можуть бути обрані в якості контрольованих.
Таблиця 4 - Групування елементів об'єктів контролю по контрольованих ознаках
| Контрольований параметр | Елементи об'єкта контролю |
| Допуск круглості | Внутрішня циліндрична поверхня Ø40 мм |
| Допуск симетричності й паралельності | Поверхня шпонкового паза |
| Допуск на напрямок зуба | Поверхня зубчастого вінця |
| Допуск на відхилення кроку зачеплення | Поверхня зубчастого вінця |
| Допуск радіального биття | Поверхня зубчастого вінця |
| Поверхня маточини | |
| Поверхня торців | |
| Допуск діаметральних розмірів | Зовнішня циліндрична поверхня Ø157,5 мм |
| внутрішня циліндрична поверхня Ø40 мм | |
| Допуск лінійних розмірів | Поверхня маточини 64h9 |
| Поверхня маточини 29h9 | |
| Шорсткість | Циліндричні поверхні |
| Поверхня зубів вінця |
Похожие работы
... імені Володимира Даля Міністерства освіти і науки України, Луганськ, 2007. У дисертаційній роботі розглянуто теоретичні положення та розроблено практичні рекомендації щодо активізації маркетингової діяльності машинобудівного підприємства. Основні висновки та результати, які одержано в ході дослідження, зводяться до такого. Досліджено стан сучасних машинобудівних підприємств. Виявлено проблеми, ...

... , нарощування покриття і автоматично відключають систему, коли деталь готова. 2. Автоматизація виробництва як вищий етап технологічного розвитку підприємства Автоматизація виробництва - основа розвитку сучасної промисловості, генеральний напрямок технологічного розвитку. Розвиток автоматизації - довготривалий еволюційний процес - історично здійснюється на основі механізації. Автоматизація ...
... рішень, зв’язаних із регулюванням витрат і з питань інвестиційної діяльності підприємства. Отже, управлінський облік це формування інформації для управління витратами з метою підвищення ефективності функціонування підприємства. Причому, відповідно до Закону «Про бухгалтерський облік і фінансову звітність в Україні», підприємства вправі самостійно обирати систему і форми ведення управлінського ...

... техніка». – 2007. - №594. – С.141-148 У цій роботі розглядається інструментарій управлінського обліку виробничих запасів в контексті його використання для інформаційного забезпечення під час побудови логістичних систем управління на підприємстві. Ефективність управління виробничими запасами має велике значення, особливо на підприємствах, де зосереджуються великі потоки матеріальних ...
0 комментариев